Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов, снабженным в зоне вторичного охлаждения разрезными роликами с промежуточными опорами.
Наиболее близким к предлагаемому является устройство непрерывной разливки металла, включающее направляющие ролики в зоне вторичного охлаждения и систему контроля границ дефектных участков слитков [1]
Недостатком этого устройства является недостаточная точность определения границ дефектных участков слитков.
Цель изобретения повышение точности определения границ дефектных участков и сокращение потерь металла.
Цель достигается тем, что устройство для непрерывной разливки металлов включает разрезной ролик с промежуточными опорами, корпуса которых смонтированы на раме, а также источник направленного излучения, оптический отражатель и приемник излучения.
Устройство снабжено закрытым кожухом, расположенным в раме параллельно ролику, внутри кожуха по продольной оси с торцам установлен источник направленного излучения, причем корпус промежуточной опоры смонтирован с зазором на корпусе рамы с возможностью перемещения и крепится к раме при помощи тяг, снабженных пружинами, причем тяги проходят через раму внутрь кожуха, на одной из которых установлен приемник излучателя.
В следующем варианте устройства источник направленного излучения снабжен формирователем светового потока в виде плосковыпуклой линзы, а отражатель выполнен в виде сферического вогнутого зеркала.
Повышение точности определения границ дефектных участков слитков происходит вследствие непосредственной передачи перемещения корпуса промежуточной опоры на приемник излучения или оптический отражатель, а также вследствие размещения источника излучения, отражателя и приемника излучения в изолированном замкнутом объеме кожуха. В этих условиях исключается экранирующее для прохождения светового излучения воздействие пара, находящегося в бункере зоны вторичного охлаждения.
Сокращение потерь металла происходит вследствие точной вырезки из слитков участков с дефектной поверхностью.
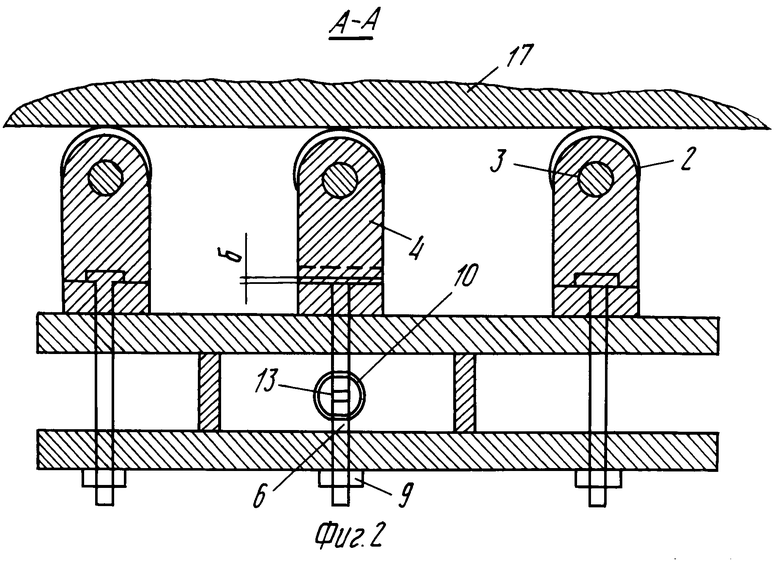
На фиг.1 показано устройство для непрерывной разливки металлов, продольный разрез; на фиг.3 разрез А-А на фиг.1;на фиг.3 то же, с наклонным плоским отражателем; на фиг.4 то же, с формирователем светового потока и сферическим вогнутым отражателем.
Устройство для непрерывной разливки металлов состоит из разрезных роликов 1 и 2, оси 3, промежуточной опоры 4, опор 5, тяг 6, пружин 7, рамы 8, гаек 9, кожуха 10, уплотнений 11, источника 12 излучения, приемника 13 излучения, плоского отражатeля 14, формирователя 15 светового потока, сферического отражателя 16. Позицией 17 обозначен непрерывнолитой слиток, σ-зазор между рамой и корпусом промежуточной опоры.
Устройство для непрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подается сталь марки 3сп, из которого вытягивается слиток 17 сечением 250 х 1600 мм со скоростью 1,2 м/мин. В зоне вторичного охлаждения слиток 17 поддерживается и направляется при помощи разрезных роликов 1 и 2 с опорами 5 и промежуточными опорами 4. Ролики 1 и 2 смонтированы на подшипниках качения, опирающихся на общую ось 3. Ось 3 опирается на опоры 4 и 5. Опоры 5 опираются на корпус рамы 8 стационарно. Промежуточная опора 4 снабжена тягами 6, проходящими через корпус рамы 8, которые фиксируются гайками 9. Между опорой 4 и корпусом рамы 8 установлены пружины 7 сжатия, надетые на тяги 6.
При помощи поворота гаек 9 под действием пружины 7 промежуточная опора 4 имеет возможность перемещения относительно рамы 8, образуя при этом с ней зазор σ величиной 0,4-1,0 мм. Перед началом процесса разливки при помощи поворота гаек 9 производится выверка положения бочек роликов 1 и 2 так, чтобы их образующие располагались по одной линии со стороны слитка 17. В корпусе рамы 8 установлен закрытый кожух 10, расположенный вдоль и параллельно роликов 1 и 2. Тяги 6 также проходят через корпус кожуха 10 через уплотнения 11, например резиновые. Внутри корпуса кожуха 10 с одного из торцов по продольной оси установлен источник 12 светового направленного излучения в виде, например, квантового генератора лазера марки ЛГ 208 Б. На одной из тяг 6 внутри кожуха 10 смонтирован со стороны источника 12 светового излучения приемник 13 светового излучения в виде ПЗС-линейки типа К 1200 ЦЛ 13. Приемник 13 светового излучения воспринимает световой поток от источника 12, преобразует его в электрический сигнал. Далее сигнал идет в блок обработки информации и далее на контроллер (на чертежах не показан).
При данной конструкции устройства (фиг.1) в процессе непрерывной разливки в случае образования на слитке поверхностных дефектов в виде, например, поясов, наплывов, заворотов и т.д. происходит деформация упругого прогиба оси 3 под действием этих поверхностных дефектов на долю величины зазора σ например, 0,05 мм. В этих условиях происходит сжатие пружины 7 и перемещение тяг 6 вместе с приемником 13 излучения. По величине сигнала с ПЗС-линейки производится определение наличия дефекта на поверхности слитка 17 или границы начала дефектного участка. После прохождения дефектного участка слитка 17 промежуточная опора 4 вместе с роликами 1 и 2, а также тяги б вместе с приемником 13 излучения, возвращаются в исходное положение. Сигналы о начале и конце дефектного участка поступают в ЭВМ АСУ непрерывной разливки стали, где отслеживается дефектный участок слитка по длине технологической оси. На участке резки слитков производится вырезка дефектных участков по сигналу от АСУ непрерывной разливки стали.
Усилие пружины 7 рассчитывается на величину ферростатического давления металла в районе расположения подпружиненной промежуточной опоры 4, например, 7т.
Ролики 1 и 2 с подпружиненной промежуточной опорой 4 монтируются в роликовые секции, располагаемые под кристаллизатором. Другие разрезные ролики имеют стационарные промежуточные опоры (фиг.2). Разрезные ролики с подпружиненной промежуточной опорой располагаются на расстоянии 0,2-1,0 м от нижнего торца кристаллизатора.
В другом варианте устройства (фиг.3) на одной из тяг 6 устанавливается плоский отражатель 14 излучения в виде плоского зеркала, стоящего под углом к оси кожуха 10, а приемник 13 излучения располагается в одной плоскости с источником 12 направленного излучения. В этом случае световое излучение проходит путь от источника 12 к отражателю 14 и обратно к приемнику 13. Перемещение отражателя 14 вместе с тягой б приводит к перемещению светового луча по приемнику 13 в виде ПЗС-линейки.
В последнем варианте устройства (фиг.4) источник 12 направленного излучения снабжен формирователем 15 светового потока в виде плоско-выпуклой зеркала-линзы, которая обеспечивает раскрытие светового потока внутри телесного угла, равного отношению половины диаметра зеркала отражателя к расстоянию от источника излучения до отражателя. Этот угол находится в пределах 30 мин. В этих условиях отражатель 16 выполняется в виде плоско-вогнутой зеркала-линзы. Световой поток от отражателя 16 фокусируется на приемнике-линейке ПЗС.
В общем случае разрезные ролики могут иметь несколько промежуточных опор по ширине слитка. Подпружиненные опоры могут находиться в нескольких местах как по ширине, так и по длине роликовой секции.
Применение предлагаемого устройства позволяет повысить точность определения границ дефектных участков поверхности слитка до + / 2 σ мм, за счет чего снижаются потери металла при вырезке дефектных участков слитка на 0,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ ДЕФЕКТНЫХ УЧАСТКОВ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2037359C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038183C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038915C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |



Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов, снабженным в зоне вторичного охлаждения разрезными роликами с промежуточными опорами. Цель изобретения - повышение точности определения границ дефектных участков слитков и сокращения потерь металла. Цель достигается тем, что устройство для непрерывной разливки металлов включает разрезной ролик с промежуточными опорами, корпуса которых смонтированы на раме, а также источник направленного излучения, оптический отражатель и приемник излучения. Устройство снабжено закрытым кожухом, расположенным в раме параллельно ролику, внутри кожуха по продольной оси с торца установлен источник направленного излучения, причем корпус промежуточной опоры смонтирован с зазором на корпусе рамы с возможностью перемещения и крепится к раме при помощи тяг внутрь кожуха, на одной из которых установлен приемник излучателя. В следующем варианте устройства источник направленного излучения снабжен формирователем светового потока в виде плосковыпуклой линзы, а отражатель выполнен в виде сферического вогнутого зеркала. 2 з.п.ф-лы, 4 ил.
| Способ автоматического определения в процессе разливки дефекта поверхности в виде пояса на непрерывно-литом слитке | 1987 |
|
SU1503989A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
