Изобретение относится к металлургии, конкретнее к непрерывной разливке тонких слябов.
Известно устройство для транспортировки непрерывнолитых заготовок, состоящее из рольганга для их уборки. При этом непрерывнолитые заготовки транспортируются от машины газовой резки установки непрерывной разливки металлов по рольгангу в зону действия подъемного уборочного крана с клещевыми захватами, который переносит заготовки на склад.
Недостатком известного устройства является невозможность транспортировки тонких слябов. Это объясняется тем, что тонкие слябы имеют большую длину при малой толщине. В этих условиях после захвата тонкого сляба уборочным краном при помощи клещевых захватов сляб прогибается под действием собственного веса. Во время транспортировки сляб охлаждается и приобретает изогнутую форму. Изогнутые в продольном направлении слябы требуют правки. В противном случае изогнутые слябы являются браком и не подлежат дальнейшему переделу.
Наиболее близким по технической сущности является устройство для транспортировки непрерывнолитых заготовок, включающее отводящий рольганг, уборочный кран с клещевым захватом и самоходную одинарную тележку с приводным рольгангом (рольганг-тележку). В процессе непрерывной разливки отрезанная на мерную длину непрерывнолитая заготовка транспортируется по отводящему рольгангу, далее транспортируется на рольганг-тележку, которая доставляет заготовку на склад. Возможен вариант, когда заготовка транспортируется на склад при помощи уборочного крана.
Недостатком известного устройства является отсутствие универсальности одинарной рольганг-тележки при транспортировке тонких и длинных слябов от нескольких установок непрерывной разливки металлов к одному загрузочному рольгангу проходной нагревательной печи для дальнейшей транспортировки к прокатному стану. Это объясняется тем, что длина слябов может быть различной. В то же время число слябов также может быть различным в зависимости от числа работающих установок непрерывной разливки металлов. В этих условиях рольганг-тележка должна иметь значительную длину и ширину для одновременной приемки нескольких тонких слябов. В этом случае при транспортировке небольшого количества тонких и коротких слябов должна эксплуатироваться большая по габаритам и весу рольганг-тележка, что приводит к перерасходу электроэнергии и износу механизмов.
Кроме того, использование одинарной рольганг-тележки приводит к задержке с транспортировкой отдельных тонких слябов сразу от нескольких установок непрерывной разливки металлов, что вызывает их переохлаждение и требует дополнительного времени и энергии для последующего нагрева. Это приводит к снижению производительности производства тонких слябов.
Технический эффект при использовании предлагаемого устройства заключается в повышении производительности процесса производства непрерывнолитых заготовок, повышении универсальности и стойкости устройства и сокращении энергии при транспортировке непрерывнолитых заготовок.
Это достигается тем, что устройство включает одинарную самоходную тележку с приводным рольгангом (рольганг-тележку). При этом устройство дополнительно снабжено не менее, чем нечетным количеством рольганг-тележек, начиная с трех, соединенных между собой сцепными механизмами в двух взаимно перпендикулярных направлениях, причем боковые продольные стороны одинарных рольганг-тележек соединены подпружиненными сцепными механизмами, а торцовые стороны соединены с возможностью относительного перемещения и перекоса в вертикальной плоскости.
Повышение производительности процесса производства непрерывнолитых заготовок будет происходить вследствие своевременной уборки тонких слябов с отводящих рольгангов. В этих условиях будет отсутствовать необходимость снижения скорости вытягивания слябов на нескольких одновременно работающих установках непрерывнолитой разливки металлов.
Повышение универсальности устройства будет достигаться за счет возможности одновременного использования нескольких одинарных рольганг-тележек в различных сочетаниях.
Стойкость устройства будет достигаться за счет использования по мере необходимости нужного количества рольганг-тележек, что устраняет их холостой пробег.
Сокращение энергии будет достигаться за счет сокращения холостых пробегов рольганг-тележек.
Сцепление боковых продольных сторон одинарных самоходных рольганг-тележек посредством сцепных подпружиненных механизмов объясняется необходимостью устранения перекосов и обгонов тележек относительно друг друга при их передвижении по самостоятельным рельсовым путям под воздействием самостоятельных электроприводов.
Соединение торцовых сторон одинарных самоходных рольганг-тележек посредством сцепных механизмов, обеспечивающих возможность их относительного перемещения и перекоса в вертикальной плоскости, объясняется необходимостью обеспечения возможности относительного смещения в случае демпфирования с соседними рольганг-тележками при их движении по одному рельсовому пути. Возможность перекоса торцового сцепного механизма объясняется необходимостью движения соседних рольганг-тележек по различным рельсовым путям.
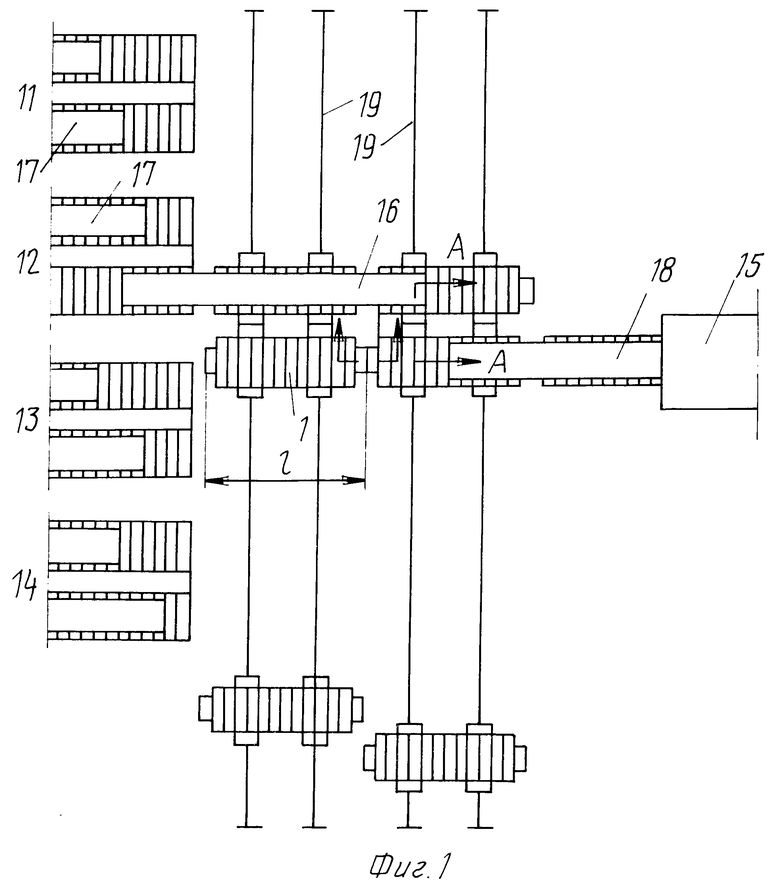
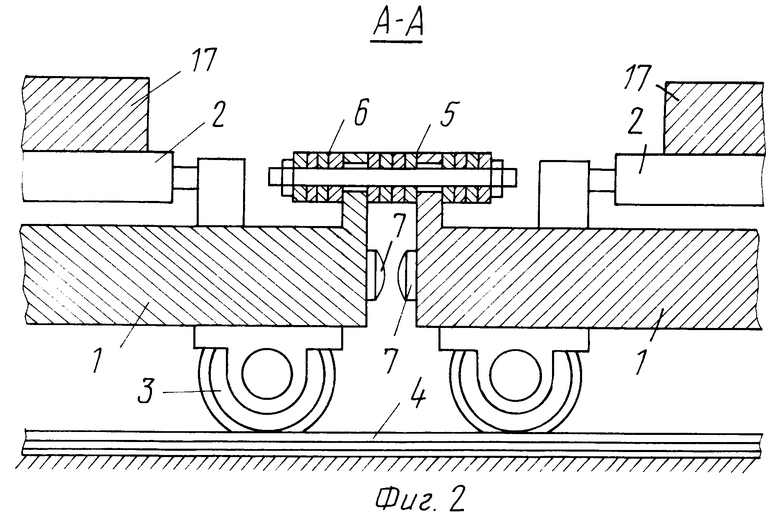
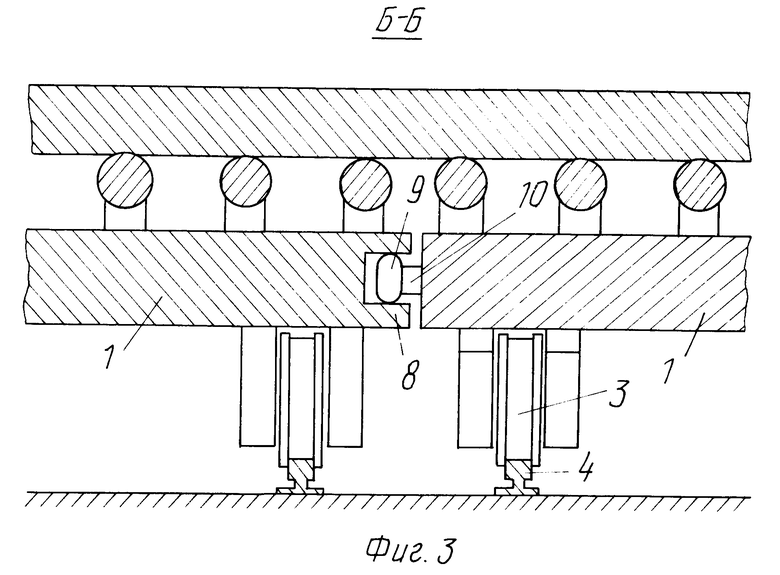
На фиг. 1 показана схема транспортировки непрерывнолитых заготовок между установками непрерывнолитой разливки металлов и нагревательной печью; на фиг. 2 схема сцепного механизма для соединения рольганг-тележек по боковым продольным сторонам, разрез А-А; на фиг. 3 схема сцепного механизма для соединения рольганг-тележек по торцовым сторонам, разрез Б-Б.
Устройство для транспортировки непрерывнолитых заготовок состоит из рольганг тележек 1, приводных роликов 2, колес 3, рельсов 4, стяжек 5, амортизаторов 6, упоров 7, скобы 8, ролика 9 с осью 10.
Приняты следующие обозначения: 11, 12, 13 и 14 установки непрерывной разливки металлов (их отводящие рольганги), 15 нагревательная печь, l длина рольганг-тележки, 16 непрерывнолитая заготовка, 17 непрерывнолитой слиток, выходящий из установки непрерывной разливки металлов, 18 непрерывнолитая заготовка, входящая в нагревательную печь, 19 рельсы.
Устройство для транспортировки непрерывнолитых заготовок работает следующим образом.
П р и м е р. В процессе непрерывной разливки на установках 11, 12, 13 и 14 разливается сталь марки 3 сп и вытягиваются слитки прямоугольного сечения 70 х 1200 мм со скоростью 3 м/мин. Отлитые слябы режутся при помощи газорезки на мерные длины 25 и 50 м. Полученные заготовки 16, 17 и 18 отводятся от установок по рольгангам и при помощи одинарных рольганг-тележек 1 передаются на приемный рольганг нагревательной печи 15. Далее непрерывнолитые заготовки прокатываются на лист толщиной 8 мм. Рольганг-тележка 1 оборудована приводными роликами 2 для продольного перемещения заготовок 17. Рольганг-тележка 1 перемещается на колесах 3 по рельсам 4 под действием самостоятельных приводов.
Устройство дополнительно снабжено не менее, чем нечетным количеством рольганг-тележек, начиная с трех, соединенных между собой сцепными механизмами в двух взаимно перпендикулярных направлениях, причем боковые продольные стороны одинарных рольганг-тележек соединены подпружиненными сцепными механизмами, а торцовые стороны соединены с возможностью относительного перемещения и перекоса в вертикальной плоскости.
Подпружиненный сцепной механизм состоит из тяги 5 и набора амортизаторов 6, выполненных в виде тарельчатых пружин или резиновых прокладок.
Сцепной механизм на торцовых сторонах рольганг-тележек состоит из ролика 9 со сферической поверхностью, насаженного на ось вращения 10, прикрепленную к корпусу рольганг-тележки 1. Ролик 9 заходит в направляющие скобы 8, выполненные на корпусе соседней рольганг-тележки 1, и имеет возможность как перемещаться вдоль торцовой стороны рольганг-тележки, так и перекашиваться относительно скобы 8 в вертикальной плоскости.
Благодаря такой конструкции сцепных механизмов имеется возможность устранять все перекосы при движении рольганг-тележек в горизонтальной и вертикальной плоскостях, вызванные как неровностью расположения рельсов 4, так и рассихронизацией приводов перемещения рольганг-тележек.
При такой конструкции устройства обеспечивается транспортировка непрерывнолитых заготовок различной длины и их количества. В этих условиях обеспечивается своевременная уборка тонких слябов с отводящих рольгангов установок непрерывной разливки металлов, устраняется их переохлаждение, что позволяет их направлять в нагревательную печь с более высокой температурой. Кроме того, своевременная уборка непрерывнолитых заготовок создает условия для поддержания стабильной высокой скорости разливки, что повышает производительность процесса непрерывной разливки металлов.
Наличие в составе устройства нескольких одинарных сцепных самоходных рольганг-тележек позволяет оперативно изменять число участвующих в работе рольганг-тележек, что с одной стороны удлиняет срок их службы, а с другой стороны приводит к уменьшению их холостого пробега и, тем самым, к экономии потребляемой энергии.
Применение предлагаемого устройства позволяет повысить производительность процесса непрерывной разливки металлов на 1,8% Экономический эффект подсчитан в сравнении с базовым объектом, за который принято устройство для транспортировки непрерывнолитых заготовок, применяемое в кислородно-конвертерном цехе N 1 Новолипецкого металлургического комбината.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1992 |
|
RU2038189C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ПРЯМОЙ ПРОКАТКИ ЗАГОТОВКИ | 2008 |
|
RU2429923C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНЫХ СОРТОВЫХ ЗАГОТОВОК | 1994 |
|
RU2048965C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ | 2014 |
|
RU2571980C2 |
Использование: в металлургии для транспортировки тонких слябов, полученных методом непрерывного литья. Сущность изобретения: устройство содержит одинарную самоходную тележку и рольганг тележки, количество которых нечетное, начиная с трех. Рольганг-тележки соединены между собой сцепные механизмами в двух взаимно-перпендикулярных направлениях. 3 ил.
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК, включающее одинарную самоходную тележку с приводным рольгангом (рольганг-тележку), отличающееся тем, что устройство дополнительно снабжено не менее чем нечетным количеством рольганг-тележек, начиная с трех, соединенных между собой сцепными механизмами в двух взаимно перпендикулярных направлениях, причем боковые продольные стороны одинарных рольганг-тележек соединены подпружиненными сцепными механизмами, а торцевые стороны соединены с возможностью относительного перемещения и перекоса в вертикальной плоскости.
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
