Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов с криволинейной технологической осью.
Известна установка непрерывной разливки металлов, включающая кристаллизатор, поддерживающие и направляющие ролики, расположенные в зоне вторичного охлаждения, газорезку и далее расположенный отводящий рольганг, затравку. При этом затравка после отделения от непрерывнолитого слитка поднимается над отводящим рольгангом при помощи подъемного устройства и хранится над этим рольгангом в процессе всей разливки. После окончания разливки очередного ковша затравка опускается на отводящий рольганг и направляется по нему в зону вторичного охлаждения и далее заводится в кристаллизатор для начала следующей разливки. Недостатком этой установки является недостаточная производительность непрерывной разливки стали. Это объясняется тем, что затравка в процессе разливки хранится над отводящим рольгангом. В этих условиях в случае необходимости удаления с рольганга бракованных слябов или слябов немерной длины необходим цеховый подъемный кран. Однако использование подъемного крана связано с потерями времени для его охлаждения, так как он может в необходимое время использоваться на других работах. В этом случае приходится снижать скорость разливки слитков, что приводит к потере производительности установок непрерывной разливки металлов.
Наиболее близкой по технической сущности является установка непрерывной разливки металлов, включающая кристаллизатор, поддерживающие и направляющие ролики, расположенные в зоне вторичного охлаждения, тянуще-правильное устройство, газорезку и далее расположенный отводящий рольганг, шарнирную затравку. При этом в начале разливки после отделения при помощи специальных упоров головка затравки приподнимается и входит в зацепление с опущенным захватом устройства для заведения затравки в кристаллизатор, расположенного на разливочной площадке.
Устройство для заведения затравки предварительно осуществляет съем затравки со специальной тележки или скобы в момент ее нахождения в верхней позиции на вертикальных путях, обеспечивает подъем затравки непосредственно с линии отводящего рольганга, а затем заводит ее через рабочую полость кристаллизатора. Устройство для заведения и хранения затравки включает приводную тележку, на которой смонтирована рама с направляющим рольгангом. Устройство оснащено приводом перемещения тележки, механизмом подъема затравки, приводом центровки направляющего рольганга. Тележка перемещается по рабочей площадке установки непрерывной разливки металлов вдоль ее технологической оси. Недостатком известной установки является недостаточная производительность установки непрерывной разливки металлов. Это объясняется тем, что для удаления с отводящего рольганга бракованных слябов или слябов немерной длины необходимо применение цехового подъемного крана. Имеющаяся тележка для хранения затравки не может обеспечивать удаление указанных слябов. Использование с этой целью цеховых подъемных кранов требует времени для их ожидания, так как они в момент уборки слябов отводящего рольганга могут быть заняты на других цеховых работах. Вследствие потерь времени на ожидание подъемных кранов неизбежно снижение скорости вытягивания слитков и, тем самым, снижение производительности установок непрерывной разливки металлов.
Технический эффект при использовании изобретения состоит в увеличении производительности установок непрерывной разливки металлов за счет использования тележек для уборки и хранения затравок и удаления с отводящих рольгангов слитков.
Указанный технический эффект достигается тем, что установка непрерывной разливки металлов содержит кристаллизатор, поддерживающие и направляющие ролики, расположенные в зоне вторичного охлаждения, тянуще-правильное устройство, газорезку, отводящий рольганг, затравку, а также самоходную тележку с приводными устройствами для удаления с отводящего рольганга и хранения затравки.
Самоходная тележка смонтирована с возможностью поперечного перемещения относительно технологической оси установки и снабжена захватами-рычагами, имеющими возможность продольного и поперечного перемещения относительно роликов отводящего рольганга, при этом захваты-рычаги выполнены разновысокими по длине своих рабочих поверхностей и имеют длину, составляющую 2,2-3,0 ширины затравки.
Повышение производительности установки непрерывной разливки металлов будет происходить вследствие устранения необходимости использования подъемных кранов для удаления бракованных и немерных слябов с отводящего рольганга. В этих условиях устраняются потери времени на ожидание кранов, что обеспечивает постоянство скоростей вытягивания слябов без их снижения.
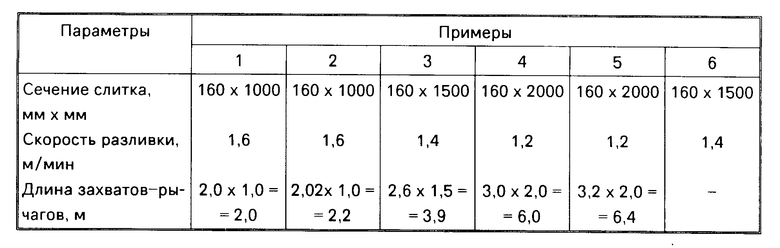
Диапазон длины захватов-рычагов в пределах 2,2-3,0 ширины затравки объясняется необходимостью одновременного расположения на них сляба и затравки. При меньших значениях невозможно будет расположить сляб за отводящим рольгангом из-за наличия приводов для роликов. Большие значения устанавливать не имеет смысла и это приведет к утяжелению самоходной тележки. Указанный диапазон устанавливают в прямой пропорциональной зависимости от ширины затравки или ширины отливаемого слитка.
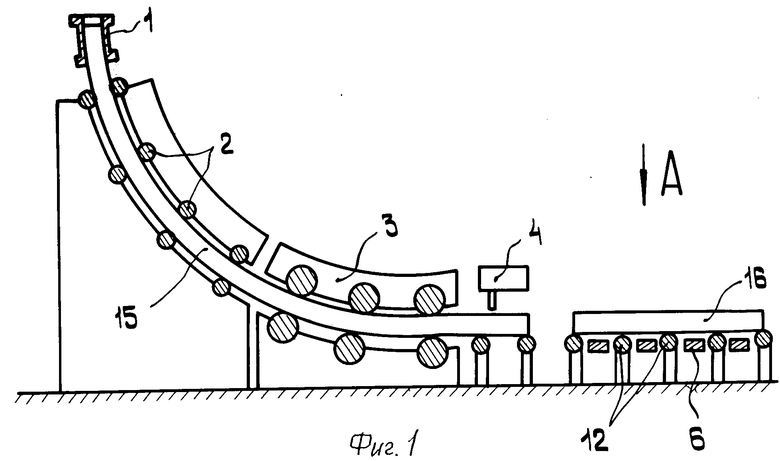
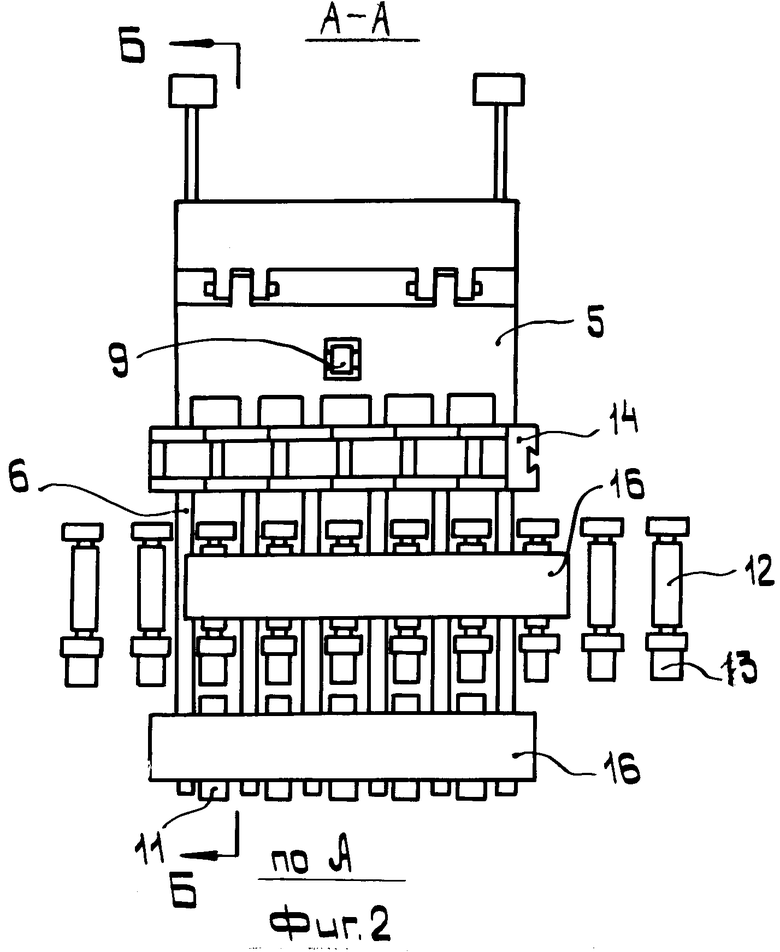
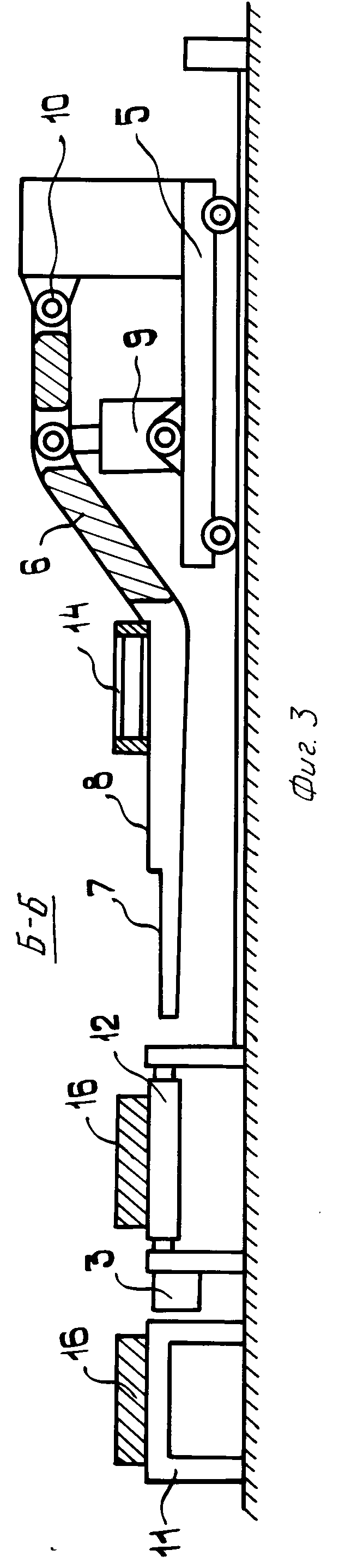
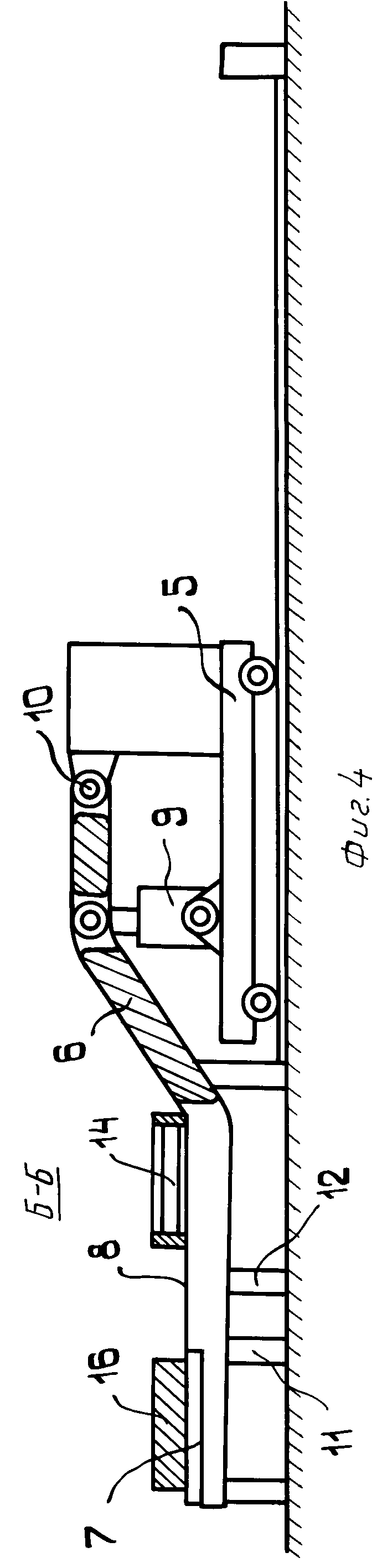
На фиг. 1 представлена установка непрерывной разливки металлов, продольный разрез; на фиг. 2 то же, вид А на фиг. 1; на фиг. 3 то же, разрез Б-Б на фиг. 2; на фиг. 4 то же, разрез Б-Б на фиг. 2 тележка укладывает сляб на стеллаж.
Установка непрерывной разливки состоит из кристаллизатора 1, роликов 2, правильно-тянущего устройства 3, газорезки 4, тележки 5. Позицией 6 обозначены рычаги с плоскостями 7 и 8, 9 гидроцилиндр, 10 шарниры, 11 стеллаж, 12 ролики отводящего рольганга, 13 привод роликов, 14 затравка, 15- слиток, 16 сляб.
Установка непрерывной разливки металлов работает следующим образом.
П р и м е р. При непрерывной разливке в кристаллизатор 1 подают сталь марки 3сп и вытягивают из него слиток 15 толщиной 160 мм. В зоне вторичного охлаждения слиток 15 поддеpживается и направляется при помощи роликов 2. В тянуще-правильном устройстве 3 слиток 15 разгибается из радиального положения с радиусом кривизны 8 м в горизонтальное положение. Слиток 15 при помощи газорезки 4 разрезается на мерные заготовки слябы длиной по 12 м.
В начале разливки шарнирная затравка 14 при помощи специального устройства отделяется от слитка 15 и отводится на отводящий рольганг. Ролики 12 отводящего рольганга приводятся во вращение приводами 13. В этом положении самоходная тележка 5 подъезжает в поперечном направлении к технологической оси установки к затравке 14 и при помощи рычагов 6 под действием гидроцилиндра 9 приподнимает затравку 14 с роликов 12. Затравка 14 ложится в этот момент на плоскость 8. Затем тележка 5 отъезжает к месту хранения затравки 14. Рычаги 6 вращаются вокруг шарниров 10. Затравка 14 хранится на плоскостях 8 рычагов 6 и имеет возможность изгибаться в одну сторону.
В случае появления на отводящем рольганге бракованного сляба 16 или сляба немерной длины тележка 5 подъезжает к отводящему рольгангу и рычаги 6 плоскостями 7 приподнимают сляб 16 над роликами 12 и при дальнейшем движении тележки 5 переносят его на стеллаж 11. Со стеллажа 11 сляб 16 переносится подъемным краном при помощи клещевых захватов к месту складирования. Эта операция производится когда подъемный кран свободен от других операций. В этих условиях отпадает необходимость снижения скорости разливки слитка 15 для ожидания подъемного крана с целью удаления сляба 16 с отводящего рольганга 12.
Захваты-рычаги 6 выполнены разновысокими по длине своих рабочих поверхностей 7 и 8 и имеют длину, составляющую 2,2-3,0 ширины затравки 14. Разность высот плоскостей 7 и 8 составляет 100 мм, которая позволяет укладывать сляб 16 на стеллаж 11 без нарушения контакта затравки 14 с плоскостью 8 рычагов 6.
В таблице приведены параметры захватов-рычагов 6.
В первом примере нет возможности переложить сляб 16 с отводящего рольганга 12 на стеллаж 11 вследствие малой длины захватов-рычагов 6 и наличия приводов 13 роликов 12.
В пятом примере длина захватов-рычагов 6 имеет большую величину, что утяжеляет тележку 5 и приводит к перерасходу электроэнергии.
В шестом примере (прототипе) необходимо снижать скорость вытягивания слитка 15 вследствие отсутствия тележки 5 и необходимости ожидания подъемного крана для удаления сляба 16 с отводящего рольганга 12.
В примерах 2-4 сляб 16 своевременно удаляется с отводящего рольганга 12 без использования и ожидания подъемного крана при помощи захватов-рычагов оптимальной длины. В этих условиях отпадает необходимость снижения скорости разливки слитка 15.
Применение предлагаемой установки предпочтительно при разливке тонких слябов и позволяет увеличить производительность процесса непрерывной разливки металлов на 1,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1993 |
|
RU2048968C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1992 |
|
RU2038189C1 |
| Подъемное устройство для выдачи длинных слитков из колодца на установках для непрерывной разливки стали | 1956 |
|
SU109556A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
| ПОДЪЕМНО-ПОВОРОТНЫЙ СТЕНД ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРИ ПОТОЧНОМ ВАКУУМИРОВАНИИ МЕТАЛЛА | 1992 |
|
RU2037364C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038915C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов с криволинейной технологической осью. Установка непрерывной разливки металлов включает кристаллизатор, поддерживающие и направляющие ролики, расположенные в зоне вторичного охлаждения, тянуще-правильное устройство, газорезку, отводящий рольганг, затравку, а также самоходную тележку с приводными устройствами для удаления с отводящего рольганга и хранения затравки. Для увеличения производительности установок непрерывной разливки металлов за счет использования тележек для уборки и хранения затравок и удаления с отводящих рольгангов слитков, самоходная тележка смонтирована с возможностью поперечного перемещения относительно технологической оси установки и снабжена захватами-рычагами, имеющими возможность продольного и поперечного перемещения относительно отводящего рольганга, при этом рычаги выполнены разновысокими по длине своих рабочих поверхностей и имеют длину, составляющую 2,2 3,0 ширины затравки. 4 ил. 1 табл.
УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащая кристаллизатор, поддерживающие и направляющие ролики, расположенные в зоне вторичного охлаждения, тянуще-правильное устройство, газорезку, отводящий рольганг, затравку, а также самоходную тележку с приводными устройствами для удаления слитка с отводящего рольганга и хранения затравки, отличающаяся тем, что самоходная тележка смонтирована с возможностью поперечного перемещения относительно технологической оси установки и имеет захваты-рычаги, установленные с возможностью продольного и поперечного перемещения относительно отводящего рольганга, при этом рычаги выполнены разновысокими по длине своих рабочих поверхностей и имеют длину, составляющую 2,2 3,0 ширины затравки.
| В.М.Нисковских и др | |||
| Машины непрерывного литья слябовых заготовок | |||
| Циркуль-угломер | 1920 |
|
SU1991A1 |
