Известен способ изготовления лопастей и лонжеронов лопастей из слоистых пластиков в пресс-камере [1] Способ заключается в изготовлении препрега из тканых материалов и однонаправленных лент, раскраивании на прямоугольные или трапециевидные листы. Листы препрега укладывают на прямоугольные оправки, проводят предварительную опрессовку элементов-пакетов и далее собирают заготовку изделия на эластичный резиновый мешок. Собранную заготовку изделия укладывают в пресс-форму и проводят формование изделия. После полимеризации и охлаждения изделие вынимают из пресс-камеры, устанавливают на стол, а изнутри извлекают эластичный резиновый мешок.
Такой способ изготовления лопасти позволяет формировать лопасти прямоугольной или трапециевидной формы в плане, т.е. регулярной формы.
Требования увеличения скорости полета, увеличения ресурса несущей системы связано с изменением формы лопасти в плане, при котором концевая часть изготовлена загнутой с различными углами стреловидности, причем размеры загнутой концевой части по длине лопасти находятся в пределах 5-15% радиуса винта.
Способ изготовления лопасти и лонжеронов вертолета, описанный в [1] не позволяет изготавливать лопасти со стреловидной концевой частью.
Известен способ изготовления лопасти со стреловидной концевой частью [2] включающий:
раскрой передней и задней заготовок регулярной части лопасти по шаблонам, имеющим прямоугольную или трапециевидную форму в плане;
послойную укладку на оправку регулярной части лопасти заготовки регулярной части;
предварительную опрессовку на оправках передней и задней регулярной части лопасти элементов-пакетов из заготовок;
сборку и предварительную опрессовку элементов-пакетов на эластичной регулярной части лопасти;
укладку предварительно собранной заготовки регулярной части лопасти в пресс-форму регулярной части лопасти и ее формование;
раскрой заготовок передней и задней нерегулярной части лопасти по шаблонам, имеющим прямоугольную или трапециевидную форму в плане;
послойную укладку на оправку передней и задней нерегулярной части лопасти заготовки нерегулярной части;
предварительную опрессовку на оправках передней и задней нерегулярной части лопасти элементов-пакетов из заготовок;
сборку и предварительную опрессовку элементов-пакетов на эластичный резиновый мешок нерегулярной части лопасти;
укладку предварительно собранной заготовки нерегулярной части лопасти в пресс-форму нерегулярной части лопасти и ее формование;
механическое соединение регулярной и нерегулярной частей лопасти с помощью кронштейнов, установленных на винтах в клее.
Недостатками такого способа является то, что способ изготовления лопасти нерегулярной формы состоит из процесса изготовления регулярной части лопасти и отдельно концевой части лопасти, которые затем механически соединяются друг с другом.
Известный способ характеризуется высокой трудоемкостью изготовления, низкой прочностью и ресурсом, избыточной массой конструкции лопасти.
Цель предлагаемого изобретения упрощение способа изготовления, снижение трудоемкости изготовления лопасти нерегулярной формы, снижение массы лопасти и улучшение прочностных характеристик.
Поставленная цель достигается раскроем заготовок передней нерегулярной части лопасти по шаблонам, имеющим в зоне сопряжения с регулярной частью разветвления в виде не менее двух рукавов с клинообразным выступом между ними, и задней нерегулярной части по шаблонам с разветвлением в виде не менее трех рукавов, раскроем заготовок передней регулярной части лопасти по шаблонам, имеющим в зоне сопряжения с нерегулярной частью разветвление в виде не менее двух рукавов, и задней регулярной части, имеющей в зоне сопряжения разветвление в виде не менее трех рукавов, послойной укладкой на оправку лопасти заготовок передней и задней регулярной и передней и задней нерегулярной частей с взаимным перехлестом и фиксацией частей, предварительной опрессовкой составных элементов-пакетов заготовок передней и задней частей на оправках лопасти, сборкой предварительно опрессованных передних и задних элементов-пакетов на эластичный резиновый мешок лопасти, укладкой предварительно собранной заготовки лопасти в пресс-камеру лопасти и ее формование.
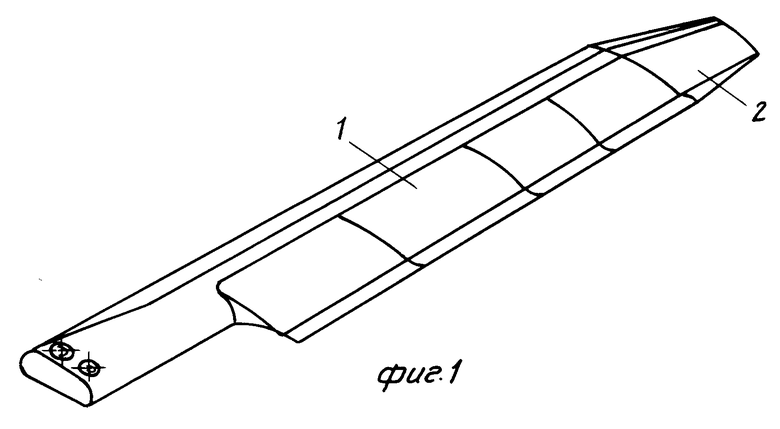
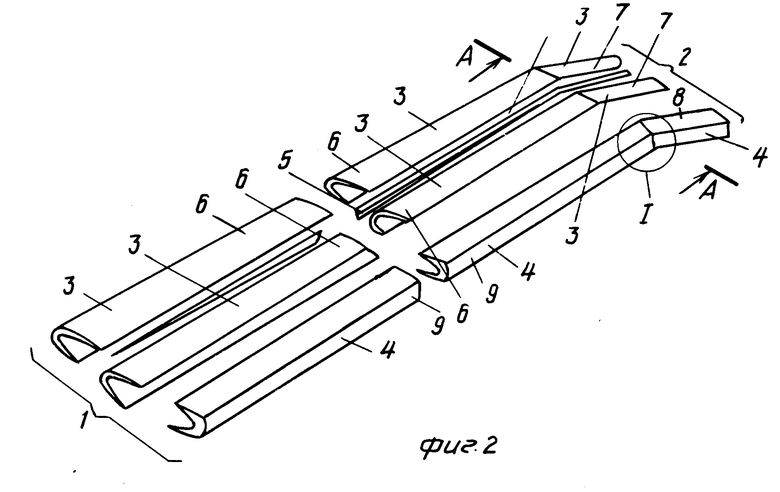
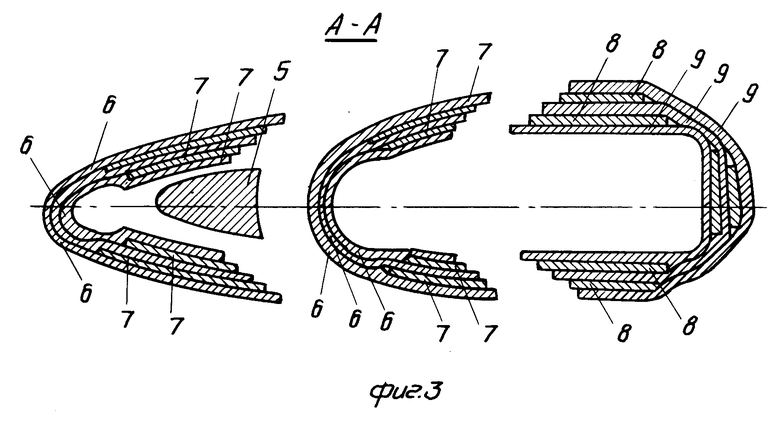
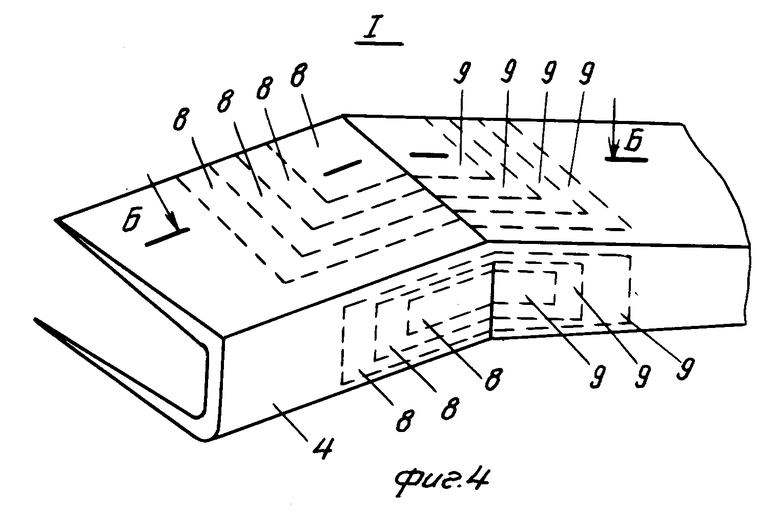
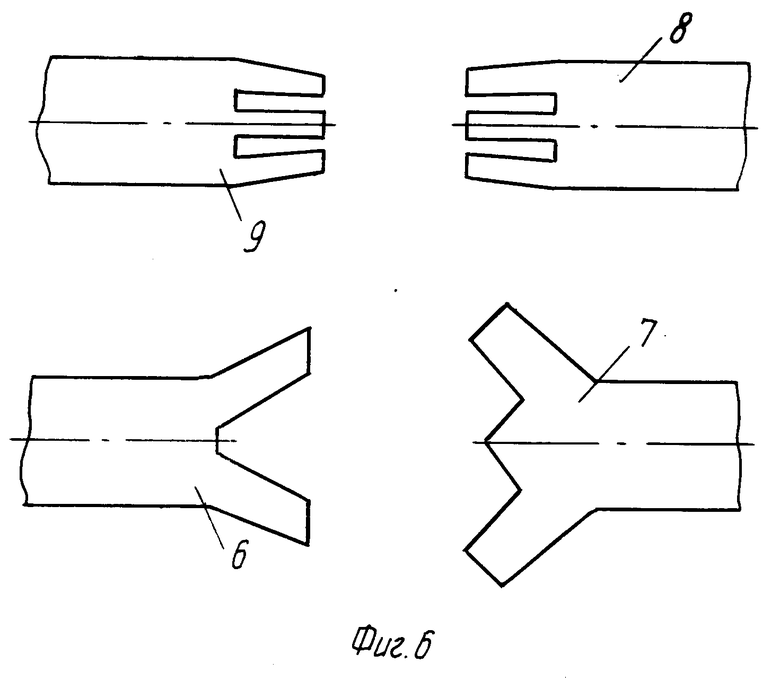
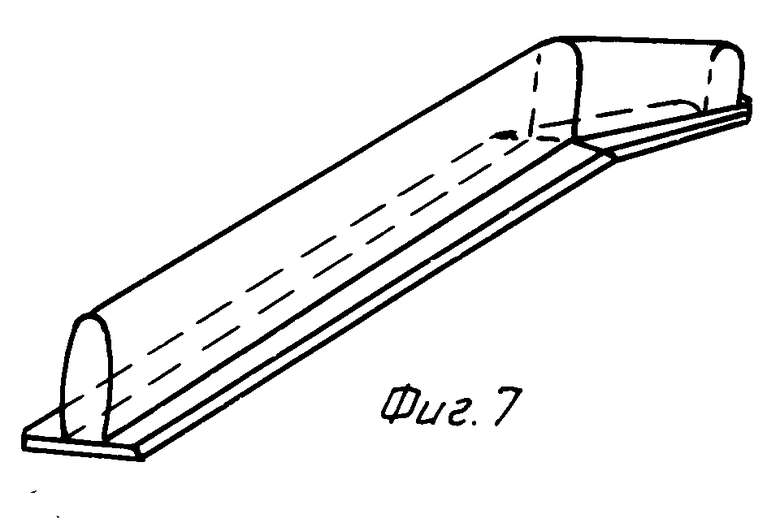
Способ изготовления поясняется чертежами, где на: на фиг.1 изображена лопасть со стреловидной концевой частью; на фиг.2 составные пакеты лопасти; на фиг. 3 схема укладки материала составных пакетов в зоне стыка типовой и концевой частей, разрез А-А на фиг.2; фиг.4 место стыка составного заднего пакета лопасти, узел I на фиг.2; на фиг.5 разрез Б-Б на фиг.4, укладка листов составного заднего пакета лопастей по верхней полке; на фиг.6 примеры выполнения раскроя листов; на фиг.7 оправка для сборки пакета.
Лопасть несущего винта состоит из регулярной части 1 и нерегулярной, загнутой назад и вверх концевой части 2.
При конструктивно-технологическом членении лопасть делится на передние составные пакеты 3, задний составной пакет 4, а также вкладыши 5 между передними составными пакетами, выполненные в виде металлических грузов. Передние 3 и задний 4 составные пакеты в зоне соединения регулярной 1 и нерегулярной 2 частей включают послойное чередование материала регулярной передней части 6 лопасти и материала нерегулярной передней части 7, а в заднем составном пакете 4 послойное чередование нерегулярной задней части 8 лопасти и материала регулярной задней части 9 лопасти.
Раскрой листов передней регулярной части 6 выполнен в зоне сопряжения в виде рукавов, причем минимальное количество рукавов должно быть равно двум, так как каждый из двух рукавов ложится соответственно на верхнюю и нижнюю поверхности профиля нерегулярной части лопасти, тем самым замыкая систему на контур лопасти.
Раскрой листов передней нерегулярной части 7 выполнен в зоне сопряжения в виде не менее двух рукавов с клинообразным выступом, между ними, угол которого равен двойному углу стреловидности концевой части лопасти. Клинообразный выступ образуется за счет стреловидности концевой части лопасти, а два рукава ложатся на верхнюю и нижнюю поверхности профиля регулярной части лопасти, также замыкая системы рукавов на контур лопасти.
Раскрой листов задней регулярной части 9 выполнен в зоне сопряжения в виде не менее трех рукавов. Максимальное количество рукавов определяется из того усилия, что два крайних рукава ложатся на верхнюю и нижнюю поверхности профиля, а средний рукав ложится на заднюю стенку нерегулярной части лопасти (фиг.4). Раскрой листов задней нерегулярной части 8 выполнен в зоне сопряжения в виде не менее трех рукавов. Минимальное количество рукавов определяется из того же условия, что и для задней регулярной части.
Минимальное количество рукавов определяется из условия обеспечения сочленения регулярной и нерегулярной частей лопастей по верхней и нижней поверхности и по задней стенке.
Примером конкретной реализации способа изготовления лопасти со стреловидной концевой частью является лопасть несущего винта, концевая часть которого, равная по длине 6% радиуса винта, загнута назад на угол 33о.
Для изготовления лопасти за один переход в единой оснастке способ состоит из следующих операций.
1. Раскраивают листы стеклоткани Т-25(ВМ)-78 по шаблонам типовой регулярной части (6,9) и концевой нерегулярной части (7,8).
2. Собирают составные пакеты лопасти из листов на оправки, имеющие форму соответственно передней и задней частей лопасти. Причем для передних составных пакетов 3 укладывают листы материала регулярной передней части 6 и листы материала нерегулярной передней части 7 с взаимным перехлестом и послойным чередованием. Для заднего составного пакета 4 укладывают листы материала регулярной задней части лопасти 9 и листы материала нерегулярной задней части 8 с взаимным перехлестом и послойным чередованием.
3. Фиксируют в передних составных пакетах 3 листы материала регулярной передней части 6 и нерегулярной передней части 7 по горизонтальным полкам с помощью местного нагрева, например горячим утюгом при ≈ 100-120оС и давлении 0,05-0,1 атм.
4. Фиксируют в заднем составном пакете 4 листы материала регулярной задней части 9 и нерегулярной задней части 8 относительно друг друга по горизонтальным полкам и задней стенке с помощью местного нагрева и давления аналогично п.3.
5. Сформированные составные пакеты передние 3 и задние 4 подвергают предварительному частичному формованию при температуре 60оС, давлении 0,5 атм в течение 15-20 мин, после чего они приобретают форму и жесткость, и готовы для дальнейшей сборки.
6. Собирают на резиновый эластичный мешок из составных пакетов лопасть и укладывают в пресс-форму.
7. Полимеризуют лопасть в пресс-форме под давлением 8 атм в течение 4 ч при 165оС.
Предложенный способ в отличие от всех известных позволяет изготавливать лопасть или лонжерон со стреловидной концевой частью, как единое целое, что с точки зрения трудоемкости изготовления лопасти со стреловидной концевой частью значительно меньше всех известных, которые включают отдельное изготовление стреловидной части, по существу изготовление миниатюрной лопасти, и механическое соединение с лопастью. Механическое соединение по условию прочности уступает цельной лопасти, кроме того, требует специальной оснастки для ее совместной сборки. Таким образом, предложенный способ имеет трудоемкость в 1,5-2 раза ниже известных по прочности, ввиду целостности конструкции и отсутствия их соединений не уступает составным конструкциям.
Кроме изложенных достоинств, любое механическое соединение по весовой эффективности уступает цельной лопасти, т.к. исключаются элементы механического соединения.
Еще одним положительным достоинством цельной лопасти является высокая точность взаимного расположения типовой и концевой частей лопасти, обеспечивающаяся за счет прессования всей лопасти в пресс-камере.

Изобретение относится к области авиастроения и может быть использовано при изготовлении лопастей несущего и рулевых винтов, винтов вентиляторов, для любых замкнутых оболочек, кессонов, имеющих зоны поворота на различные углы. Целью изобретения является упрощение и снижение трудоемкости изготовления лопасти, снижение массы лопасти и повышение ее прочности. Сущность изобретения заключается в раздельном раскрое материала регулярной и нерегулярной зон, в послойной сборке их с взаимным перехлестом и фиксацией в составные пакеты, предварительной их прессовке и сборке на резиновый мешок с дальнейшим формованием в пресс-камере. 7 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ СО СТРЕЛОВИДНОЙ КОНЦЕВОЙ ЧАСТЬЮ, включающий раскрой материала по шаблонам передней и задней регулярной и нерегулярной частей лопасти, сбоку на оправки регулярной и нерегулярной частей в отдельные пакеты, предварительную опрессовку пакетов, сборку пакетов в заготовки регулярной и нерегулярной частей лопасти, прессование в пресс-форме эластичными мешками, отличающийся тем, что, с целью упрощения и снижения трудоемкости процесса изготовления лопасти, снижения массы лопасти и повышения ее прочности, переднюю регулярную часть лопасти раскраивают по шаблонам, имеющим в зоне сопряжения с передней нерегулярной частью разветвления в виде не менее двух рукавов, а заднюю регулярную часть по шаблонам, имеющим разветвления в виде не менее трех рукавов, переднюю нерегулярную часть по шаблонам, имеющим в зоне сопряжения с передней регулярной частью разветвление в виде не менее двух рукавов с клинообразным выступом между ними, а заднюю нерегулярную часть по шаблонам с разветвлением в виде не менее трех рукавов, при этом сборку пакетов передней регулярной и нерегулярной частей, а также задней регулярной и нерегулярной частей осуществляют на оправки послойной укладкой с взаимным перехлестом и фиксацией относительно друг друга разветвлений регулярной и нерегулярной частей.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат с подвижным профилем железнодорожного пути | 1922 |
|
SU800A1 |
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |

