Изобретение относится к области авиационной техники, в частности - к конструкциям и способам изготовления лопастей воздушных винтов летательных аппаратов с применением волокнистых полимерных композиционных материалов, в частности - к конструкциям и способам изготовления лопастей несущих и рулевых винтов вертолетов.
Изобретение также может быть использовано в других воздушных винтах, например в воздушных винтах наземных, водных транспортных средств и амфибий, в конструкции роторов ветродвигателей, а также в других областях техники, где необходимо использование балок из волокнистых композиционных материалов с внутренним заполнителем.
Известна лопасть для несущего винта вертолета и способ ее изготовления - патент Франции №7705767, МПК В64С 11/26, B29D 31/00, B64C 27/46. Такая лопасть представляет собой профилированную балку из композиционных материалов в полный профиль наружных поверхностей, скомпонованную из лонжерона, выполненного как одно целое с комлевым узлом крепления, и присоединенной к нему оболочки, образующей аэродинамические поверхности лопасти. Конструкция лопасти имеет разделение на силовые и малонагруженные элементы и изготавливается за один технологический шаг формования заготовки с нагревом в специальной пресс-форме. Силовые элементы изготавливаются из полимерных композиционных материалов в виде пропитанных связующим специальных волокон, тканей и лент. В этой лопасти, на профильной части ее длины, конструкция в поперечных сечениях имеет вид аэродинамических профилей и состоит из отдельных верхней и нижней обшивок наружной оболочки, лонжерона, расположенного в носке в виде монолитного вкладыша, замкнутого вокруг лонжерона носового внутреннего контура кручения, вкладышей заполнителя внутренних полостей из пористых материалов и антиабразивной оковки на носке. Комлевая часть этой лопасти представляет собой монолитную балку без оковки и внутренних полостей, которая является продолжением лонжерона, с переменными по длине поперечными сечениями и с установленными элементами крепления лопасти к втулке винта.
Изготавливается такая лопасть формованием с нагревом заготовки, собранной из отдельных элементов, в специальной, разъемной по толщине, пресс-форме. Элементы лонжерона, обшивки, пористые вкладыши внутреннего заполнителя и оковка изготавливаются заранее в виде заготовок или окончательно. При общей простоте компоновки и технологии изготовления этой лопасти конструкция и способ ее изготовления имеют недостатки. Например, лопасть имеет в своем составе лонжерон, намотанный из пучков пропитанных связующим волокон, для изготовления которого необходимо специальное оборудование, а укладка такого неотвержденного лонжерона в пресс-форму может вызвать трудности обеспечения идентичности и повторяемости конструкции в местах соединения лонжерона с остальными элементами лопасти. Процесс замыкания пресс-формы после сборки заготовки лопасти также может вызвать появление складок в контуре кручения. Для стабильного формования носка лопасти может потребоваться дополнительный разъем пресс-формы, что усложнит ее конструкцию и сам техпроцесс изготовления лопасти.
Известен также способ изготовления лопасти из композиционных материалов пресс-камерным (создание давления за счет расширения эластичных замкнутых емкостей, заполняемых рабочим телом от источника давления) методом с нагревом в специальной пресс-форме, при котором конструкция лопасти получается в виде пустотелой балки с полными наружными поверхностями и с переменными по длине лопасти поперечными сечениями в виде различных профилей с тремя внутренними замкнутыми контурами, один из которых, усиленный носовой, выполняет функции лонжерона и переходит в комле в участок прямоугольного пустотелого сечения для организации стыковочного узла с втулкой винта - патент России №2230004 - МПК B64C 27/46. В этом способе изготовления лопасти ее конструкция собирается из отдельных, продольно расположенных пакетов листов препрегов (пропитанных связующим специальных тканей и лент) волокнистых композиционных материалов, отдельных готовых деталей, балансировочных грузов, расположенных в носке, нагревательной накладки и антиабразивной оковки. Комлевая часть такой лопасти является продолжением носового силового контура оболочки в виде лонжерона без оковки с усилительными пакетами-вставками и является переходом от аэродинамического профиля к прямоугольному пустотелому сечению. Наружные поверхности такой лопасти задают формообразующие поверхности специальной пресс-формы, имеющей разъем по толщине. Процесс формования включает в себя несколько шагов по формированию разных внутренних элементов и контуров оболочки с применением промежуточных приспособлений и съемных вставок, трех газовых пресс-камер (эластичных герметичных мешков) со специальными разжимными внутренними оправками, а также промежуточного охлаждения и открытия пресс-формы. Пакеты препрегов собираются и предварительно опрессовываются на специальных оправках. Для окончательного формования заготовки лопасти используются эластичные пресс-камеры и источник давления. При достаточно точном образовании наружных поверхностей лопасти описанный выше способ ее изготовления имеет недостатки, снижающие конструктивные и технологические параметры изделия. Так, пустотелая оболочка лопасти требует, по сравнению с заполненной, более толстых обшивок, что смещает поперечную центровку назад и, в общем случае, увеличивает вес конструкции. А наличие трех отдельных газовых пресс-камер с ограниченным ресурсом и со ступенчатым многошаговым процессом образования внутренних контуров оболочки повышает вероятность отбраковки заготовки при повреждении хотя бы одной из пресс-камер и ведет, в конечном итоге, к увеличению себестоимости изготовления лопасти. Кроме того, формование лопасти за несколько шагов, связанных с промежуточными циклами нагрева-охлаждения и открытия-закрытия пресс-формы, увеличивает время формования и снижает вероятность получения стабильных характеристик материалов при повторяемости процессов.
Повышение технологичности разрабатываемой конструкции
Техническая задача, решаемая предлагаемым изобретением, состоит в разработке конструкции и способа изготовления лопастей воздушных винтов из композиционных материалов, обеспечивающих простоту конструкции лопасти с низкой себестоимостью, малую трудоемкость изготовления с применением при производстве лопасти минимального количества технологической оснастки. В предлагаемом изобретении использованы преимущества заполненных изнутри оболочек, применены безлонжеронные (без специального силового элемента конструкции в виде лонжерона с повышенными относительно других элементов жесткостью и прочностью) компоновки конструкции, использована простота сборки заготовки лопасти из пакетов листов препрегов полимерных композиционных материалов, и задействован технологический процесс (способ) изготовления лопастей с применением одношагового прессования заготовок при воздействии давления и температуры. Заполненные изнутри оболочки, по сравнению с пустотелыми, обладают повышенным сопротивлением потере устойчивости от нагрузок их наружных и внутренних элементов, что позволяет выполнить эти элементы тоньше и точнее оптимизировать вес лопасти, а также, при использовании в качестве внутренних заполнителей пористых материалов с закрытыми порами (внутренние поры материала - герметичны), практически исключают образование конденсата и влаги во внутренних полостях конструкции. Сборка оболочки лопасти из пакетов листовых материалов упрощает технологию изготовления лопасти, не требует сложного оборудования и высокой квалификации персонала, а применение одношагового прессования лопасти с полной наружной поверхностью обеспечивает малую продолжительность цикла изготовления лопасти. Такой подход позволяет получить простую конструкцию лопасти с оптимальными весовыми параметрами и обеспечивает минимальное количество технологической оснастки для ее изготовления, что снижает себестоимость изготовления лопастей, приводит к высокой стабильности свойств конструкции при повторяемости процесса прессования, позволяет получить максимальную точность наружной геометрии лопасти и дает возможность широкого изменения массовых характеристик, изгибных и крутильных жесткостей лопасти при их оптимальных соотношениях за счет применения специальных конструкций и различных форм геометрии, а также использования различных материалов с требуемым набором свойств.
Сущность предлагаемого изобретения заключается в том, что в лопасти воздушного винта из композиционных материалов, изготавливаемой формованием в пресс-форме в полный профиль ее наружных поверхностей, включающей в себя высокопрочные элементы конструкции, заполнители внутренних полостей из легких материалов, балансировочные грузы, нагревательную накладку, антиабразивную оковку и другие элементы, конструкция лопасти не имеет в своем составе лонжерона и на всей длине лопасти ее силовой каркас состоит из высокопрочной оболочки, собранной из продольно расположенных пакетов листов препрегов волокнистых композиционных материалов, а во все свободные внутренние полости лопасти также на всей ее длине установлен заполнитель в виде вкладышей из пористых материалов; окончательная сборка всех деталей и узлов лопасти происходит в разъемной по толщине пресс-форме, образующей всю наружную поверхность лопасти вдоль ее радиуса, и окончательное формование лопасти осуществляется в этой же пресс-форме в одношаговом процессе соединения всех элементов конструкции при воздействии давления и температуры.
Конструкция лопасти скомпонована так, что внутренние вкладыши заполнителя из пористых материалов, а также антиабразивная оковка, установленная на передней кромке лопасти непрерывно по всей ее длине, выполняют одновременно функции конструктивных элементов лопасти и технологических компонентов в способе ее изготовления. Часть наружных поверхностей комлевых сечений в зоне расположения стыковочных отверстий по носку и хвостовой части могут быть образованы продолжением поверхностей вдоль радиуса ближнего к комлю аэродинамического профиля.
Предусматривается также то, что в определенных вариантах конструкций лопастей количество внутренних полостей с заполнителем может меняться от одной до требуемого, при этом все или некоторые подкрепляющие элементы, разделяющие различные внутренние полости, могут располагаться на части длины лопасти. В конструкции лопастей также предусмотрено, что материалы оболочки как по ее длине, так и в разных секторах ее поперечных сечений имеют разные механические свойства, а также то, что толщина контуров оболочки лопасти имеет переменные размеры вдоль радиуса лопасти и вдоль хорды. Кроме того, предусмотрено, что характеристики (плотность, прочность, жесткость и другие) материалов вкладышей внутреннего заполнителя могут иметь разные значения вдоль радиуса лопасти и от носка к хвостовой части лопасти по хорде.
К отличительным особенностям изобретения относится также то, что в способе изготовления лопасти сборку лопасти осуществляют без применения и предварительного формирования лонжерона, собирают лопасть перед окончательным формованием в заготовку с размерами, превышающими на расчетные припуски окончательные размеры лопасти по хорде и толщине, закрывают разъемные части пресс-формы до неполного, на величину припусков, смыкания этих частей по сопрягаемым поверхностям, создают давление на наружные поверхности разъемных частей пресс-формы в сторону их смыкания, нагревают пресс-форму вместе с помещенной в нее заготовкой лопасти и окончательно формуют лопасть в пресс-форме за один технологический шаг, при этом пресс-форму замыкают давлением на наружные поверхности ее разъемных частей, окончательные размеры наружных и внутренних контуров лопасти при смыкании пресс-формы получают за счет уменьшения толщины пакетов препрегов при их отверждении и за счет сдвига от носка к задней кромке элементов оболочки друг относительно друга и относительно вкладышей внутреннего заполнителя, а необходимое внутреннее давление прессования получают предварительным сжатием заготовки лопасти при замыкании пресс-формы и за счет температурного расширения при нагреве вкладышей внутреннего заполнителя из пористых материалов, которые в конце процесса формования, после остывания пресс-формы с лопастью, принимают свои размеры до нагрева и остаются элементами конструкции лопасти. В способе изготовления лопасти заложено также то, что в процессе окончательного формования лопасти ее антиабразивная оковка, установленная на передней кромке по всей длине лопасти, при закрывании пресс-формы лопасти служит направляющей при смыкании передних кромок пресс-формы, сжимая заготовку лопасти до нужных размеров по хорде. В способе изготовления лопасти предусмотрено также наличие специальных фасок на передних кромках разъемных частей пресс-формы для лучшего перемещения направляющей оковки при смыкании пресс-формы, а также то, что закрытие пресс-формы осуществляется от хвостовой части лопасти к носку при помощи специальных центрирующих штифтов.
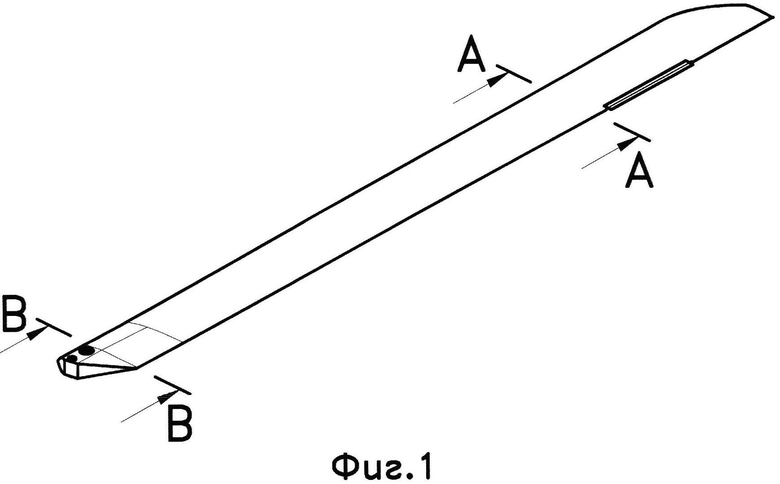
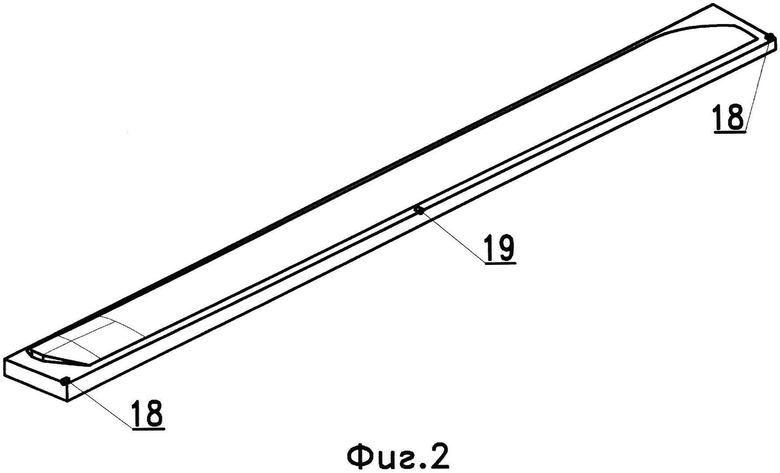
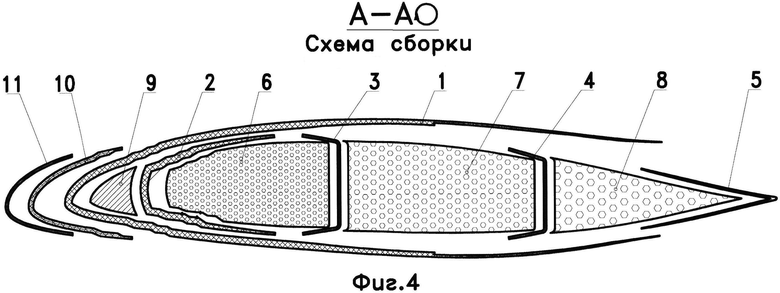
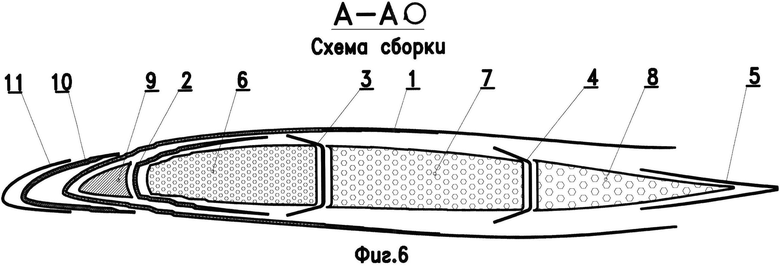
На фиг.1 показан общий вид лопасти воздушного винта; на фиг.2 - положение заготовки лопасти на основании пресс-формы; на фиг.3 и фиг.4 - компоновка концевого поперечного сечения А-А от фиг.1 и его членение на входящие элементы в виде схемы сборки с искажением пропорций для обеспечения наглядности деталировки;
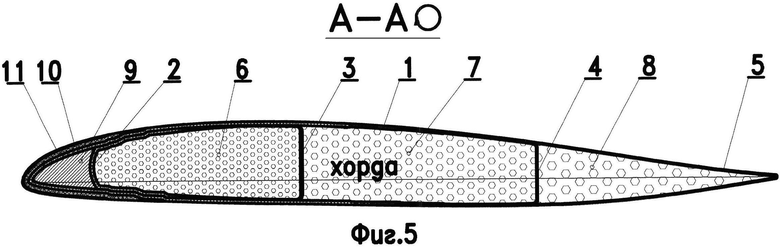
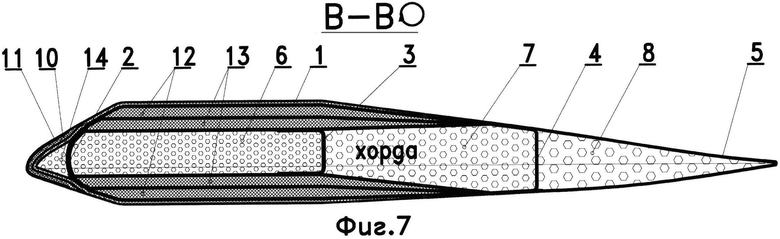
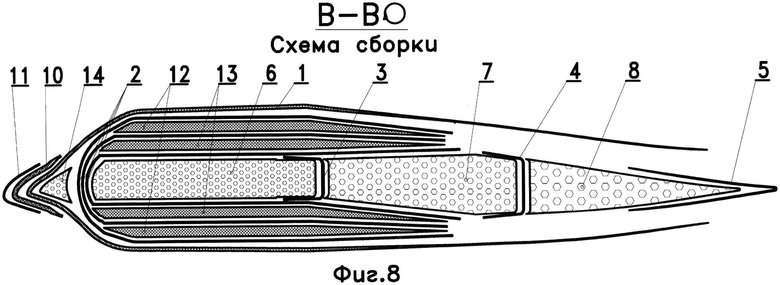
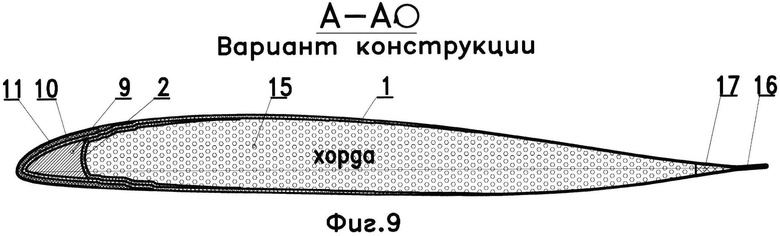
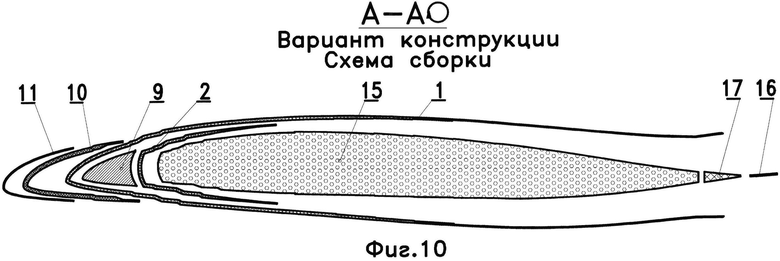
на фиг.5 и фиг.6 также показана компоновка концевого поперечного сечения А-А от фиг.1 и его членение на входящие элементы в виде схемы сборки с соблюдением пропорций; фиг.7 и фиг.8 демонстрируют комлевое сечение В-В от фиг.1 и его членение на входящие элементы; на фиг.9 и фиг.10 показан один из возможных вариантов сечений А-А от фиг.1 и его членение на входящие элементы; на, фиг.11 показана последовательность закрытия пресс-формы лопасти; на фиг.12 - выноска Е от фиг.11.
Лопасть воздушного винта, в частности лопасть несущего винта вертолета, не имеет в своем составе лонжерона и в типовой профильной части (фиг.3-6) в общем виде состоит из высокопрочной оболочки, включающей в себя наружный пакет 1 в виде обшивки, внутренний носовой пакет 2 для фиксации балансировочных грузов, подкрепляющие внутренние пакеты 3 и 4 в виде тонких стенок и замыкающий хвостовой пакет 5 в виде ножа; вкладышей внутреннего заполнителя 6, 7, 8 из пористых материалов; балансировочных грузов 9; нагревательного элемента 10 и антиабразивной оковки 11. В комлевой части лопасти (фиг.7 и фиг.8), на части ее длины, в зоне стыковочного узла и на переходе к типовой профильной части, верхняя и нижняя полки оболочки усилены по толщине пакетами 12 и 13, а вместо грузов 9, расположенных в носке концевой части лопасти, в носовой полости установлен вкладыш 14 из пористого материала. Пакеты листов препрегов перед сборкой заготовки лопасти собираются на специальных технологических оправках и проходят процесс предварительной опрессовки на этих же оправках под воздействием небольшого давления и температуры, достаточных для слипания листов в пакет, но не приводящих к отверждению связующего.
Вкладыши внутреннего заполнителя 6, 7, 8 из пористых материалов и антиабразивная оковка 11, являясь элементами конструкции, выполняют одновременно и технологические функции. Вкладыши задают размеры внутренних полостей оболочки лопасти и, в зависимости от материала, могут являться источником дополнительного давления в процессе формования с нагревом. Так, вкладыши, изготовленные из специальных пористых материалов с так называемыми закрытыми порами (внутренние поры материала - герметичны), при нагревании заготовки лопасти с пресс-формой в процессе окончательного формования расширяются, создавая дополнительное внутреннее давление прессования. Пористые вкладыши могут иметь различные свойства по структуре и характеристикам материала. Применимы материалы как с закрытыми, так и с открытыми (внутренние поры негерметичны и связаны между собой) порами, с различной термостойкостью, плотностью, жесткостью и прочностью, как в комбинации, так и однотипные для различных конструкций. В каждом конкретном случае выбор материалов вкладышей определяют типом воздушного винта и требованиями к конструкции его лопастей. Пористые вкладыши изготавливают до сборки заготовки лопасти в окончательные требуемые размеры методом фрезерования или вспениванием в специальных пресс-формах. Оковка, как технологический элемент, служит направляющей для передних кромок профильных поверхностей разъемных частей пресс-формы при ее замыкании и, сдвигаясь вдоль хорды к хвостовой части, сжимает заготовку лопасти до окончательных размеров по хорде. Оковка определяет форму носка лопасти и изготавливается в окончательные размеры до ее сборки с остальными элементами конструкции.
Часть наружных поверхностей комлевых сечений в зоне расположения стыковочных отверстий по носку и хвостовой части могут быть образованы продолжением вдоль радиуса к комлю поверхностей ближнего к комлю аэродинамического профиля. Такое решение обеспечивает минимальные искажения поверхностей и пакетов препрегов в зонах перехода от комля к профильной части лопасти, а также снижает аэродинамическое сопротивление комлевой части лопасти.
Количество внутренних полостей оболочки и, соответственно, количество вкладышей из пористых материалов, а также внутренних подкрепляющих элементов, разделяющих внутренние полости, может быть разным (от единицы до требуемого) в зависимости от требований к конструкции лопасти и ее назначения. На фиг.9 и фиг.10 показан, в качестве примера, один из возможных вариантов конструкции типовой части лопасти с одним монолитным вкладышем 15, без усиливающих стенок и с пластиной по задней кромке. Хвостовая часть профиля здесь усилена плоским пакетом 16 и стрингером 17. Комлевая часть лопасти для этого варианта может быть как с одним внутренним контуром и монолитным вкладышем 15, так и многоконтурной по типу изображенной на фиг.7 и фиг.8. При этом пакеты 3 и 4 могут быть установлены лишь на части длины лопасти, и число внутренних полостей лопасти может быть переменным по ее длине.
Ввиду того, что лопасть не имеет ярко выраженного основного элемента в виде лонжерона с повышенными жесткостью и прочностью, материалы конструкции ее оболочки скомпонованы так, что в разных секторах поперечных сечений и вдоль радиуса имеют разные механические свойства для обеспечения необходимой поперечной центровки и прочности при восприятии различного вида нагрузок. Для этих же целей контуры оболочки лопасти выполнены с переменной толщиной вдоль радиуса лопасти и вдоль хорды, а разные внутренние вкладыши одной лопасти могут иметь разные характеристики материала, например более высокие плотность, прочность и жесткость в носовой части и низкие в хвостовой. При этом каждый монолитный вкладыш может быть составлен (например склеен) как по длине, так и по хорде лопасти из элементов с разными свойствами.
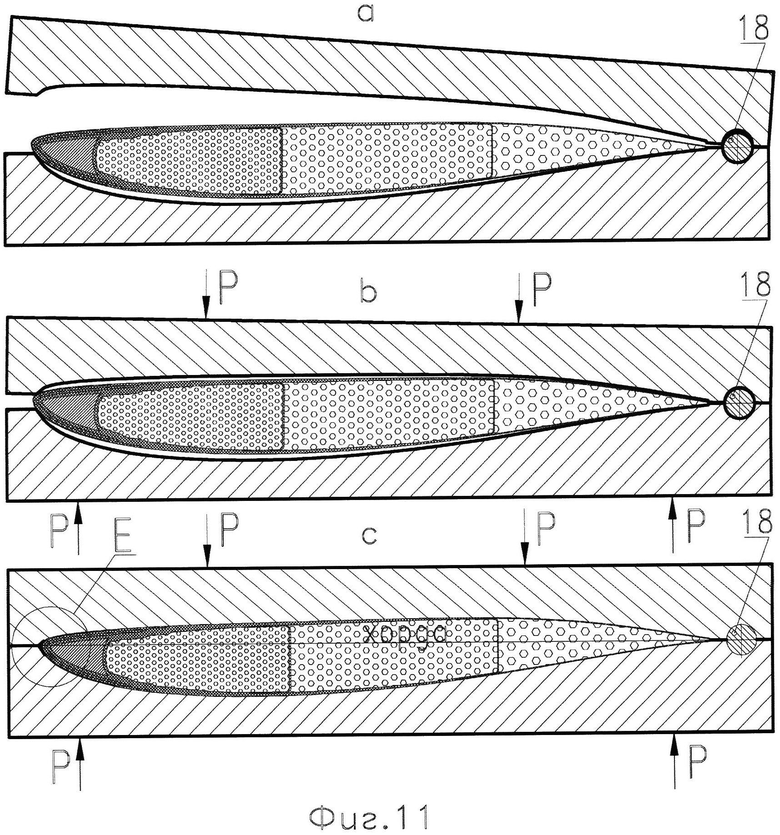
При изготовлении лопасть собирают перед окончательным формованием в заготовку с размерами, превышающими на определенные рассчитанные припуски окончательные размеры лопасти по хорде и толщине, из-за того, что неотвержденные пакеты листов препрегов толще, чем отвержденные. При укладке такой заготовки в пресс-форму ее разъемные части не могут сразу сомкнуться окончательно. Поэтому для закрытия пресс-формы применены специальные технологические приемы. Процесс закрытия пресс-формы показан на фиг.11. На начальном этапе а укладывают заготовку лопасти на основание пресс-формы с фиксацией задней кромки заготовки на штатное место так, что за пределы формообразующих поверхностей выходит только носок заготовки. Затем, на этапе b, закрывают разъемные части пресс-формы от хвостовой части к носку до неполного смыкания этих частей по сопрягаемым поверхностям, при этом передние кромки формообразующих поверхностей пресс-формы опираются на оковку 11. После этого любым способом создают давление Р на наружные поверхности разъемных частей пресс-формы в сторону их смыкания и, используя усилия от передних кромок формообразующих поверхностей пресс-формы, сдвигают с проскальзыванием оковку и связанные с ней элементы на необходимую величину в сторону хвостовой части лопасти. На этом этапе сборки пресс-форма смыкается на определенный размер и остается не до конца закрытой. На последнем этапе с нагревают пресс-форму вместе с помещенной в нее заготовкой лопасти и окончательно формуют лопасть в пресс-форме за один технологический шаг, при этом пресс-форму замыкают окончательно давлением Р на наружные поверхности ее разъемных частей, а окончательные размеры наружных и внутренних контуров лопасти при смыкании пресс-формы получают за счет уменьшения толщины пакетов препрегов при их отверждении, а также за счет сдвига в конечное положение от носка к задней кромке оковки и элементов оболочки друг относительно друга и относительно вкладышей внутреннего заполнителя. Необходимое внутреннее давление прессования получают предварительным сжатием заготовки лопасти при замыкании пресс-формы и за счет температурного расширения при нагреве вкладышей внутреннего заполнителя из специальных пористых материалов с закрытыми порами, которые в конце процесса формования, после остывания пресс-формы с лопастью, принимают свои размеры до нагрева и остаются элементами конструкции лопасти.
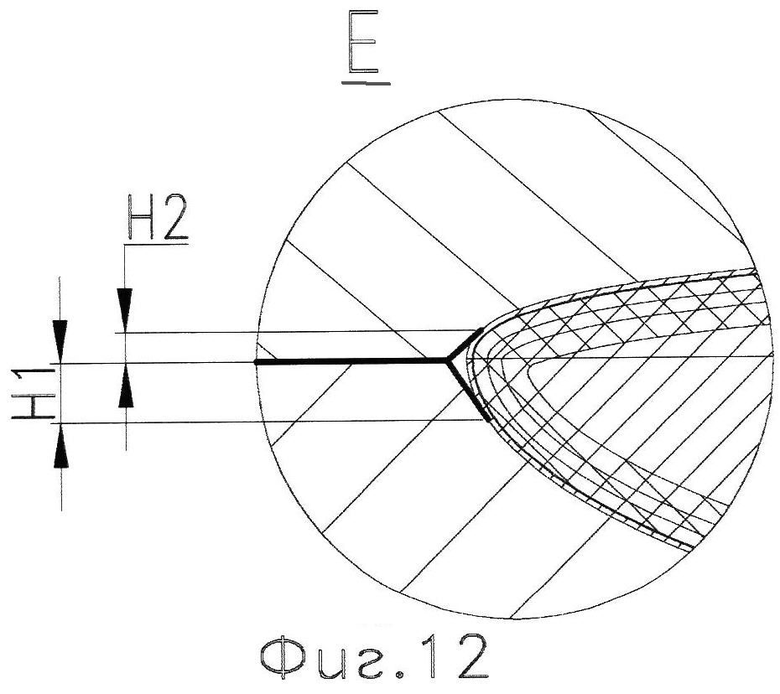
Для уменьшения деформации заготовки лопасти при закрывании пресс-формы и для устранения заеданий при движении оковки относительно пресс-формы, на передних кромках формообразующих поверхностей разъемных частей пресс-формы по всей ее длине выполняют специальные фаски H1 и Н2 (фиг.12), имеющие разные размеры для разных типов лопастей.
Для четкой фиксации разъемных частей пресс-формы при ее сборке с заготовкой лопасти и обеспечения закрытия пресс-формы с от хвостовой части лопасти к носку в пресс-форму устанавливают специальные центрирующие штифты 18 и 19 (фиг.11 и фиг.2), расположенные за поверхностями задней кромки лопасти. Штифты 18 обеспечивают фиксацию вдоль хорды лопасти, штифт 19 - вдоль ее радиуса. Для демонстрации показано минимальное количество штифтов 18 и 19. В зависимости от размеров и их соотношений для конкретной лопасти число штифтов может быть увеличено.
В представленной выше конструкции лопасти воздушных винтов для различных вариантов могут быть использованы компоновки с различными геометрическими формами их наружных поверхностей и внутреннего состава входящих элементов из множества возможных вариантов. Выбор варианта геометрии и внутренней компоновки конструкции лопасти зависит от технических требований к параметрам винта в соответствии с его назначением и определяется при проектировании винта в процессе выбора его параметров.
Технический эффект изобретения заключается в простоте конструкции лопасти с небольшим количеством деталей, оптимальными массово-жесткостными параметрами и низкой себестоимостью изготовления. Конструкция и выбранный способ ее изготовления обеспечивает малую трудоемкость примененных технологических процессов с применением при производстве лопасти минимального количества технологической оснастки, что приводит к высокой стабильности свойств конструкции при повторяемости процесса прессования, позволяет получить максимальную точность наружной геометрии лопасти и дает возможность широкого изменения массовых характеристик, изгибных и крутильных жесткостей лопасти при их оптимальных соотношениях за счет применения специальных конструкций и различных форм геометрии, а также использования различных материалов с требуемым набором свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230004C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2616465C2 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РУЛЕВОГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2614163C1 |
Изобретение относится к авиационной технике и касается лопастей несущих и рулевых винтов вертолетов. Лопасть из композиционных материалов (КМ) изготавливается формованием в пресс-форме в полный профиль ее наружных поверхностей и включает в себя высокопрочные элементы конструкции, заполнитель внутренних полостей из легких материалов, балансировочные грузы, нагревательную накладку, антиабразивную оковку, элементы крепления и аэродинамические обтекатели и триммеры. Конструкция лопасти имеет безлонжеронную компоновку, и на всей длине лопасти ее силовой каркас состоит из высокопрочной оболочки, собранной из продольно расположенных пакетов листов волокнистых КМ. Во все свободные внутренние полости лопасти также на всей ее длине установлен заполнитель в виде вкладышей из пористых материалов. Внутренние вкладыши, а также антиабразивная оковка, установленная на передней кромке лопасти непрерывно по всей ее длине, выполняют одновременно функции конструктивных элементов лопасти и технологических компонентов в способе ее изготовления. Достигается простота конструкции лопасти, минимальное количество технологической оснастки, высокая стабильность свойств конструкции при повторяемости процесса прессования, максимальная точность наружной геометрии лопасти. 2 н. и 8 з.п. ф-лы, 12 ил.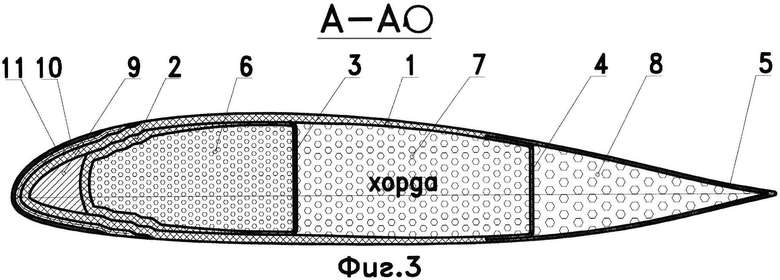
1. Лопасть воздушного винта из композиционных материалов, изготовленная формованием в пресс-форме в полный профиль ее наружных поверхностей, включающая в себя высокопрочные элементы конструкции, заполнитель внутренних полостей из легких материалов, балансировочные грузы, нагревательную накладку, антиабразивную оковку, элементы крепления и аэродинамические обтекатели и триммеры, отличающаяся тем, что конструкция лопасти имеет безлонжеронную компоновку и на всей длине лопасти ее силовой каркас состоит из высокопрочной оболочки, собранной из продольно расположенных пакетов листов волокнистых композиционных материалов, а во все свободные внутренние полости лопасти также на всей ее длине установлен заполнитель в виде вкладышей из пористых материалов, причем эти внутренние вкладыши, а также антиабразивная оковка, установленная на передней кромке лопасти непрерывно по всей ее длине, выполняют одновременно функции конструктивных элементов лопасти и технологических компонентов в способе ее изготовления.
2. Лопасть воздушного винта по п.1, отличающаяся тем, что часть наружных поверхностей комлевой части лопасти в зоне расположения стыковочных отверстий по носку и хвостовой части образованы продолжением поверхностей вдоль радиуса ближнего к комлю аэродинамического профиля.
3. Лопасть воздушного винта по п.1, отличающаяся тем, что число внутренних, заполненных пористым материалом, полостей лопасти как минимум одна и может изменяться в сторону увеличения до необходимого в соответствии с требованиями к параметрам лопасти, при этом все или некоторые подкрепляющие элементы, разделяющие различные внутренние полости, могут располагаться на части длины лопасти.
4. Лопасть воздушного винта по п.1, отличающаяся тем, что материалы оболочки как по ее длине, так и в разных секторах ее поперечных сечений имеют разные механические свойства.
5. Лопасть воздушного винта по п.1, отличающаяся тем, что толщина контуров оболочки лопасти имеет переменные размеры вдоль радиуса лопасти и вдоль ее хорды.
6. Лопасть воздушного винта по любому из пп.1-5, отличающаяся тем, что характеристики материалов пористых вкладышей внутреннего заполнителя имеют разные значения вдоль радиуса лопасти и от носка к хвостику лопасти по хорде.
7. Способ изготовления лопастей воздушных винтов из листовых волокнистых композиционных материалов с полными наружными поверхностями, при котором раскраивают листы препрегов, собирают эти листы в пакеты и их предварительно опрессовывают на оправках, собирают пакеты препрегов с внутренними вкладышами заполнителя из пористого материала и остальными деталями лопасти на столе или в пресс-форме, окончательно формуют лопасть под воздействием температуры и давления, отличающийся тем, что собирают лопасть перед окончательным формованием в заготовку с размерами, превышающими на расчетные припуски окончательные размеры лопасти по хорде и толщине, укладывают заготовку лопасти на основание пресс-формы с фиксацией задней кромки заготовки на штатное место, закрывают разъемные части пресс-формы от хвостовой части к носку до неполного смыкания этих частей по сопрягаемым поверхностям, создают давление на наружные поверхности разъемных частей пресс-формы в сторону их смыкания, нагревают пресс-форму вместе с помещенной в нее заготовкой лопасти и окончательно формуют лопасть в пресс-форме за один технологический шаг, при этом пресс-форму замыкают давлением на наружные поверхности ее разъемных частей, окончательные размеры наружных и внутренних контуров лопасти при смыкании пресс-формы получают за счет уменьшения толщины пакетов препрегов при их отверждении, а также за счет сдвига при помощи оковки от носка к задней кромке элементов оболочки друг относительно друга и относительно вкладышей внутреннего заполнителя, а необходимое внутреннее давление прессования получают предварительным сжатием заготовки лопасти при замыкании пресс-формы и за счет температурного расширения при нагреве вкладышей внутреннего заполнителя из пористых материалов, которые в конце процесса формования, после остывания пресс-формы с лопастью, принимают свои размеры до нагрева и остаются элементами конструкции лопасти.
8. Способ изготовления лопастей воздушных винтов по п.7, отличающийся тем, что в процессе окончательного формования лопасти ее антиабразивную оковку, установленную на передней кромке по всей длине лопасти, используют при закрывании пресс-формы лопасти в качестве направляющей и при смыкании передних кромок пресс-формы оковку сдвигают в сторону хвостовой части и сжимают заготовку лопасти до окончательных размеров по хорде.
9. Способ изготовления лопастей воздушных винтов по п.8, отличающийся тем, что на передних кромках формообразующих поверхностей разъемных частей пресс-формы по всей ее длине выполняют специальные фаски, при помощи которых уменьшают деформации заготовки лопасти и заедания оковки в процессе закрытия пресс-формы.
10. Способ изготовления лопастей воздушных винтов по любому из пп.7-9, отличающийся тем, что при окончательном формовании лопасти разъемные части пресс-формы смыкают с поворотом от хвостовой части лопасти к носку при помощи специальных центрирующих штифтов, установленных в пресс-форме за задней кромкой лопасти.
| Устройство для выращивания растений | 1985 |
|
SU1544294A1 |
| US 4407635 A, 04.10.1983 | |||
| ТИГЕЛЬНАЯ ПЕЧАТНАЯ МАШИНА | 1986 |
|
RU2041829C1 |
| US 4810167 A, 07.03.1989 | |||
| RU 2058251 C1, 20.04.1996 | |||

