Изобретение относится к области авиационной техники, а именно к изготовлению из слоистых композиционных материалов лопастей винтов летательных аппаратов.
Известен способ изготовления лопастей (СССР, авт. свидетельство № 431733, В 64 С 27/46), включающий раскрой по шаблонам листов из слоистого полимерного композиционного материала, сборку листов на оправках в пакеты открытого контура, предварительную опрессовку пакетов при температуре под давлением в течение времени, обеспечивающего частичное склеивание слоев пакета, сборку заготовки лонжерона лопасти из пакетов с противовесами, установленными в носовой части, размещение внутри заготовки герметичной эластичной камеры, установку заготовки лонжерона лопасти с герметичной камерой внутри в замкнутую пресс-форму, окончательное прессование под давлением, создаваемым в камере, и удаление камеры после прессования.
Недостатком известного способа является то, что он не позволяет установить противовесы в носовой части лонжерона лопасти на заданный размер из-за недостаточного усилия эластичной камеры в носовой части лонжерона лопасти, что приводит к образованию непроклеев, рыхлот, непропрессовок, ухудшает поперечную центровку лонжерона лопасти, снижает прочность лонжерона, ухудшает аэродинамический контур.
Недостатком является и то, что для создания лопасти необходимо отдельно изготавливать хвостовые секции, затем в специальном стапеле приклеивать их к лонжерону, что увеличивает трудоемкость изготовления лопасти и парк необходимой оснастки, что приводит к увеличению цены лопасти.
Существующий способ не предусматривает и возможности устанавливать с наружной стороны носовой части лонжерона лопасти нагревательный элемент с антиабразивными оковками при формовании лонжерона, т.е. необходима дополнительная оснастка для установки нагревательного элемента.
Кроме того, существующий способ не позволяет изготавливать лопасть, имеющую несколько каналов по длине, обеспечивая при этом необходимую точность контура лопасти и ее динамическую прочность.
Известен способ изготовления лопастей с переменным по их длине количеством контуров (патент РФ № 2043953, B 64 F 5/00; В 64 С 27/46).
Известный способ изготовления лопастей включает раскрой листов по шаблонам из полимерного композиционного материала, сборку листов на оправках в элемент-пакеты, имеющие форму соответственно передней, задней части лонжерона и его средней стенки, сборку на столе дополнительных элементов-пакетов, к которым крепятся металлические пластины, предварительную опрессовку элементов-пакетов при температуре под давлением в течение времени, обеспечивающего элементам-пакетам форму и жесткость, необходимые для дальнейшей сборки, вырезание на оправках пазов и окон на элемент-пакетах средней стенки, дополнительную их совместную опрессовку в течение времени, обеспечивающего склеивание средних элементов-пакетов, при этом предварительную опрессовку дополнительных элементов-пакетов ведут на плоском столе, для чего дополнительные элементы-пакеты с металлическими пластинами укладывают на связующем листе. Сборку лонжерона осуществляют размещением внутрь заднего основного элемент-пакета, расположенного вертикально, эластичной камеры с разжимным приспособлением внутри, а в комлевой части устанавливают элемент-пакеты с металлическими пластинами; поверх камеры накладывают регулируемую пластину, длина которой равна длине средней стенки, на пластину устанавливают среднюю стенку так, чтобы в пазы и окна прошли внутренние дополнительные элемент-пакеты с пластинами и связующим листом, на нее укладывают переднюю эластичную камеру, поверх которой надевают основные элемент-пакеты передней носовой части лонжерона с установленными между ними противовесами, на передний элемент-пакет в комлевой части, в том же месте по длине лопасти, где расположены внутренние дополнительные элемент-пакеты, устанавливают наружные элемент-пакеты, скрепленные связующим листом; затем заготовки лопасти с герметичными камерами, в одной из которых находится разжимная оправка, а сверху регулируемая пластина, устанавливают в замкнутую пресс-форму, ориентируя ее хорду горизонтально; закрывают пресс-форму, при этом фиксирование положения средней стенки по хорде осуществляется снаружи пресс-формы с помощью разжимного приспособления и регулируемой пластины, фиксирующей положение стенки по хорде.
Недостатком известного способа является то, что он не позволяет изготовить многоканальный лонжерон и лопасть с установкой противовесов в носовом канале и средней стенки на заданных размерах, т.к. нет замкнутой от носка до задней стенки лонжерона жесткой цепочки размеров по хорде лонжерона, которая обеспечивала бы точность установки, что приводит к снижению местной жесткости профиля и ухудшению его аэродинамических характеристик и центровки.
В процессе прессования наличие окон на вертикальной плоскости стенки увеличивает вероятность разгерметизации эластичной носовой камеры в зоне контакта с проемами окон, а давление в носовой камере на (0,5...1,0) МПа выше, чем в задней эластичной камере, усиливает этот недостаток. Кроме того, наличие окон снижает прочностные характеристики стенки и вызывает необходимость ее изготовления из двух элемент-пакетов, снижая эффективность ее применения.
Еще одним недостатком известного способа является то, что для создания лопасти остается необходимость изготовления в отдельных специальных пресс-формах хвостовых секций (количество их может меняться и в среднем составляет 7...15 штук) и последующая их приклейка в стапеле к лонжерону (одно- или многоканальному), что увеличивает необходимый парк оснастки и трудоемкость изготовления лопасти.
Технической задачей заявляемого способа является снижение затрат на производство лопастей, упрощение технологии изготовления, уменьшение количества применяемой оснастки и получение полностью работающего профиля при существенном повышении стабильности характеристик.
Технический результат достигается тем, что в способе, включающем раскраивание листов, сборку листов в передние наружный и внутренний и задний пакеты открытого контура и их предварительную опрессовку на оправках, сборку и предварительную опрессовку дополнительных плоских пакетов с металлическими пластинами, сборку передних и задних пакетов открытого контура в замкнутый канал, установку в образовавшиеся полости противовесов и эластичных камер с использованием разжимного приспособления, установку стенки, окончательное прессование лопасти под воздействием давления и температуры и удаление эластичных камер, сборку производят на столе и в пресс-форме горизонтально, начиная с носовой части осуществляют предварительную опрессовку носовой части лопасти в пресс-форме с использованием разжимного приспособления в эластичной камере и технологического вкладыша-упора, при этом изготавливают наружный пакет открытого контура, образующий наружный контур лопасти, затем с наружной стороны носовой части наружного пакета лопасти на клеевом материале устанавливают заранее изготовленный в той же пресс-форме нагревательный элемент с антиабразивными оковками, затем во внутреннюю полость носовой части наружного пакета лопасти на клеевом материале устанавливают противовесы, сборку замкнутого носового канала осуществляют последовательной установкой во внутреннюю полость наружного пакета лопасти, внутреннего переднего пакета открытого контура, эластичной камеры с разжимным приспособлением, заднего пакета открытого контура, к внутренней стороне которого в комлевой части предварительно припрессованы дополнительные плоские пакеты с металлическими пластинами, затем собранную заготовку лопасти помещают в пресс-форму, в оставшуюся полость незамкнутой части наружного пакета лопасти устанавливают технологический вкладыш-упор, закрывают пресс-форму и создают давление на носовую часть лопасти сначала только с помощью разжимного приспособления, устанавливая положение противовесов по хорде лопасти, после этого поднимают давление в эластичной камере и температуру нагрева пресс-формы, осуществляя предварительную опрессовку заготовки лопасти до получения требуемой геометрии носовой части лопасти, охлаждают и открывают крышку пресс-формы, приподнимают незамкнутую часть наружного пакета лопасти со стороны крышки, удаляют технологический вкладыш-упор из пресс-формы, в образовавшуюся полость устанавливают дополнительную эластичную камеру с разжимным приспособлением и промежуточную стенку, при этом разжимное приспособление предварительно вне пресс-формы выставляют в размер положения промежуточной стенки по хорде, а промежуточную стенку предварительно формуют и устанавливают на клеевом материале, затем устанавливают эластичную камеру между предварительно отформованным стрингером и промежуточной стенкой, на оставшуюся за стрингером свободную часть наружного пакета лопасти наносят клеевой материал, опускают приподнятую часть наружного пакета лопасти, закрывая стенку и стрингер, образуя замкнутые промежуточный и хвостовой каналы лопасти, закрывают крышку пресс-формы, окончательное прессование ведут при постепенном поднятии давления в эластичных камерах и температуры нагрева пресс-формы, при этом в эластичной камере хвостового канала давление на (0,5...1,0) МПа выше, чем в остальных эластичных камерах, в течение всего процесса окончательного прессования лопасти от подачи давления до его сброса в процессе охлаждения.
Сущность предлагаемого технического решения поясняется чертежами, где изображены:
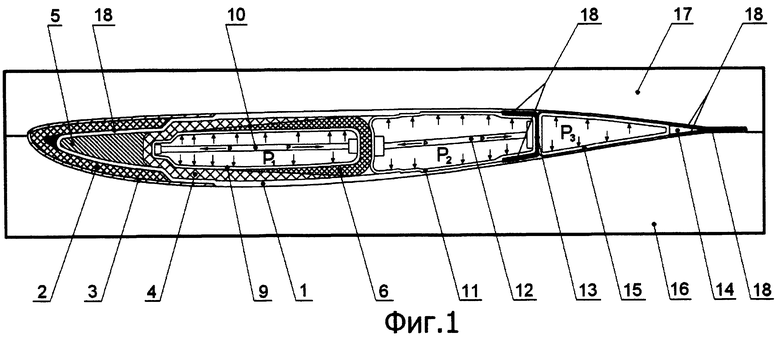
фиг.1 - окончательное прессование в пресс-форме лопасти;
фиг.2 - установка на наружную носовую поверхность предварительно опрессованного наружного пакета лопасти через клеевой материал окончательно отформованного, с антиабразивными оковками нагревательного элемента;
фиг.3 - предварительная опрессовка на болванке дополнительных пакетов, на которых установлены металлические пластины с задним пакетом;
фиг.4 - предварительная опрессовка с технологическим вкладышем-упором заготовки лопасти (типовая часть лопасти);
фиг.5 - предварительная опрессовка с технологическим вкладышем-упором заготовки лопасти (комлевая часть лопасти);
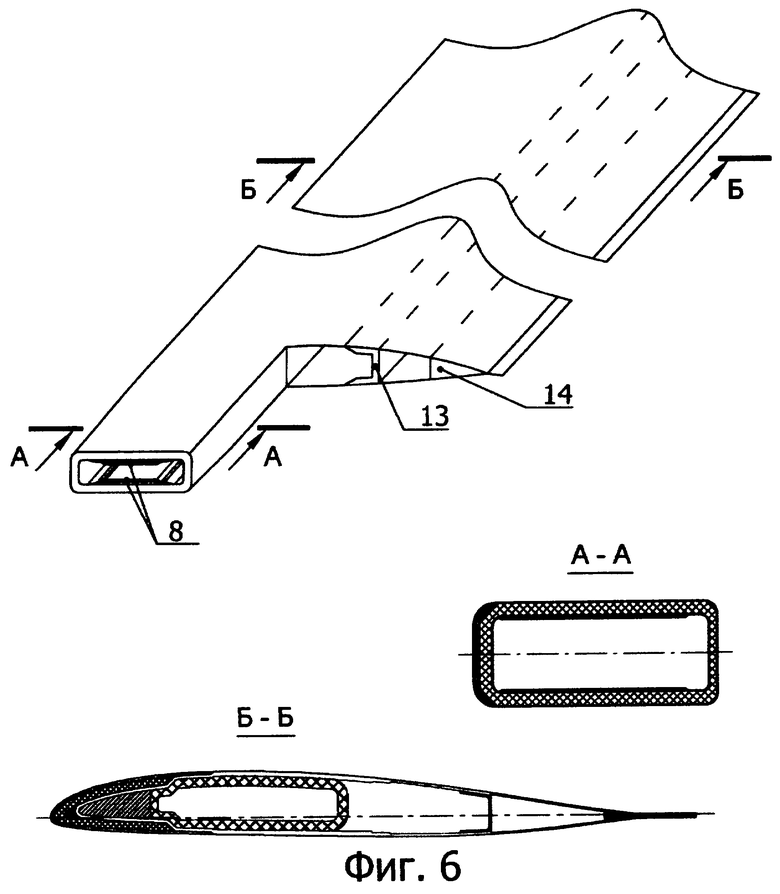
фиг.6 - общий вид многоканальной лопасти, сечения - комлевое и типовое.
Лопасть, изготовленная по предлагаемому способу, изображена на фиг.1 и состоит из переднего наружного пакета открытого контура лопасти 1 с установленным на его внешнюю поверхность нагревательным элементом 2 с металлическими оковками 3, вместе они образуют наружный контур лопасти. Внутрь переднего наружного пакета открытого контура лопасти 1 устанавливают передний внутренний пакет открытого контура лопасти 4, между ними находятся противовесы 5, и задний пакет открытого контура 6, который включает в себя в комлевой части припрессованные к его внутренней стороне дополнительные плоские пакеты 7 с металлическими пластинами 8, все это образует носовой канал. В носовой канал вставляют эластичную камеру 9, внутри которой находится разжимное приспособление 10. Далее внутрь переднего наружного пакета открытого контура лопасти 1 устанавливают дополнительную эластичную камеру 11, в которой находится разжимное приспособление 12. После дополнительной эластичной камеры 11 устанавливают заранее отформованную промежуточную стенку 13, образуя промежуточный канал. Затем устанавливают заранее отформованный клиновидный стрингер 14, а между ним и промежуточной стенкой 13 помещают эластичную камеру 15, образуя хвостовой канал. Все это укладывается на основание пресс-формы 16 и закрывается крышкой 17 пресс-формы. Нагревательный элемент 2, промежуточная стенка 13 и хвостовой стрингер 14 устанавливают на клеевой материал 18. Для фиксации положения противовесов 5 по хорде лопасти при сборке используют вкладыш-упор 19.
Примером конкретной реализации предлагаемого способа изготовления лопасти из композиционного материала является изготовление лопасти, имеющей один или три контура соответственно в сечениях А-А и Б-Б по длине лопасти, изображенной на фиг.6. Способ состоит из следующих операций:
1. раскраивают листы слоистого композиционного материала;
2. из раскроенных листов собирают на оправках передний наружный пакет открытого контура лопасти 1 и передний внутренний пакет открытого контура 4, имеющие форму носовой части лопасти;
3. из раскроенных листов на столе собирают дополнительные плоские пакеты 7, к которым крепятся металлические пластины 8, для формирования плоской площадки под крепеж;
4. на оправке заднего пакета открытого контура 6 носового канала в комлевой части с внутренней стороны устанавливаются дополнительные плоские пакеты 7 с металлическими пластинами 8 и поверх них раскроенные листы заднего пакета открытого контура 6 носового канала;
5. сформированные на оправках пакеты 1, 4, 6, 7 подвергают предварительной опрессовке при температуре (40...55)°С, давлении: Рвак.=(0,6...0,9) МПа; Ризб.=(3...5) МПа в течение (15...20) мин. После чего листы в пакетах склеиваются, приобретают жесткость и готовы для дальнейшей сборки;
6. раскроенные листы слоистого композиционного материала собирают в пакет открытого контура, образующий промежуточную стенку 13, затем ее окончательно формуют в индивидуальном приспособлении при температуре, давлении и времени, которые обеспечивают полное склеивание слоев и полную полимеризацию связующего;
7. раскроенные листы слоистого композиционного материала собирают в пакет, образующий хвостовой стрингер 14, имеющий клиновидную форму; стрингер 14 укладывают в индивидуальное приспособление и окончательно формуют при температуре, давлении и времени, которые обеспечивают полное склеивание слоев и полную полимеризацию связующего;
8. на предварительно опрессованный передний наружный пакет открытого контура лопасти 1, не снимая его с оправки, прикатывают клеевой материал 18 и устанавливают заранее изготовленный на той же пресс-форме готовый нагревательный элемент 2 с антиабразивными оковками 3;
9. затем на столе горизонтально собирают заготовки носового канала лопасти из пакетов открытого контура, изготовленных, как указано выше. Сборку замкнутого носового канала ведут в следующем порядке: на столе горизонтально укладывают снятый с оправки передний наружный пакет открытого контура лопасти 1 с нагревательным элементом 2 и оковками 3, во внутреннюю носовую часть которого устанавливают противовесы 5 и передний внутренний пакет открытого контура 4; в образовавшуюся полость закладывают эластичную камеру 9 с разжимным приспособлением 10, находящимся в сжатом состоянии по хорде лопасти и установленным внутри эластичной камеры 9; затем укладывают задний пакет открытого контура 6 носового канала; в комлевой части вместе с задним пакетом открытого контура 6 устанавливаются дополнительные плоские пакеты 7 с металлическими пластинами 8. Собранную таким образом заготовку носового канала помещают в пресс-форму 16, ориентируя ее хорду горизонтально, в зону открытого контура наружного пакета открытого контура лопасти 1 внутрь устанавливают технологический вкладыш-упор 19, который фиксирует положение заднего пакета открытого контура 6. Закрывают пресс-форму крышкой 17 и, управляя снаружи пресс-формы разжимным приспособлением 10, фиксируют совместно с технологическим вкладышем-упором 19 положение противовесов 5 на заданном размере по хорде, который контролируется (разжатие приспособления специальным шаблоном, а вкладыш-упор имеет определенный по хорде размер; сумма этих размеров обеспечивает точную установку противовесов). Затем постепенно поднимают давление в эластичной камере 9 и одновременно поднимают температуру нагрева основания 16 и крышки 17 пресс-формы и производят предварительную опрессовку заготовки носового канала лопасти до получения требуемой геометрии носовой части лопасти при температуре (40...50)°С, давлении Ризб.=8 МПа в течение (15...20) мин, охлаждают и открывают крышку 17 пресс-формы;
10. приподнимают незамкнутую часть наружного пакета открытого контура лопасти 1 со стороны крышки 17 пресс-формы и удаляют технологический вкладыш-упор 19 из пресс-формы, затем, не вынимая заготовку лопасти с эластичной камерой 9 и разжимным приспособлением 10 из пресс-формы и не опуская приподнятой части переднего наружного пакета открытого контура лопасти 1, устанавливают в образовавшуюся открытую полость переднего наружного пакета открытого контура лопасти 1 дополнительную эластичную камеру 11 с разжимным приспособлением 12, предварительно выставленным вне пресс-формы в размер положения промежуточной стенки 13 по хорде, на полки промежуточной стенки 13 в зоне контакта их с передним наружным пакетом открытого контура лопасти 1 наносят клеевой материал 18, промежуточную стенку 13 устанавливают после дополнительной эластичной камеры 11, образуя промежуточный канал лопасти; на стрингер 14 в зоне его контакта с передним наружным пакетом открытого контура лопасти 1 наносят клеевой материал 18 и стрингер 14 устанавливают по задней кромке переднего наружного пакета открытого контура лопасти 1, установка контролируется специальным шаблоном, образуется хвостовой канал; между промежуточной стенкой 13 и стрингером 14 устанавливают герметичную эластичную камеру 15, на оставшуюся за стрингером 14 свободную часть переднего наружного пакета открытого контура лопасти 1 наносят клеевой материал 18 и затем опускают приподнятую ранее незамкнутую часть переднего наружного пакета открытого контура лопасти 1, закрывая промежуточную стенку 13 и стрингер 14 и образуя замкнутые промежуточный и хвостовой каналы. Закрывают крышку 17 пресс-формы;
11. постепенно поднимают давление в герметичных эластичных камерах 9, 11, 15 и одновременно поднимают температуру нагрева основания 16 и крышки 17 пресс-формы до выхода на режим окончательного прессования.
Полимеризация лопасти происходит в пресс-форме под давлением (7...8) MПa при температуре 150°С в течение 4 часов, при этом давление в эластичной камере 15 хвостового канала на (0,5...1,0) MПa выше, чем в эластичной камере 9 и дополнительной эластичной камере 11 носового и промежуточного каналов в течение всего процесса окончательною прессования лопасти: oт подачи давления до его сброса в процессе охлаждения.
Предложенный способ в отличие от всех известных позволяет качественно отформовать многоканальную лопасть, обеспечив при этом точность теоретических контуров, расположение всех элементов (противовесов, заднего пакета, дополнительных пакетов с металлическими пластинами, стенки и стрингера) на заданных геометрических размерах по хорде, что обеспечивает стабильную центровку в сечениях лопасти и, как следствие, гарантированные запасы по флаттеру.
Хорошая пропрессовка композиционного материала существенно повышает динамическую прочность лопасти.
Предложенный способ изготовления лопасти из композиционного материала упростил технологию изготовления, сократил трудоемкость изготовления и время на изготовление лопасти, уменьшил количество дорогостоящей и сложной оснастки (отсутствие хвостовых секций) и затраты на электроэнергию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2616465C2 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РУЛЕВОГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2614163C1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКАНАЛЬНЫХ ЛОПАСТЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2333832C2 |
Изобретение относится к области авиационной техники, а именно к изготовлению из слоистых композиционных материалов лопастей винтов летательных аппаратов. В способе изготовления лопасти из композиционного материала сборку производят на столе и в пресс-форме горизонтально, начиная с носовой части, осуществляют предварительную опрессовку носовой части лопасти в пресс-форме с использованием разжимного приспособления в эластичной камере и технологического вкладыша-упора, при этом изготавливают наружный пакет лопасти открытого контура, образующий наружный контур лопасти, затем с наружной стороны носовой части наружного пакета лопасти на клеевом материале устанавливают заранее изготовленный в той же пресс-форме нагревательный элемент с антиабразивными оковками, затем во внутреннюю полость носовой части наружного пакета лопасти на клеевом материале устанавливают противовесы, сборку замкнутого носового канала осуществляют последовательной установкой во внутреннюю полость наружного пакета лопасти, внутреннего переднего пакета открытого контура, эластичной камеры с разжимным приспособлением, заднего пакета открытого контура, к внутренней стороне которого, в комлевой части, предварительно припрессованы дополнительные плоские пакеты с металлическими пластинами, затем собранную заготовку лопасти помещают в пресс-форму, в оставшуюся полость незамкнутой части наружного пакета лопасти устанавливают технологический вкладыш-упор, закрывают пресс-форму и создают давление на носовую часть лопасти сначала только с помощью разжимного приспособления, устанавливая положение противовесов по хорде лопасти, после этого поднимают давление в эластичной камере и температуру нагрева пресс-формы, осуществляя предварительную опрессовку заготовки лопасти до получения требуемой геометрии носовой части лопасти, охлаждают и открывают крышку пресс-формы, приподнимают незамкнутую часть наружного пакета лопасти со стороны крышки, удаляют технологический вкладыш-упор из пресс-формы, в образовавшуюся полость устанавливают дополнительную эластичную камеру с разжимным приспособлением и промежуточную стенку, при этом разжимное приспособление предварительно вне пресс-формы выставляют в размер положения промежуточной стенки по хорде, а промежуточную стенку предварительно формуют и устанавливают на клеевом материале, затем устанавливают эластичную камеру между предварительно отформованным стрингером и промежуточной стенкой, на оставшуюся за стрингером свободную часть наружного пакета лопасти наносят клеевой материал, опускают приподнятую часть наружного пакета лопасти, закрывая стенку и стрингер, образуя замкнутые промежуточный и хвостовой каналы лопасти, закрывают крышку пресс-формы, окончательное прессование ведут при постепенном поднятии давления в эластичных камерах и температуры нагрева пресс-формы, при этом в эластичной камере хвостового канала давление на (0,5...1,0) МПа выше, чем в остальных эластичных камерах в течение всего процесса окончательного формования лопасти от подачи давления до его сброса в процессе охлаждения. Обеспечивается снижение затрат на производство лопастей, упрощение технологии изготовления, уменьшение количества применяемой оснастки и получение полностью работающего профиля при существенном повышении стабильности характеристик. 6 ил.
Способ изготовления лопасти из композиционного материала, включающий раскраивание листов, сборку листов в передние наружный и внутренний и задний пакеты открытого контура и их предварительную опрессовку на оправках, сборку и предварительную опрессовку дополнительных плоских пакетов с металлическими пластинами, сборку передних и задних пакетов открытого контура в замкнутый канал, установку в образовавшиеся полости противовесов и эластичных камер с использованием разжимного приспособления, установку стенки, окончательное прессование лопасти под воздействием давления и температуры и удаление эластичных камер, отличающийся тем, что сборку производят на столе и в пресс-форме горизонтально, начиная с носовой части, осуществляют предварительную опрессовку носовой части лопасти в пресс-форме с использованием разжимного приспособления в эластичной камере и технологического вкладыша-упора, при этом изготавливают наружный пакет открытого контура, образующий наружный контур лопасти, затем с наружной стороны носовой части наружного пакета лопасти на клеевом материале устанавливают заранее изготовленный в той же пресс-форме нагревательный элемент с антиабразивными оковками, затем во внутреннюю полость носовой части наружного пакета лопасти на клеевом материале устанавливают противовесы, сборку замкнутого носового канала осуществляют последовательной установкой во внутреннюю полость наружного пакета лопасти, внутреннего переднего пакета открытого контура, эластичной камеры с разжимным приспособлением, заднего пакета открытого контура, к внутренней стороне которого в комлевой части предварительно припрессованы дополнительные плоские пакеты с металлическими пластинами, затем собранную заготовку лопасти помещают в пресс-форму, в оставшуюся полость незамкнутой части наружного пакета лопасти устанавливают технологический вкладыш-упор, закрывают пресс-форму и создают давление на носовую часть лопасти сначала только с помощью разжимного приспособления, устанавливая положение противовесов по хорде лопасти, после этого поднимают давление в эластичной камере и температуру нагрева пресс-формы, осуществляя предварительную опрессовку заготовки лопасти до получения требуемой геометрии носовой части лопасти, охлаждают и открывают крышку пресс-формы, приподнимают незамкнутую часть наружного пакета лопасти со стороны крышки, удаляют технологический вкладыш-упор из пресс-формы, в образовавшуюся полость устанавливают дополнительную эластичную камеру с разжимным приспособлением и промежуточную стенку, при этом разжимное приспособление предварительно вне пресс-формы выставляют в размер положения промежуточной стенки по хорде, а промежуточную стенку предварительно формуют и устанавливают на клеевом материале, затем устанавливают эластичную камеру между предварительно отформованным стрингером и промежуточной стенкой, на оставшуюся за стрингером свободную часть наружного пакета лопасти наносят клеевой материал, опускают приподнятую часть наружного пакета лопасти, закрывая стенку и стрингер, образуя замкнутые промежуточный и хвостовой каналы лопасти, закрывают крышку пресс-формы, окончательное прессование ведут при постепенном поднятии давления в эластичных камерах и температуры нагрева пресс-формы, при этом в эластичной камере хвостового канала давление на (0,5-1,0) МПа выше, чем в остальных эластичных камерах в течение всего процесса окончательного формования лопасти от подачи давления до его сброса в процессе охлаждения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ КОМПОЗИТНОЙ ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1994 |
|
RU2099188C1 |
| SU 1775974 А, 20.11.1995 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКИХ УГЛЕВОДОРОДОВ | 2016 |
|
RU2617119C1 |
| US 4642028 А, 10.02.1987. | |||

