Изобретение относится к машиностроению, в частности к способам повышения срока службы узлов трения.
Известны способы химической и химико-термической модификации поверхностей с целью придания им определенных свойств, например высокой поверхностной твердости, износостойкости и т.д. (Полевой С.Н. Евдокимов В.Д. Упрочнение металлов: Справочник. М. Машиностроение, 1986, 320 с.).
Реализация описанных способов поверхностной обработки требует применения сложного технологического оборудования, высоких энергозатрат, кроме того, большинство технологических процессов характеризуется большой длительностью, применимы только к определенной группе материалов. Большинство из описанных способов поверхностной обработки изменяют геометрические, точностные параметры объекта, требуют последующей механической обработки, изменяют физико-химические и механические характеристики поверхности, вследствие применения в указанных технологических процессах температур не ниже 500 800оС. Так, например, нагрев изделия до температуры свыше 250 300оС при традиционных видах химико-термической обработки вызовет отжиг закаленного металла, что приведет к резкому снижению твердости, а следовательно, и к ухудшению эксплуатационных характеристик.
Аналогичными недостатками обладают и способы поверхностной обработки деталей путем нанесения защитных покрытий (Тугоплавкие покрытия. Самсонов Г. В. Эпик А.П. М. Металлургия, 1973, 400 с. Износостойкость порошковых материалов и покрытий. Кулу П. Таллин: Валгус, 1988, 120 с.).
Известен способ упрочнения поверхности стальных изделий, включающий подачу к поверхности насыщающей массы, содержащей дисульфид молибдена, и последующую обработку ее притиром, причем насыщающую массу подают через капилляры притира, а масса содержит 5 10% дисульфида молибдена, 2-4% четыреххлористого углерода, остальное, машинное масло или глицерин.
К недостаткам описанного способа можно отнести высокую трудоемкость, низкую производительность, нарушение исходной шероховатости поверхности в результате притирания, низкую адгезию защитного твердосмазочного вещества (дисульфида молибдена) к поверхности, невозможность упрочнять поверхности сложной конфигурации.
Целью изобретения является повышение износостойкости узлов трения, расширение области применения.
Это достигается тем, что поверхностную химико-термическую модификацию узлов трения производят путем нанесения 2 8%-ной суспензии фторированного углерода в растворителе и последующей термообработки при температуре 50-500оС в течение 0,25 1,50 ч. Выбор условий реализации процесса поверхностной химико-термической модификации узлов трения обусловлен достижением максимального эффекта повышения износостойкости объекта и экономичности процесса в зависимости от материала поверхности, его физико-химических и механических свойств, а также качества поверхностного слоя. При этом наибольшего эффекта удается достигнуть с суспензией, приготовленной в условиях ультразвуковой гидродинамической кавитации.
Расширение области применения предлагаемого технического решения по сравнению с прототипом обеспечено возможностью производить поверхностную химико-термическую модификацию узлов трения из любого конструкционного материала с температурой плавления выше 50оС и любой конфигурации с приданием узлу повышенной износостойкости.
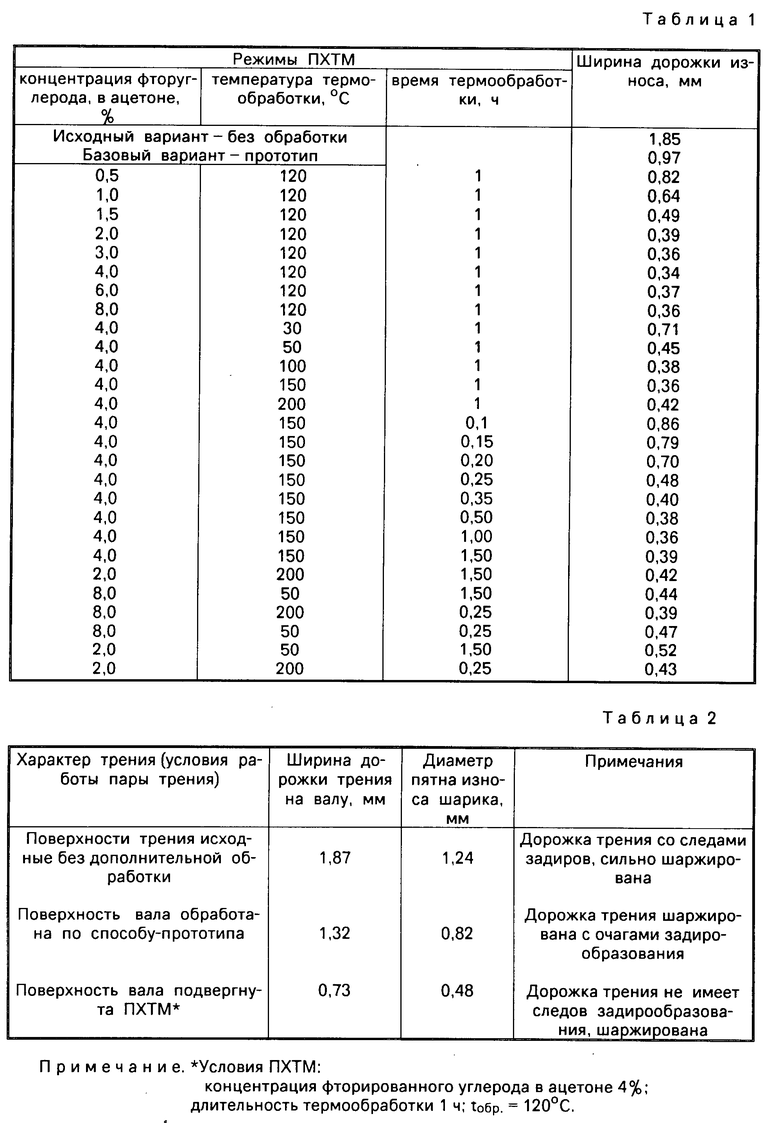
Испытания узлов трения (УТ), подвергнутых поверхностной химико-термической модификации (ПХТМ), на износ производили на пятишариковой машине трения, при этом фиксировали ширину дорожек износа на верхнем и нижнем шарике каждого комплекта. Параметры испытаний: материал шариков: сталь ШХ15 HRCэ 64. 66, Ra исходн. 0,05 0,08 мкм (шероховатость исходной поверхности шариков до испытаний) рабочая нагрузка 30 Н, скорость качения 1,15 м/с, длительность испытания 2 ч, дополнительная смазочная среда отсутствует. Испытания образцов, подвергнутых ПХТМ, проводили в сравнении с исходным вариантом шарики без дополнительной обработки в состоянии поставки, и с базовым вариантом реализация прототипа. Результаты испытаний сведены в табл. 1.
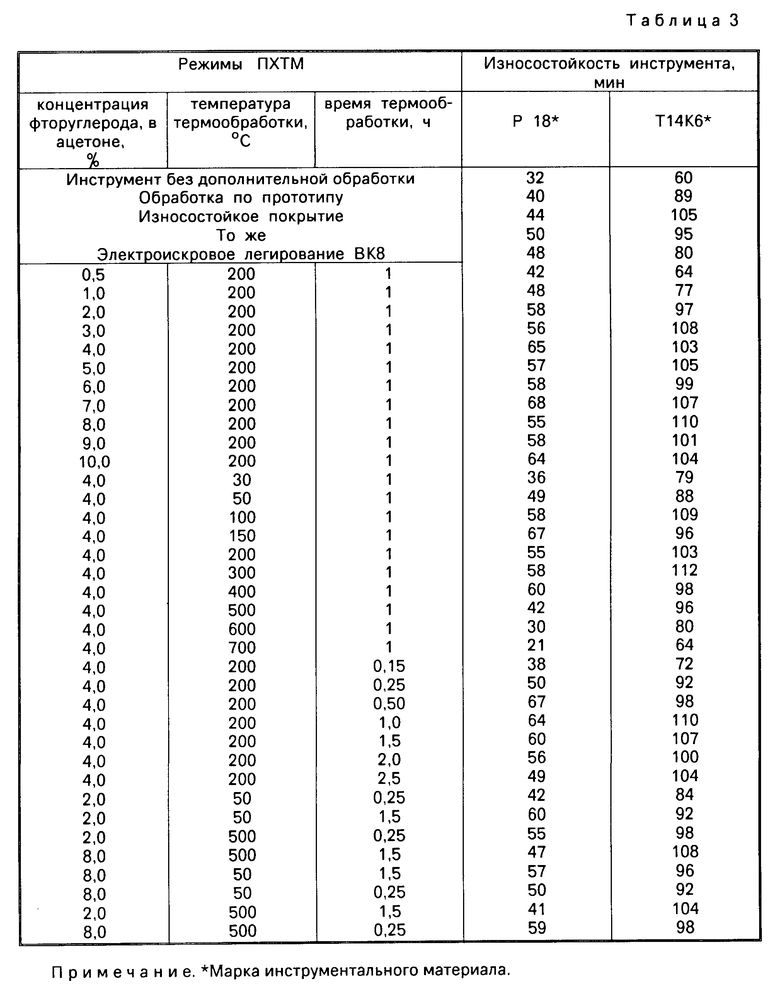
Оценку влияния ПХТМ УТ на процессы износа и схватывания (задирообразования) производили с помощью специального стенда с парой трения вал-сфера с возможностью задавать нагрузку в зоне трения. Валы изготовляли из стали 45 НВ 180.200 с шероховатостью поверхности Ra 0,20 0,26 мкм, сферы стандартные шарики из шарикоподшипниковой стали ШХ15 HRCэ 64.66. Параметры испытаний: контактная нагрузка 25,2 Н/мм2; скорость трения 1,65 м/с; подача дополнительной смазки масла И20А капельным методом; частота каплепадения 1 ед/с. Продолжительность испытаний 5 мин.
Результаты испытаний сведены в табл. 2.
При трении производили вращение вала. Сферу (шарик) закрепляли неподвижно в динамометре.
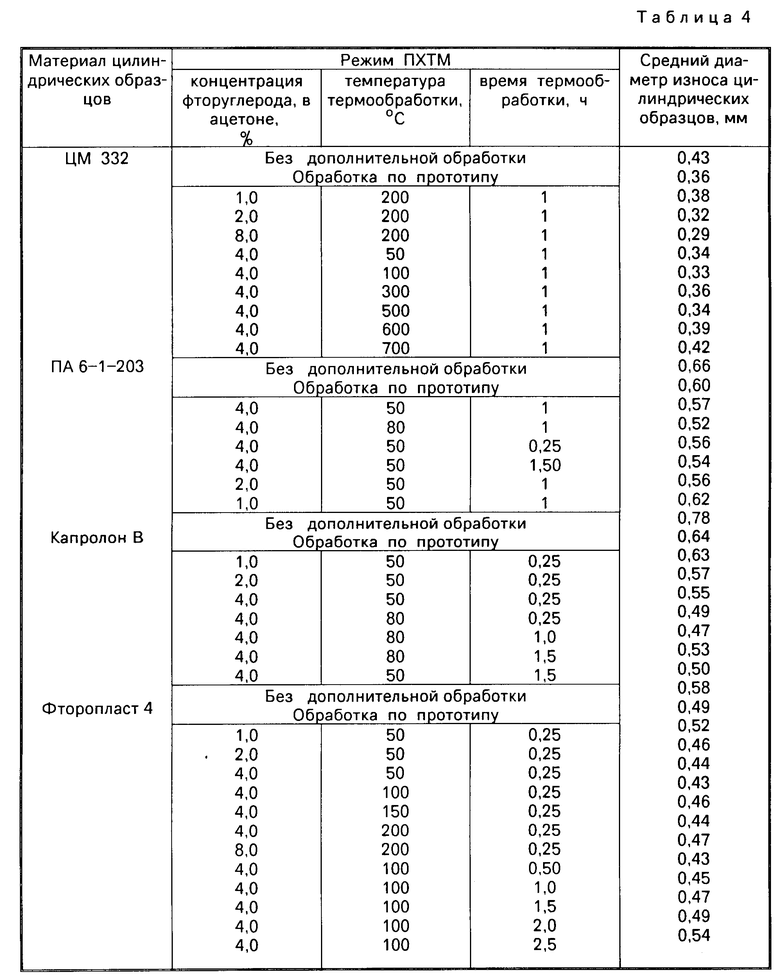
Были проведены испытания инструмента с ПХТМ в сравнении с реализацией прототипа и другими методами упрочнения (табл. 3). В качестве критерия затупления инструмента принята величина его износа по задней поверхности 0,4 мм. (Макаров А.Д. Износ и стойкость режущих инструментов. M. Машиностроение, 1966, с. 264; Филоненко С.Н. Резание металлов, Киев; Техника, с. 232). Режимы обработки токарной стали 45 НВ 160.180 проходными резцами с многогранными сменными пластинами Р18: скорость резания V 45 м/мин; подача S 0,15 мм/об; глубина резания t 0,5 мм; резцами с многогранными сменными пластинами Т14К6: V 120 м/мин; S 0,11 мм/об; t 0,5 мм.
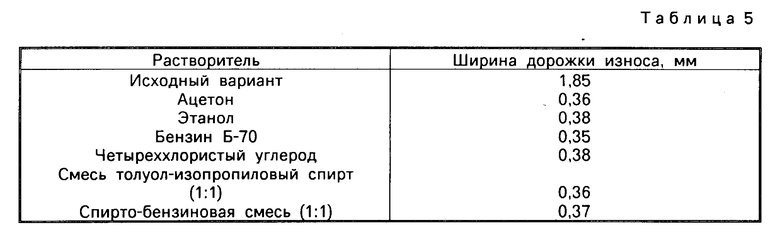
Примеры реализации и результаты испытаний образцов на износостойкость с обработкой поверхности по предлагаемому способу и по известному, приведены в табл. 4.
Влияние растворителей на износ сферических образцов из стали ШХ15 после ПХТМ при концентрации фторуглерода 4% температуре 150оС и времени термообработки 1 ч, приведены в табл. 5.
Испытания проводили при трении скольжения пары вал-боковая поверхность цилиндра. Вал изготовлен из стали 45 HRCэ 28.32; Ra 0,25 мкм диаметром 50 мм. Цилиндры диаметром 10 мм изготовлены из неметаллических материалов с различной предельной температурой эксплуатации материала tраб.: минералокерамики ЦМ 332 tраб. < 1200оС; полиамидной композиции ПА6-1-203 tраб. < 90оС; капролона В tраб. < <100оС и фторопласта А tраб. < 250оС. При вращении вала боковую поверхность цилиндра прижимали к поверхности вала с помощью специального динамометра, трение осуществляли без дополнительной смазки. Режимы испытаний: скорость трения Vтр. 0,5 м/с; контактная нагрузка 2 H/мм2 (для минералокерамики ЦМ 332 20 Н/мм2); продолжительность испытаний 0,5 ч.
Поверхность вала при испытаниях без дополнительной обработки после шлифования; поверхности цилиндров с ПХТМ.
Тип растворителя в суспензии практически не имеет значения для реализации технического решения, так как частицы фторированного углерода не растворяются ни в одном из них и растворитель здесь служит для их транспортировки и равномерного распределения по обрабатываемой поверхности. Наиболее тонкое диспергирование суспензии и равномерное распределение ее по поверхности достигается применением ультразвуковой кавитационной обработки (Зубрилов С. П. Браславский М.И. Ультразвуковая кавитационная обработка топлив на судах. Л. Судостроение, 1988). При последующей термообработке изделия происходят процессы формирования поверхностного слоя (модификация поверхности) путем адгезионных, сорбционных процессов, химической модификации поверхности, межкристаллитной диффузии, формируя защитный износостойкий антифрикционный слой, работоспособность которого показана в приведенных примерах.
Из данных, приведенных в таблицах, следует, что повышение концентрации фторуглерода в растворителе более 8% не приводит к дальнейшему повышению износостойкости, следовательно, экономически нецелесообразно. Повышение температуры обработки выше 500оС нецелесообразно, так как вызовет разупрочнение или разрушение некоторых материалов, а также фторуглерода. Увеличение времени обработки более 1,5 ч не приводит к дальнейшему повышению износостойкости, следовательно, экономически нецелесообразно.
Технико-экономическая эффективность ПХТМ УТ, работающих в условиях износа, образуется в результате увеличения срока службы узла, прибора, механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ С ВЫСОКИМИ ТРИБОТЕХНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2495893C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДОБАВКИ НА ОСНОВЕ ЭКОЛОГИЧЕСКИ ЧИСТОЙ ПОЛИАМИДОКИСЛОТЫ И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ АНТИАДГЕЗИОННЫХ, АНТИПРИГАРНЫХ, АНТИФРИКЦИОННЫХ ПОКРЫТИЙ ПО МЕТАЛЛУ С ИСПОЛЬЗОВАНИЕМ ДОБАВКИ | 2013 |
|
RU2557530C2 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2005741C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИЙ ДЛЯ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2010 |
|
RU2457228C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ В ВАКУУМЕ | 1991 |
|
RU2066705C1 |
| Способ получения антифрикционной поверхности | 1988 |
|
SU1613726A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ГИЛЬЗЫ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2100633C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВРАЩАЮЩЕГОСЯ ЧЕЛНОКА ШВЕЙНОЙ МАШИНЫ | 1990 |
|
RU2009288C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2288300C2 |
| Способ получения смазочного материала с углеродными добавками | 2023 |
|
RU2807281C1 |
Изобретение относится к машиностроению, в частности к способам повышения срока службы узлов трения. Сущность изобретения: способ включает взаимодействие поверхности с 2 8%-ной суспензией фторированного углерода в растворителе, после чего проводят термообработку при температуре 50 500°С в течение 0,25 1,5. Увеличить эффект можно приготовлением реакционной жидкости в условиях ультразвуковой гидродинамической кавитации. 1 з.п. ф-лы, 5 табл.
| Способ упрочнения поверхности стальных изделий | 1988 |
|
SU1627588A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
