Изобретение относится к измерительной технике и может быть использовано для контроля напряженного состояния изделий и конструкций из ферромагнитных материалов.
Известен образец для тарировки магнитошумового прибора при одноосном растяжении и сжатии с одновременным замером величины нагрузки и магнитошумового сигнала [1]
Основным недостатком данного образца является невысокая точность при замере напряженного состояния магнитошумовым прибором на реальных объектах. Это объясняется тем, что значение магнитошумового сигнала в зависимости от соотношения компонент напряженного состояния может изменяться в значительных пределах.
Наиболее близким по технической сущности к изобретению является выбранный в качестве прототипа крестообразный образец плоской формы из контролируемого изделия, имеющий нагрузочно-захватные части и центральную рабочую часть с зонами локализации деформаций в виде пересекающихся канавок [2]
При тарировке на данном образце магнитошумовой датчик помещают в центре образца, а дополнительные тензодатчики деформации смещены относительно центра на величину, определяемую их габаритами.
Недостатком данного образца является то, что за счет цилиндрических канавок толщина образца в центральной зоне не постоянна и соответственно напряженное состояние неравномерное. Это вызывает дополнительные погрешности и нестабильность результатов при тарировке крестообразных образцов неплоской формы, например вырезанных из труб. Кроме того, такую форму канавок сложно изготовить на неплоских образцах.
Техническим результатом изобретения является повышение точности тарировки магнитошумового прибора.
Это достигается тем, что в центральной рабочей части образца выполнен концентратор в виде углубления, имеющего форму усеченного конуса с малым основанием, обращенным в сторону рабочей поверхности образца, оси канавок расположены под углом 45о к осям нагрузочных частей образца, канавки выполнены переменной глубины с криволинейной образующей по дну канавки, при этом максимальная глубина канавки равна высоте усеченного конуса, а ширина b канавки определяется из соотношения
b= (0,25 0,75)d, где d диаметр малого основания усеченного конуса.
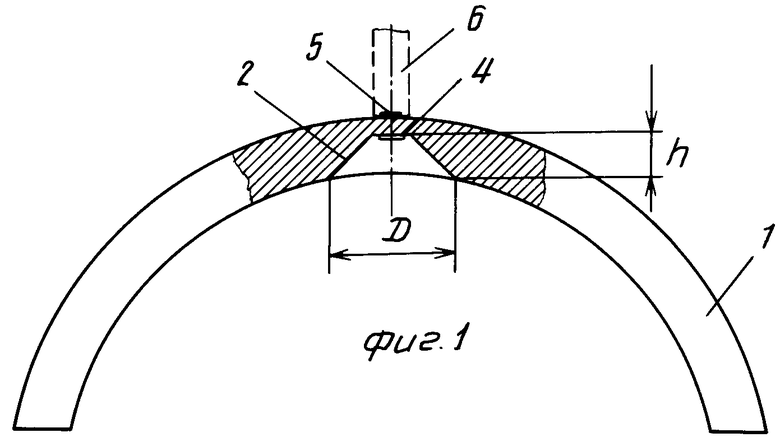
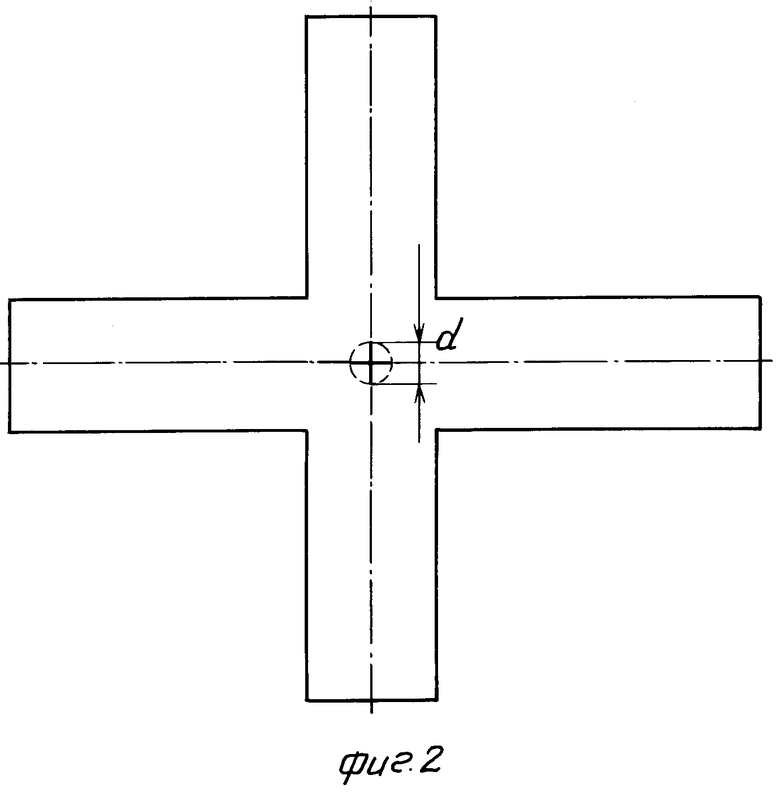
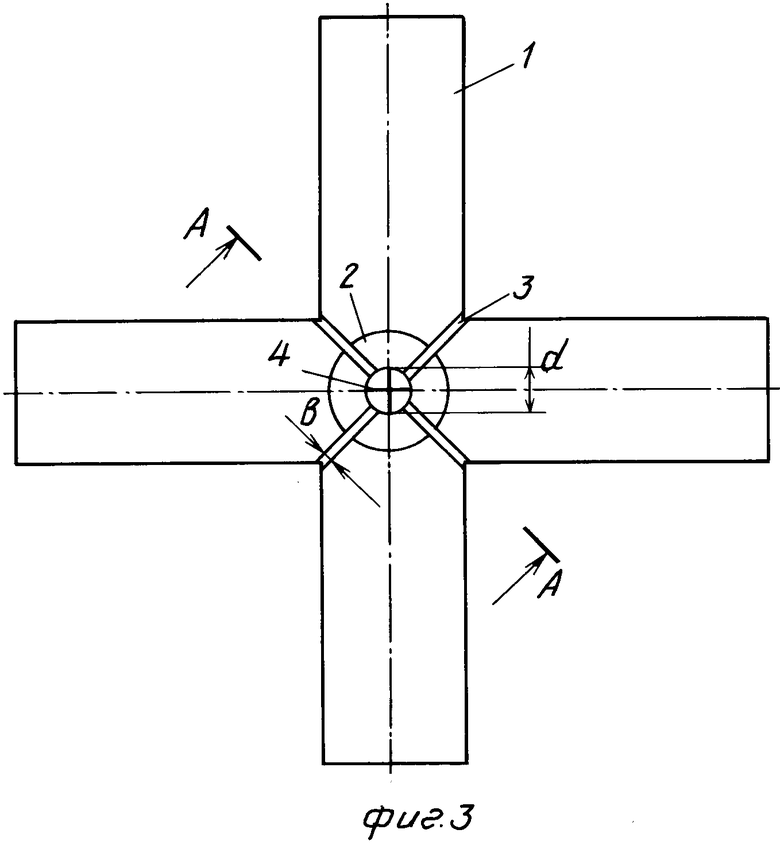
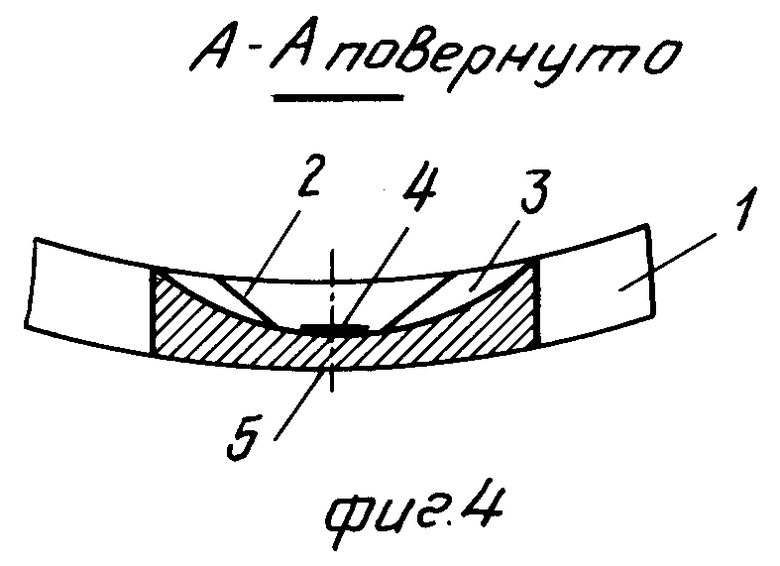
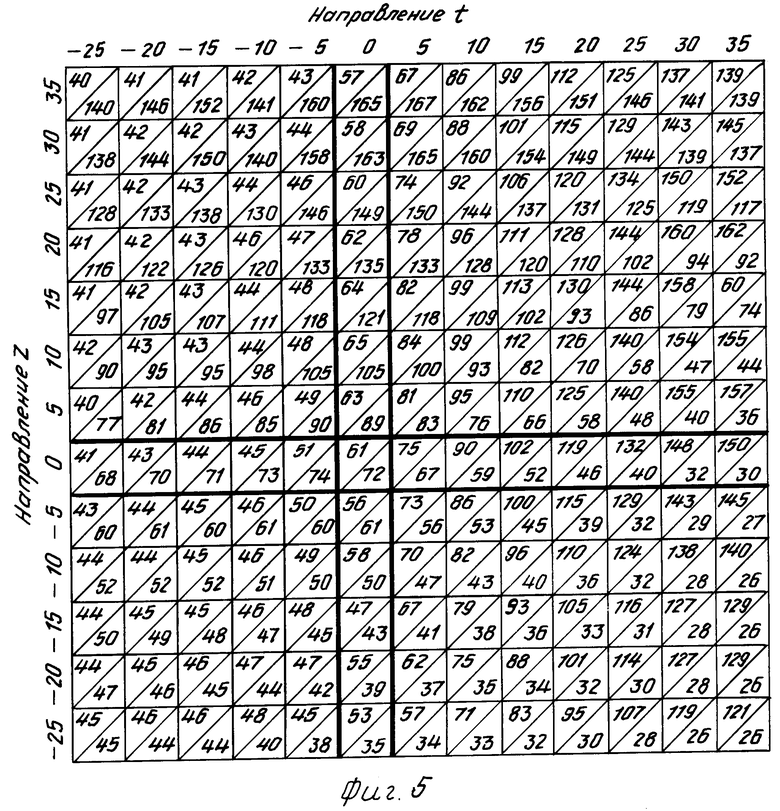
На фиг.1 показан крестообразный образец, вырезанный из трубы, вид сбоку; на фиг. 2 то же, план; на фиг.3 то же, вид снизу; на фиг.4 сечение А-А на фиг.3; на фиг.5 тарировочная таблица.
Крестообразный образец имеет четыре нагрузочно-захватные части 1 для закрепления его в нагрузочном стенде. В центральная части образец имеет углубление концентратор 2 в виде усеченного конуса. Кроме того, в центральной части образца имеются четыре канавки 3, оси которых расположены под углом 45о к осям нагрузочно-захватных частей. Канавки выполнены переменной глубины (фиг. 3) с криволинейной образующей по дну канавки. На малом основании конуса (фиг.1) установлены постоянные измерители 4 деформации, используемые для установления зависимости между величиной магнитошумового сигнала и деформацией.
На наружной поверхности образца в его центральной части (фиг.2, 1) пунктиром обозначено место установки съемных датчиков 5 (измерителей) деформации и магнитошумового сигнала 6.
Диаметр d малого основания усеченного конуса зависит от размеров рабочего поля магнитошумового датчика (показан пунктиром), а диаметр D большего основания конуса от толщины стенки трубы, из которой вырезают образец, и размеров нагрузочных частей образца. Для магнитошумовых приборов размеры рабочего поля датчика находятся в пределах 1-5 мм, канавки имеют максимальную глубину h в зоне малого основания конуса, равную высоте усеченного конуса, ширина b канавок зависит от диаметра d малого основания усеченного конуса.
По результатам исследования на моделях поляризационно-оптическим методом определены соотношения ширины канавки и диаметра малого основания конуса: b (0,25 0,75)d.
Тарировочные испытания магнитошумового прибора с использованием предлагаемого образца осуществляют следующим образом. Перед началом тарировки на образец в его центральной рабочей зоне устанавливают съемные датчики 5 деформации в продольном (осевом Z) и поперечном (тангенциальном t) направлениях. На малое основание конуса устанавливают постоянные датчики 4 деформации, в тех же направлениях. Образец закрепляют нагрузочно-захватными частями 1 в нагрузочном стенде (не показан). Тарировочные испытания магнитошумового прибора ведут путем создания в крестообразном образце двумерных изгибных деформаций в упругой области. Изгибные деформации осуществляют ступенчато с одновременной регистрацией магнитошумового сигнала и измерителей деформации 4.
На первой стадии тарировочных испытаний устанавливают связь между съемными датчиками 5 деформации на наружной поверхности образца и показаниями датчиков 4, расположенных на малом основании конуса 2. После установления этой зависимости датчики 5 удаляют и на это место устанавливают магнитошумовые датчики 6 тарируемого прибора.
На второй стадии тарировочных испытаний производят повторное ступенчатое нагружение образца в упругой области с регистрацией сигналов магнитошумового датчика 6 и измерителя 4 деформации. Предлагаемая форма и геометрические параметры образца позволяют на нагрузочном стенде реализовать двумерное напряженное состояние с соотношениями осевых ( σZ) и тангенциальных (σt) напряжений в широком диапазоне в упругой области.
Предлагаемый образец был использован для тарировки магнитошумового прибора АФС-1 (анализатор ферромагнитных материалов) с направленным датчиком с диаметром рабочей зоны 5 мм. Крестообразный образец был изготовлен из горячекатанной трубы из стали 09Г2С диаметром 133 мм и толщиной стенки 6 мм.
Геометрические размеры крестообразного образца следующие:
Ширина нагрузочно-захватной части, мм 25
Толщина основного металла, мм 6
Длина в продольном направ- лении, мм 160
Длина в поперечном направ- лении, мм 132
Диаметр малого основания углубления, мм 6
Диаметр большого основания углубления, мм 14
Толщина металла в цент- ральной зоне, мм 2 Ширина канавки, мм 2
Радиус образующей дна ка- навок, мм 20 Профиль канавки Треу-
гольный с
круглой
вершиной
В качестве нагрузочного приспособления использовали специальный тарировочный стенд, обеспечивающий изгиб образца через захватные части. С внутренней и наружной стороны центральной части образца наклеивали тензодатчики типа 2ФКПА с базой, равной 5 мм. Величину нагрузки замеряли динамометром ДОСМ-1, а деформацию прибором ИДЦ-1. По диаграммам величина нагрузки-деформация определяли предельно упругие деформации. Полученные данные по трем образцам усреднялись. Значение предельно упругих деформаций для стали 09Г2С, определенных на образцах, следующие: в продольном направлении при растяжении 152˙10-5 при сжатии 164 ˙10-5 в поперечном направлении при растяжении 133 ˙10-5 при сжатии 147˙10-5 Величина предельно упругих деформаций, определенная при помощи датчиков с базой 10 мм, находилась в пределах (190-210) ˙10-5. На крестообразном образце в центральной зоне и на основании конуса в двух направлениях были наклеены тензодатчики с базой 5 мм. В процессе предварительной тарировки крестообразного образца оценивали также влияние смещения датчиков деформации относительно центра крестообразного образца по двум направлениям.
Для этой цели тензодатчики в центральной зоне приклеивали смещенными относительно центра образца в пределах 1 мм. Образец нагружали и фикcировали величину деформации внутренних и наружных датчиков. Затем cмещенный датчик удаляли и приклеивали датчик точно по центру. Образец нагружали до тех же величин деформации, что и с использованием предыдущего датчика. Испытание показало, что при смещении датчиков относительно центра образца в пределах 1 мм изменение деформации не превышает (2-8) ˙10-5.
В процессе предварительной тарировки была установлена связь между внутренними и наружными датчиками деформации, которая имела следующий вид:
в продольном направ- лении εZн 0,97 εZB
в поперечном направ- лении εtн 1,65 εtB где εZн и εtн продольная и поперечная деформации центральной зоны на наружной поверхности;
εZB и εtB- продольная и поперечная деформации, замеренные датчиками, установленными на основании конуса.
В процессе испытания было установлено, что при изгибе образца в поперечном направлении изменения продольной деформации незначительны и могут не учитываться при тарировке. При изгибе образца в продольном направлении изменения поперечной деформации существенны и должны учитываться.
После предварительной тарировки тензодатчики из центральной зоны удаляют и на их место устанавливают магнитошумовой датчик. Значение нулевых показаний прибора АФС-1 для стали 09Г2С при коэффициенте усилия, равном 35, амплитуда тока перемагничивания 0,9 А следующие:
в продольном направлении МШZ 72
в поперечном направлении МШt 61.
После определения нулевых показаний прибора проводили тарировочные испытания, которые состоят в определении матрицы связи компонент напряженного состояния с показаниями прибора при положении магнитошумового датчика в двух направлениях. Компоненты состояния определяются по датчикам деформации, установленным на малом основании конуса, и известным зависимостям напряженно-деформированного состояния.
В качестве примера приводится тарировочная таблица для стали 09Г2С (фиг. 5). Направление t соответствует поперечному, а Z продольному направлению. В каждом квадрате матрицы в верхнем углу обозначены показания прибора при поперечном положении датчика, а в нижнем углу при продольном положении.
Для определения напряженного состояния объекта необходимо в заданной точке снять показания прибора при двух взаимно перпендикулярных положениях магнитошумового датчика и по тарировочной таблице определить квадрат с наиболее близкими значениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| ПРИБОР ДЛЯ ИССЛЕДОВАНИЯ СТРУКТУРНО-МЕХАНИЧЕСКИХ СВОЙСТВ ПИЩЕВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2222808C2 |
| СПОСОБ РАЗДАЧИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057604C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ДЕФЕКТОВ ДЛИННОМЕРНЫХ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2032898C1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОГО КОЛЕНА С ИЗНОСОСТОЙКИМ ВНУТРЕННИМ ПОКРЫТИЕМ | 1992 |
|
RU2028848C1 |
| Способ определения предела текучести сварного соединения | 1987 |
|
SU1522074A1 |
| СПОСОБ НАНЕСЕНИЯ ДВУСТОРОННИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТРУБЫ | 1992 |
|
RU2061086C1 |
Изобретение относится к измерительной технике и может быть использовано для татировки магнитошумовых приборов при контроле напряженного состояния изделий и конструкций из ферромагнитных материалов. Технический результат - повышение точности тарировки. Это достигается тем, что в образце для тарировки магнито-шумового прибора, выполненным крестообразным из контролируемого изделия и имеющем нагрузочно-захватные части и центральную рабочую часть с зонами локализации деформаций в виде пересекающих канавок. В центральной рабочей части образца выполнен концентратор в виде углубления, имеющего форму усеченного конуса с малым основанием, обращенным в сторону рабочей поверхности образца. Оси канавок расположены под углом 45° к осям нагрузочных частей образца, канавки выполнены переменной глубины с криволинейной образующей по дну канавки, при этом максимальная глубина канавки равна высоте усеченного конуса, а ширина канавки определяется из соотношения: b (0,25 0,75) d, где b ширина канавки, d диаметр малого основания усеченного конуса. 5 ил.
ОБРАЗЕЦ ДЛЯ ТАРИРОВКИ МАГНИТОШУМОВОГО ПРИБОРА, выполненный крестообразным из контролируемого изделия и имеющий нагрузочно-захватные части и центральную рабочую часть с зонами локализации деформаций в виде пересекающихся канавок, отличающийся тем, что в центральной рабочей части образца выполнен концентратор в виде углубления, имеющего форму усеченного конуса с малым основанием, обращенным в сторону рабочей поверхности образца, оси канавок расположены под углом 45o к осям нагрузочных частей образца, канавки выполнены переменной глубины с криволинейной образующей по дну, при этом максимальная глубина канавки равна высоте усеченного конуса, а ширина в канавки определяется из соотношения b (0,25 0,75)d, где b ширина канавки, d диаметр малого основания усеченного конуса.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
