Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных труб на станах продольной прокатки.
Известен валок для продольной прокатки труб с ручьем, имеющим в поперечном сечении вогнуто-выпуклую образующую, выполненную сочетанием радиусов (авт. свид. N 505455, кл. В 21 В 27/02, 1976).
Недостатком является то, что в поперечном сечении очага деформации, образованного известными валками, при распределении металла по периметру ручья, не обеспечивается плавное изменение толщины стенки в поперечном сечении трубы, что приводит к резкому изменению вытяжки между участками в поперечном сечении очага деформации, возникновению напряженности в металле трубы, продольным пленам и трещинам.
Наиболее близким по технической сущности к изобретению является валок для продольной прокатки труб, содержащий бочку с ручьем, имеющим волнообразную образующую с постоянным шагом, равным 1/2 или 1/3 периметра ручья, высотой полуволны, выполненной уменьшающейся от наибольшего значения у образующей бочки к вертикальной оси, где ее величина составляет 0,02-0,09 высоты полуволны у образующей бочки [1] .
Недостатком валка является то, что при больших коэффициентах затухания волны, т. е. при большой овализации ручья, выпуклые участки образующей ручья в вершине и по линии выпуска расположены на разных расстояниях от центра калибра.
Целью изобретения является повышение качества внутренней поверхности и точности труб за счет выравнивания распределения металла в поперечном сечении очага деформации и улучшения условий захвата за счет увеличения тянущей способности валка.
Для этого валок для продольной прокатки труб содержит бочку с ручьем, выполненным с волнообразной образующей с шагом, равным 1/2 или 1/3 периметра ручья, состоящей из центральной части и выпусков, высота полуволны которых равномерно уменьшается от линии разъема валков до линии, разделяющей выпуск и центральную часть калибра, а сумма высот полуволн равна половине разности ширины и высоты калибра, в отличие от известного образующая центральной части калибра валка выполнена по синусоиде с изменяющейся по длине ручья высотой волны от 0,4 до 1,2 овальности ручья, причем изменение высоты волны в продольном сечении валка осуществляется также по синусоиде с шагом не более 1/2 длины дуги захвата и не менее шестикратной высоты волны.
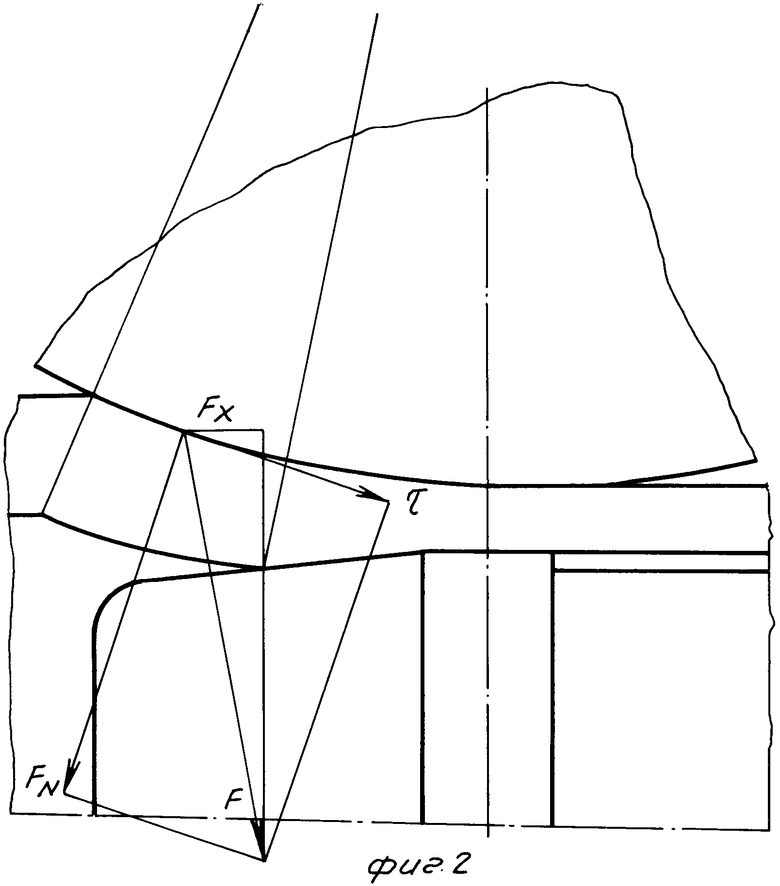
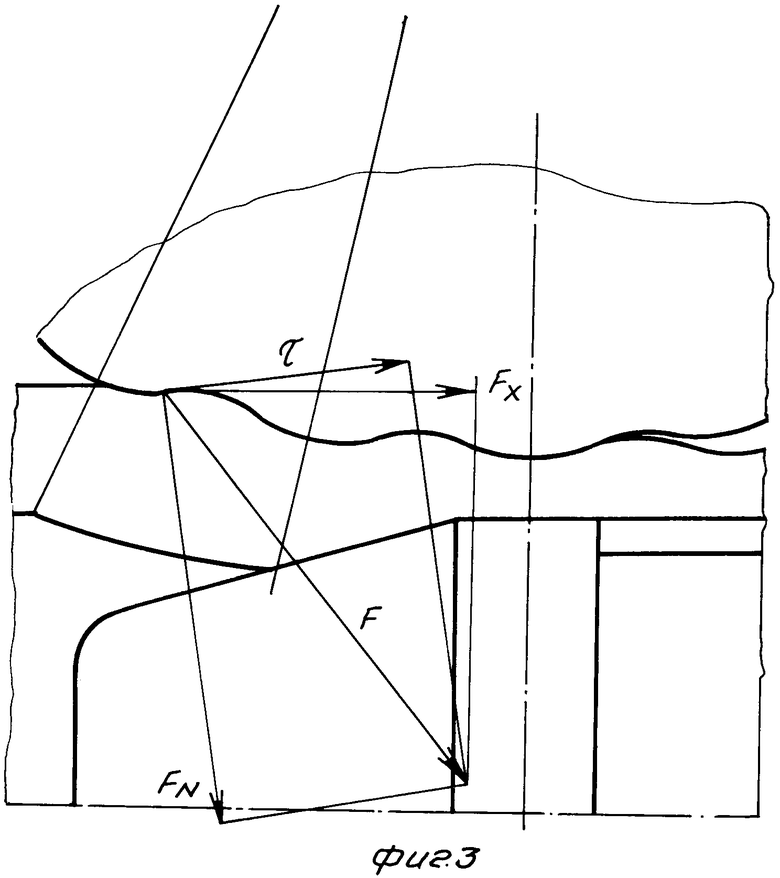
На фиг. 1 представлен калибр валка; на фиг. 2 - схема захвата валком по прототипу; на фиг. 3 - схема захвата трубы предложенным валком; на фиг. 4 - валок, поперечное сечение; на фиг. 5 - то же, продольное сечение.
При прокатке труб в калиброванных валках со стороны валков на прокатываемый металл действуют силы нормального давления F и силы трения τ, равнодействующая которых F. Проекция этой силы на ось прокатки Fxобеспечивает вторичный захват металла трубы и дальнейший процесс прокатки.
Анализ распределения сил в очаге деформации автоматического стана в валках с ручьем, имеющим по длине в центральной части постоянное поперечное сечение показал, что составляющая Fх по величине меньше силы трения, а при прокатке труб в валках с ручьем, имеющим по длине в центральной части переменное, периодическое сечение, составляющая Fx по величине больше силы трения.
Это обеспечивает улучшение условий захвата труб валками автоматического стана.
На чертеже изображен калибр, где В - ширина ручья; Н/2 - высота ручья; Ао - высота полуволны профиля у образующей бочки; А1 - высота полуволны, по линии разделяющей выпуск и центральную часть ручья; А2 - высота полувоны по линии наибольшего радиуса калибра ручья в центральной части; А3 - высота полуволны профиля по дну ручья; Аbi - текущее значение высоты полуволны относительно среднего радиуса выпуска Rо; Ацi- текущее значение высоты полуволны относительно среднего радиуса центральной части ручья RоI. Rbn - радиус вписанной окружности; l - шаг волны в поперечном сечении ручья; Rопр - радиус калибрующего пояска оправки; Qi - текущий угол, характеризующий профиль ручья в поперечном сечении, соответствующий расчетной точке периметра; λ- угол, соответствующий выпуску ручья; ϕ- угол, между вертикальной осью и образующей бочки валка; α- угол, соответствующий духе захвата; lb - шаг волны в продольном сечении ручья; h - высота волны в центральной части ручья.
Валок 1 содержит ручей 2, состоящий из центральной части СFDMN и выпусков 3 ЕС и NL, которые выполнены по волнообразной образующей с убывающей высотой полуволны от образующей бочки валка Х-Х к линии, разделяющей выпуска и центральную часть. Центральная часть ручья имеет периодическую калибровку и выполнена по синусоиде с шагом, равным 1/2 или 1/3 периметра ручья, высотой волны от 0,4 до 1,2 овальности ручья. Причем изменение высоты волны в продольном сечении ручья осуществляется также по синусоиде с шагом не более 1/2 длины дуги захвата и не менее шестикратной высоты волны.
Предлагаемый валок с периодическим ручьем образует с прокатываемым металлом шестеренчатую пару, где высота волны в продольном сечении равна высоте зуба, а шаг волны в продольном сечении - толщине зуба у его основания. Поэтому по длине дуги, соответствующей зоне редуцирования, должно быть не менее одного зуба (шага), а так как протяженность зоны редуцирования составляет около половины всего очага деформации, то в предлагаемом валке шаг волны принят не более 1/2 дуги захвата.
С другой стороны известно, что глубина углублений на поверхности металла, задаваемого на прокат, не должна превышать 1/6 длины углубления. В этом случае не образуются дефекты на поверхности прокатываемых труб.
Расчет параметров ручья валка начинается с определения основных размеров ручья Н/2 и В исходя из исходной заготовки и выбранных режимов деформации. Затем определяют по известным методикам параметры волнообразной образующей выпусков с учетом выбранного шага волны. Задавшись высотой волны в центральной части ручья (от 0,4 до 1,2 от овальности ручья), выполненной по синусоиде, определяют параметры волнообразной образующей центральной части в выбранном (расчетном) сечении ручья. Затем задаются шагом волны в поперечном сечении валка (не более 1/2 дуги захвата и не менее шестикратной высоты волны) и определяют параметры волнообразной образующей центральной части в последующих поперечных сечениях ручья. Причем расчетный шаг волны в продольном сечении уточняется по диаметру валка, на котором будет производиться нарезка ручья с периодическим профилем.
Полученное количество шагов по длине ручья округляется до целого количества шагов в большую сторону. После этого уточняется величина шага нарезки.
Построение волнообразной образующей профиля ручья производится с учетом симметрии калибра относительно образующей бочки валка Х-Х и вертикальной оси ОD. По известной методике относительно центра калибра 0 и горизонтальной и вертикальной оси производится построение участков образующей соответствующих выпускам. Для ручья с шагом волнообразной образующей, равной 1/3 периметра, угол выпуска составляет 30о, для ручья с шагом, равным 1/2, угол выпуска составляет 45о. Расстояние от центра калибра 0 до точки С выпуска равно вписанному радиусу Rbn. В центральной части ручья проводим средний радиус R0I, который равен сумме Rbn и половины высоты волны синусоиды для данного поперечного сечения. Относительно R0I строится синусоида с рассчитанной для данного сечения высотой от 0,4 до 1,2 овальности ручья.
Пример расчета ручья валка автоматического стана.
Ручей имеет калибр с волнообразной образующей с постоянным шагом, равным 1/3 периметра калибра.
Наружный диаметр гильзы после прошивного стана равен 146 м. Ширина калибра (ручья) принимается по известной методике В = 144 мм. При овальности Ψ= = 1,06 высота ручья Н/2 = 67,9 мм, высота полуволны по лини разъема валков по прототипу составит Ао = 3,28 мм, коэффициент затухания К = 3, средний радиус выпуска R0 = 67,72 мм, высота полуволны в конце выпуска ( λ= 30о) равна Аb = 0,9. Текущее значение Аbi высоты полуволны, образующей выпуск, относительно среднего радиуса Rо определяют по формуле
Ai=  sin(ϕ+ω·Qi), где θi - текущий угол;
sin(ϕ+ω·Qi), где θi - текущий угол;
ϕ- угол между вертикальной осью и образующей бочки валка;
ω- количество полуволн образующей;
λ- угол соответствующий выпуску ручья.
Текущий радиус выпуска определяется
Rbi= Ro + Abi
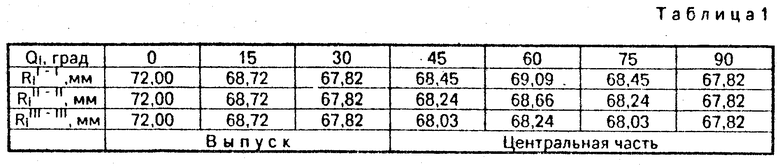
Рассчитаем для трех сечений по длине ручья с шагом между сечениями равным 1/6 шага волны lb через 15о. Полученные значения заносим в табл. 1.
В предлагаемом ручье для обеспечения равномерного распределения металла радиус калибра по линии, разделяющей выпуск и центральную часть ручья, должен быть равен радиусу калибра при вершине (Rc = RD). Для рассматриваемого примера (R30о= R90о). Значения текущего радиуса калибра ручья определяют из соотношения
R = A
= A +R0I , (1) где A
+R0I , (1) где A =
=  sin(ϕ+ω·θi) (2)
sin(ϕ+ω·θi) (2)
h = (0,4-1,2) - от овальности калибра ручья.
h = (0,4-1,2)1,06 = 0,42-1,27 Получили минимальное значение высоты волны в поперечном сечении волка hmin = = 0,42 мм, максимальное hмакс = 1,27 мм. Высота волны изменяется от сечения к сечению вдоль ручья.
Принимаем, что в первом сечении I-I высоты волны имеет максимальное значение, тогда текущий радиус валка будет равен в сечении I-I (60о)
R60I-I = RD +h мaкc = 67,82 + 1,27 = 69,09 мм
Средний радиус в первом сечении будет равен RoI(I-I) = RD +  = 67,82 + 0,63 = 68,45 мм
= 67,82 + 0,63 = 68,45 мм
Средний радиус центральной части пересекается с синусоидальной образующей калибр ручья в точках соответствующих 45 и 75о
RoI(I-I) = R45I-I = R75I-I = 68,45 мм Остальные значения текущего радиуса для сечения I-I находятся по соотношениям 1 и 2.
Размеры текущего радиуса для второго и третьего сечений находят аналогично первому с учетом высоты волны в каждом сечении. Результаты расчетов сведены в табл. 1.
Высота волны в продольном направлении изменяется по синусоидальному закону. Шаг волны должен быть не больше половины длины дуги захвата, т. е. примерно равен длине зоны редуцирования. Для рассматриваемого случая длина очага деформации равна 66 мм, т. е. длина волны равна 33 мм. Корректируем полученный шаг волны. Для этого определяем диаметр нарезки Dн по которому будут нарезаться углубления. Для рассматриваемого случая Dн = = 590,9 мм, длина окружности составляет 1857 мм, тогда количество шагов будет 56,2. Принимаем целое количество шагов 57, тогда уточненный шаг будет равен 32,54 мм. Полученная величина шага не должна также превышать шага раскатки на раскатном стане. Для рассматриваемого случая шаг раскатки составляет 52 мм.
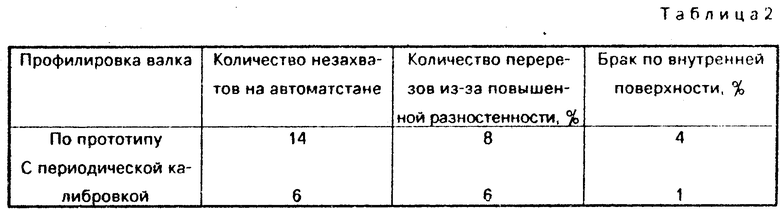
Валки с ручьями, имеющими периодический профиль в центральной части, прошли испытание на ТПА-250 АзТЗ. Ручьи имели параметры приведенные в табл. 1. Длина шага в продольном сечении составила 32,54 мм.
Было прокатано по 2 тыс. т труб на предлагаемой калибровке и по прототипу результаты представлены в табл. 2.
Анализ результатов опытной прокатки показал, что снизилось количество незахватов труб на автоматическом стане на 57,2% , уменьшилось количество перерезов по концам труб из-за повышенной концевой разностенности на 25% , снизился брак из-за дефектов по внутренней поверхности на 75% . (56) 1. Авторское свидетельство СССР N 956080, кл. В 21 В 27/02, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| Валок стана холодной прокатки труб | 1987 |
|
SU1443993A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ НА ВАЛКИ ТВЕРДОЙ БРИКЕТИРОВАННОЙ СМАЗКИ | 1992 |
|
RU2013145C1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Ручей валка для пилигримовой прокатки труб | 1980 |
|
SU904815A1 |
| Способ производства листового проката | 1978 |
|
SU719716A1 |
Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных труб на станах продольной прокатки. Цель изобретения - повышение качества внутренней поверхности и точности труб за счет выравнивания распределения металла в поперечном сечении очага деформации и улучшение условий захвата за счет увеличения тянущей способности валка. Валок содержит бочку с ручьем, выполненным волнообразной образующей с шагом, равным 1/2 или 1/3 периметра ручья, состоящей из центральной части и выпусков, высота полуволны которых равномерно уменьшается от линии разъема валков для линии, разделяющей выпуск и центральную часть калибра. Новым является то, что образующая центральной части калибра валка выполнена по синусоиде с изменяющейся по длине ручья высотой волны от 0,4 до 1,2 овальности ручья, причем изменение высоты волны в продольном сечении валка осуществляется также по синусоиде с шагом не более 1/2 длины дуги захвата и не менее шестикратной высоты волны. 2 табл. , 5 ил.
ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ, содержащий бочку с ручьем с волнообразной образующей с шагом, равным 1/2 или 1/3 периметра ручья, состоящей из центральной части и выпусков, высота полуволны которых равномерно уменьшается от линии разъема валков до линии, разделяющей выпуск и центральную часть калибра, а сумма высот полуволн равна половине разности ширины и высоты калибра, отличающийся тем, что, с целью улучщения условий захвата и повышения качества труб, образующая центральной части калибра валка выполнена по синусоиде с изменяющейся по длине ручья высотой волны от 0,4 до 1,2 овальности ручья, причем изменение высоты волны в продольном сечении валка осуществляется также по синусоиде с шагом не более 1/2 длины захвата и не менее шестикратной высоты волны.
