Изобретение относится к прокатному производству и может быть использовано при нанесении твердой смазки на поверхность ручьевого калибра прокатного валка.
Известно устройство для подачи и нанесения твердой смазки на поверхность ручьевого калибра, состоящее из магазина, расположенных в нем брикетов твердой смазки и пружины, а также толкателя [1].
Недостатком конструкции является сложность и громоздкость устройства, не позволяющее в ряде случаев вписываться в рабочее пространство клетей прокатного стана, а также неравномерные усилия прижатия брикета к поверхности ручьевого калибра в процессе выработки брикета.
Известно устройство, содержащее полый корпус, стенки которого со стороны, обращенной к валку, спрофилированы под ручей валка, а противоположной к валку - спрофилированы под ручей валка, а противоположной стороны герметично закрытый крышкой, размещенный внутри корпуса брикет смазки и систему подачи охлаждающей жидкости под давлением в полость корпуса между крышкой и брикетом [2].
Основной недостаток известного устройства состоит в том, что в устройстве используется брикет круглой формы поперечного сечения, причем обязательным условием работы устройства является калибрование брикета под внутренний диаметр цилиндрического корпуса с жестким допуском.
Целью изобретения является повышение надежности работы, уменьшение износа калибра и расхода смазки.
Это достигается тем, что предлагаемое устройство снабжено калиброванной по внутреннему контуру корпуса пластиной, размещенной в полости корпуса с зазором между их боковыми поверхностями, опирающейся на нерабочую торцовую поверхность брикета смазки.
Кроме того, по периметру корпуса на уровне горизонтальной плоскости, проходящей через реборды валка, выполнены отверстия, корпус снабжен упорами в виде винтов, пропущенных через упомянутые отверстия, при этом длина выступающей части винтов превышает величину зазора между пластиной и корпусом, а пластина соединена с крышкой гибкой связью.
Наличие калиброванной пластины в устройстве позволяет обеспечить высокую надежность в работе: при подаче под избыточным давлением охлаждающей жидкости в устройство часть ее проходит в кольцевой зазор между калиброванными стенками пластины и цилиндра с образованием турбулентного потока. Поскольку толщина пластины несоизмерима мала в сравнении с высотой брикета и боковые стенки ее не имеют пористости, то соответственно мало сопротивление потоку охлаждающей жидкости на коротком участке преодоления зазора. Поэтому высокая скорость потока на данном участке практически не снижается и достаточна для проталкивания мелкодисперсных взвешенных частиц. Вследствие этого засорения зазора и "заклинивания" брикета не происходит, устраняется причина остановок стана, необходимость очистки устройства от грязи, выбивание заклиненных брикетов, работа клети вхолостую без подачи смазки в очаг деформации. Тем самым повышаются производительность и качество изделий, уменьшается износ калибра.
При размещении внутри калиброванной под внутренний диаметр цилиндра пластины последняя выполняет функцию поршня в кинематической паре корпус-цилиндр, брикет-поршень, при этом представляется возможность использовать некалиброванные брикеты с большими минусовыми отклонениями от диаметра цилиндра.
Это исключает необходимость проведения трудоемких, периодически повторяющихся подготовительных работ при зарядке устройства, связанных с подгонкой калиброванной пары цилиндp - брикет (операции обдирки, зачистки, обточки, отсортировки брикетов со сколотой боковой поверхностью и т.д.). Более того, поскольку калиброванная пластина выполняет в устройстве функцию поршня, то для работы устройства можно использовать брикеты любых форм поперечных сечений. Это обстоятельство позволяет использовать брикеты наиболее рациональных форм, выбранных по условиям равномерного нанесения смазочного слоя на поверхность данного калибра при минимальном расходе смазки, и отказаться от использования брикетов круглого сечения, как наиболее нерациональных и неэкономных.
Достаточным условием нормальной работы устройства с использованием калиброванной пластины и брикетов различной формы поперечного сечения является центровка или фиксация брикета внутри цилиндра. Наиболее простой способ фиксации - это выполнение поперечного сечения брикета таким, чтобы она имела касание стенок цилиндра по периметру - в нескольких точках (не менее чем в 2-х). В этом случае исключаются смещения, перекосы, выпадения сформированного слитка из ручья, возможные при остановках стана и отключении охлаждающей жидкости в устройстве.
В предлагаемом устройстве вместо брикета круглого сечения используют, например, брикет прямоугольного сечения, сторона которого равна ширине калибра. В данном случае, очевидно, достигается более равномерное нанесение смазочного слоя на поверхность калибра, так как и вершина и выпуски калибра имеют значительную и примерно равную протяженность контакта с брикетом.
В предложенной конструкции устройства имеется гибкая связь (канатик) между крышкой и пластиной, благодаря которой предотвращается контакт пластины с ребордами валка при максимальном механическом истирании брикета. В процессе работы устройства расстояние между крышкой и пластиной по мере истирания брикета увеличивается и запас гибкой связи уменьшается. При полном истирании брикета и достижении пластиной критической отметки - уровня реборд валка канатик натягивается и ограничивает пластину от дальнейшего перемещения в направлении валка несмотря на действующее на нее усилие от давления охлаждающей жидкости.
Этим предотвращается контакт пластины с валком и возможность ее разрушения.
Кроме того, на профилированных стенках цилиндрического корпуса выполнены отверстия, в которые ввернуты винты. Поверхность винтов касается горизонтальной плоскости, проходящей через реборды валка, а торцы винтов выступают над внутренней поверхностью цилиндрического корпуса на величину, большую допуска калиброванной пары пластина - цилиндр. При полном истирании брикета пластина "садится" на выступающие над внутренней поверхностью цилиндра концы винтов. Тем самым также ограничивается ее перемещение в направлении валка и предотвращается разрушение.
Наличие в устройстве калиброванной пластины дает возможность изменять не только форму используемого брикета, но также и форму контейнера, выполняющего функцию цилиндра. Действительно, при прокатке например листовой стали износ валков происходит по кромкам. В этом случае наиболее целесообразно установить устройство с прямоугольной формой контейнера, вложить в него один или несколько брикетов прямоугольной формы, наложить калиброванную по форме контейнера пластину, закрыть контейнер крышкой и подать под давлением охлаждающую воду. При этом в зависимости от закономерности износа валков равномерность нанесения смазки можно комбинировать как формой контейнера, так и формой брикетов. Изготовление калиброванной пластины в данном случае не представляет технической трудности и "заклинивание" брикетов в контейнере исключается. Таким образом, расширяются технологические возможности работы устройства.
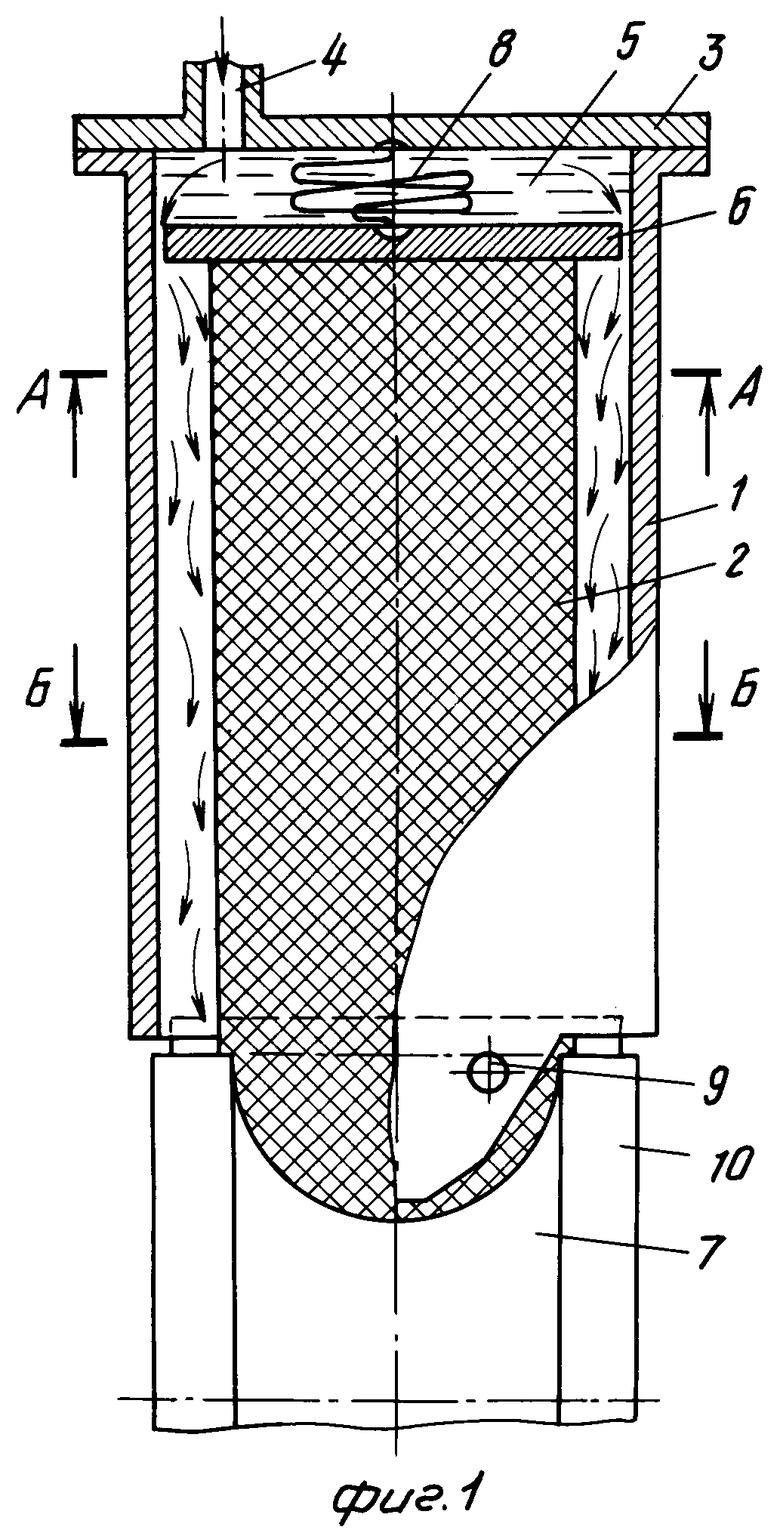
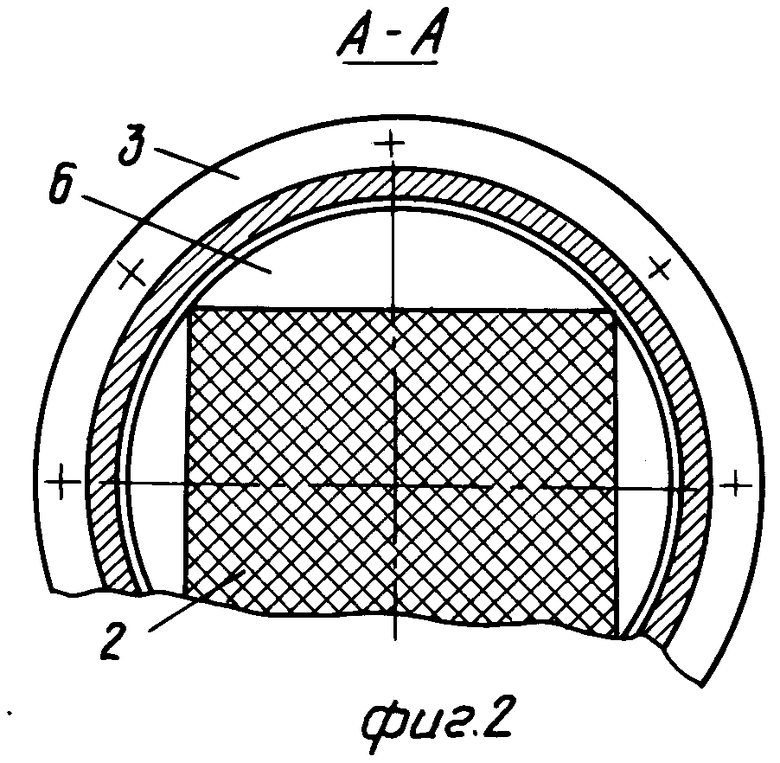
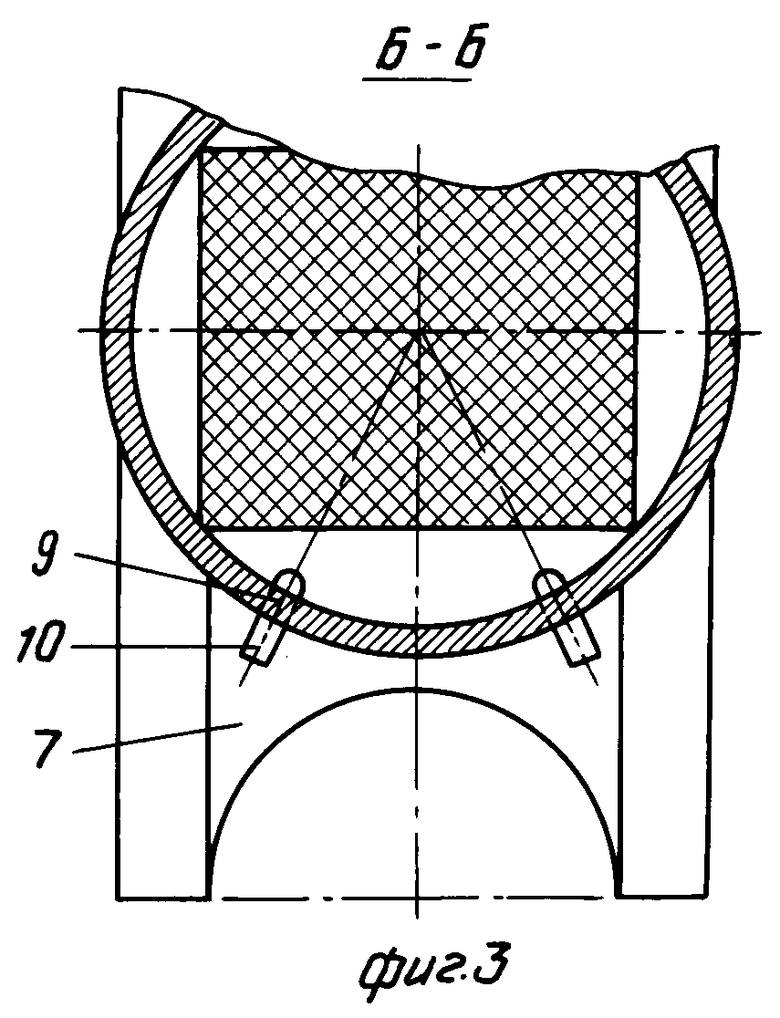
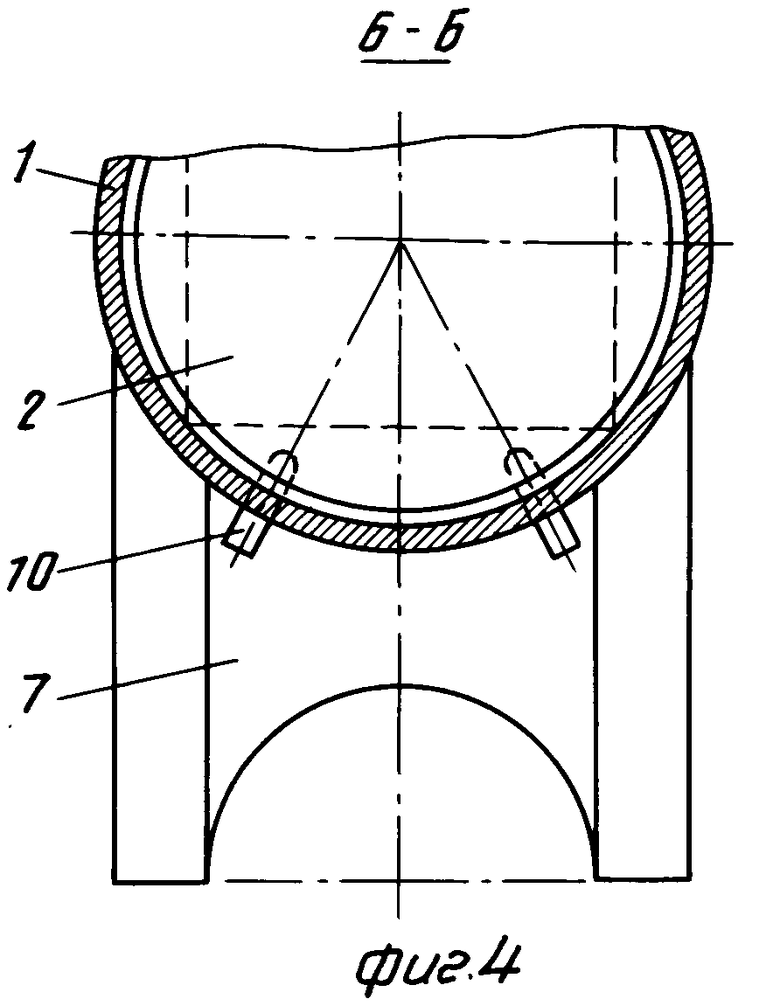
На фиг. 1-4 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 и 4 - разрез Б-Б на фиг.1.
Устройство состоит из корпуса-цилиндра 1 с размещенным внутри него брикетом 2 твердой смазки, герметически закрытого крышкой 3 с системой 4 подвода охлаждающей жидкости 5, калиброванной пластины 6, связанной гибкой связью 8 с крышкой, ручьевого калибра 7, отверстий 9, выполненных в спрофилированных стенках корпуса цилиндра с винтами-стопорами 10.
В исходном состоянии брикет твердой смазки вложен в цилиндрический корпус, при этом один из торцов брикета упирается в калибр валка 7, а на другой наложена калиброванная пластина 6. Корпус закрыт герметически крышкой 3, в которую вмонтирована система подвода охлаждающей жидкости. Пластина 6 и крышка 3 соединены гибкой связью 8.
Поперечное сечение корпуса 1 выполнено круглым (см.фиг.2) как наиболее технологичное в изготовлении и эксплуатации. Поперечное сечение пластины 6 выполнено круглым и калиброванным с внутренним диаметром цилиндра корпуса с минусовым допуском в пределах 0,10-0,25 мм (см.фиг.2). Поперечное сечение брикета 2 выполнено некалиброванным и некруглым, например в форме прямоугольника (см. фиг. 2,3). Такая форма брикета является в первом приближении наиболее рациональной для равномерного нанесения смазочного слоя и экономного расхода смазки при прокатке в круглом калибре. Брикет центрирован внутри цилиндрического корпуса посредством касания его внутренней поверхности в четырех точках (фиг.2, 3).
Толщина пластины выбирается из условия обеспечения гарантированной жесткости при действии на нее усилия со стороны охлаждающей жидкости. Экспериментально установлено, что толщина пластины должна составлять 2-5% ее диаметра. Пластину изготавливают из инертных водостойких материалов: коррозионностойкая сталь, пластмасса, текстолит, графит, стекло и пр. Гибкая связь (канатик) 8 уложена произвольно в пространстве между крышкой 3 и пластиной 6 (фиг.1). Стопорные винты 10 выступают над внутренней поверхностью цилиндрического корпуса на 1,0-1,5 мм (фиг.3).
Работа устройства осуществляется следующим образом: при прокатке через систему подвода охлаждающей жидкости 4 в пространство между крышкой 3 и пластиной 6 подают охлаждающую жидкость с избыточным давлением. Давление охлаждающей жидкости передается пластине 6 с усилием Р = рS, где:
р - удельное давление жидкости в устройстве;
S - площадь пластины.
Пластина 6 передает усилие брикету 2 и прижимает его к поверхности калибра 7 (см.фиг.1). При вращении валка брикет 2 наносит на поверхность калибра 7 слой твердой смазки. Часть охлаждающей жидкости с напором и большой скоростью проходит кольцевой зазор между стенками цилиндра и пластины 6, вместе с находящимися в ней мелкодисперсными частицами проходит далее через цилиндр устройства, попадает на валок и охлаждает его. Так как толщина пластины 6 несоизмеримо мала в сравнении с высотой брикета 2, а боковая поверхность не имеет пористости и шероховатости, как у брикета, то скорость потока охлаждающей жидкости на данном коротком участке практически не снижается, поэтому мелкодисперсные частицы мазута, окалины, проталкиваются и уносятся вместе с охлаждающей водой. Засорения зазора и "заклинивания" брикета не происходит. Даже в случае использования охладителя с большим количеством взвешенных частиц и при наличии засорения зазора грязью, "заклинивание" исключается, так как образовавшаяся в результате засорения площадь контакта пластины с поверхностью цилиндра настолько незначительна, что усилия, передаваемые охладителем пластине, достаточны для перемещения ее к валку.
В процессе прокатки по мере расхода брикета 2 пластина 6 перемещается вместе с торцом брикета в направлении к валку, при этом увеличивается расстояние между крышкой 3 и пластиной 6 и гибкая связь 8 (тросик) между ними выбирается. При предельном износе брикета 2 расстояние между крышкой 3 и пластиной 6 достигает критической величины, гибкая связь 8 натягивается и ограничивает ход пластины 6, предохраняя последнюю от контакта с валком и разрушения. Если тросик соединен с сигнальным устройством, то обслуживающий персонал получает информацию о полном износе брикета и необходимости зарядки устройства новым.
Ход пластины 6 к валку 7 также ограничивается посредством винтов 10, вкрученных в отверстия 9, просверленные в спрофилированной стенке корпуса цилиндра 1. Действительно, при полном расходе брикета пластина 6, достигнув крайнего положения, ложится всей плоскостью на винты 10 (фиг.1), поверхность которых проходит через горизонтальную плоскость, касающуюся реборд валков, и ход пластины 6 в направлении к валку 7 прекращается. Крайнее положение пластины 6, лежащей на винтах 10, выступающих над внутренней поверхностью цилиндра 1 на величину, большую чем зазор между цилиндром 1 и пластиной 6, изображено на фиг.4.
Предлагаемое устройство для подачи твердой смазки на поверхность калибра опробовано в условиях прокатки труб из стали ШХ-15 размером 73 х 12 мм в горячем состоянии на чистовой группе клетей 18-клетьевого редукционно-калибровочного стана ТПA 50-200 Волжского трубного завода.
В чистовую клеть редукционного стана с валками, на которых был нарезан круглый ручьевой калибр шириной 73,6 мм, были установлены устройства для подачи твердой смазки. От общего трубопровода в крышки каждого из устройств была подсоединена система подачи охлаждающей воды. В корпус устройств были вложены брикеты твердой смазки прямоугольной формы размером 75 х 100 мм. Внутренний диаметр цилиндрического корпуса составлял 125 мм. Между торцом брикета и крышкой были вложены калиброванные под внутренний диаметр цилиндра пластины диаметром 124,5 мм и толщиной 5 мм, изготовленные из коррозионно-стойкой стали 10Х18НОТ. Высота брикета составляла 210 мм. Нижняя часть брикета, обращенная к валку, была выполнена в виде усеченного конуса под калибр валка.
На другой торец брикета была наложена калиброванная пластина. Центральное положение брикета в цилиндрическом корпусе было зафиксировано посредством касания гранями прямоугольного поперечного сечения брикета стенок цилиндра в четырех точках. В таком виде клеть была установлена в чистовую группу редукционного стана. После установки производилось подключение системы охлаждающей жидкости, и клеть была готова к работе. В качестве охлаждающей жидкости использовали техническую воду под давлением 1,2 атм.
В процессе прокатки под давлением охлаждающей воды на брикет твердой смазки через калиброванную пластину передавалось усилие, благодаря которому он прижимался к шероховатой поверхности калибра.
При вращении валков в результате истирания брикета на поверхность калибра наносился слой твердой смазки, являющийся разделительным слоем между контактными поверхностями валка и прокатываемого металла.
После окончания прокатки систему подачи охлаждающей воды отключали, валки останавливали и клеть с устройствами вынимали из стана. Перед следующей прокаткой производили подзарядку брикетов. Затем клеть с испытуемыми устройствами устанавливали в линию стана и процесс прокатки повторяли.
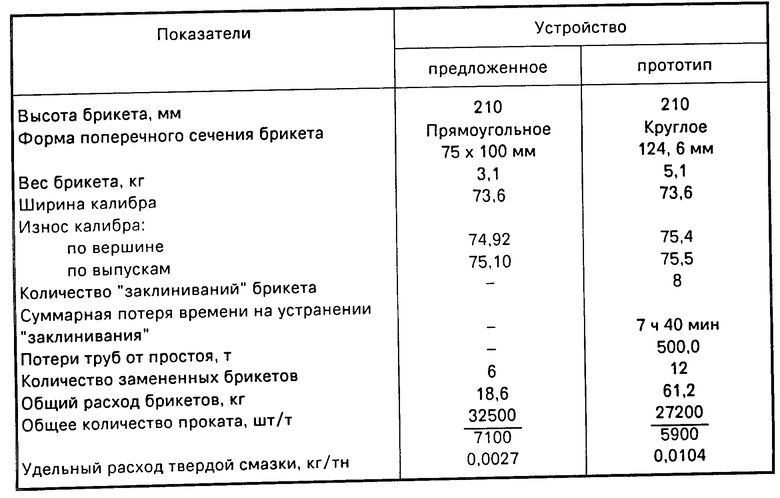
Определение эффективности работы устройства предложенной конструкции осуществляли в сравнении с работой устройства-прототипа. Прокат вели до полного износа калибра, определяемого по количеству прокатных труб с размером по наружному диаметру в поле допуска, определяемому ГОСТом.
Результаты сравнительных испытаний представлены в таблице. Из данных таблицы следует, что при прокатке в клети, оборудованной устройством для подачи смазки предлагаемой конструкции использовался брикет прямоугольного сечения размером 75 х 100 мм, выбранный по условию равномерного и экономного нанесения смазочного слоя на данный калибр вместо круглого диаметром 125 мм в устройстве-прототипе. Вес брикета в предлагаемом устройстве 3,1 кг, в устройстве-прототипе 5,1 кг (при одинаковой высоте брикета). В процессе прокатки с использованием предложенного устройства не было отмечено ни одного случая "заклинивания" брикета, и за кампанию было заменено восемь брикетов. При прокатке с использованием устройства-прототипа было отмечено шесть "заклиниваний" брикета с прекращением нанесения смазочного слоя на калибр. При этом в результате остановки стана, связанной с необходимостью очистки устройства и внеплановой замены брикетов, было потеряно 7 ч 40 мин рабочего времени и недокатано 500 т труб. Удельный расход смазки составил при работе предложенного устройства 0,0027 кг/т, при работе устройства - прототипа 0,0104 кг/т. Всего прокатано было при работе калибра с предложенным устройством подачи смазки 7100 т труб до предельного износа калибра, при работе клети с устройством-прототипом - 5900 т, т.е. стойкость калибра повысилась на 17,0% .
Таким образом использование данного технического решения дает возможность повысить надежность работы устройства за счет исключения "заклинивания" брикета в цилиндре; исключить необходимость калибрования пары цилиндр - брикет-поршень; использовать брикеты требуемой для прокатки в данном калибре формы поперечного сечения; увеличить производительность стана; уменьшить износ калибра на 17,0%; снизить удельный расход смазки в 3,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ НА ВАЛКИ ТВЕРДОЙ БРИКЕТИРОВАННОЙ СМАЗКИ | 1992 |
|
RU2013145C1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
| Клеть для продольной прокатки | 1991 |
|
SU1785450A3 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Устройство для подачи смазки на валки | 1989 |
|
SU1664432A1 |
Использование: повышение надежности работы устройства для нанесения смазки, уменьшение износа калибра, снижение удельного расхода смазки в прокатном производстве при нанесении твердой смазки на поверхность ручьевого калибра прокатного валка. Сущность: устройство для нанесения твердой смазки на поверхность ручьевого калибра, состоящее из цилиндрического корпуса с размещенным внутри него брикетом твердой смазки, закрытого с одной стороны крышкой, и системы подачи в пространство между крышкой и брикетом охлаждающей жидкости под давлением, снабжено калиброванной по форме внутреннего диаметра цилиндрического корпуса пластиной, расположенной между крышкой и торцом брикета. Пластина соединена с крышкой гибкой связью, ограничивающей ее перемещение к валку при максимальном истирании брикета. На профилированных стенках цилиндрического корпуса выполнены отверстия с винтами, поверхность которых касается горизонтальной плоскости, проходящей через реборды валка, и выступающими над внутренней поверхностью цилиндра на величину, большую до пуска калиброванной пары пластина-цилиндр. 1 з.п. ф-лы, 4 ил. 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи смазки на валки | 1989 |
|
SU1664432A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
