Электрогидроимпульсный станок предназначен для использования в отраслях промышленности, занимающихся изготовлением твердосплавного и алмазного инструмента, фильер, волоков, ювелирных изделий из камней и т.д.
В настоящее время большую сложность представляет сверление отверстий, особенно малого диаметра в сверхтвердых материалах. Для этого используются сверлильные станки с алмазными сверлами, ультразвуковые сверлильные станки, сверление сфокусированным лазерным лучом, электрохимическое и электроэрозионное сверление. Но все эти способы имеют небольшую производительность, не могут сверлить отверстия глубиной в несколько десятков сантиметров. Применяемое оборудование часто сложно по конструкции и требует квалифицированного обслуживания. Сверление лазерным лучом создает опасность для обслуживающего персонала и требует больших затрат энергии.
При разработке станка ставилась задача увеличения производительности в несколько сот раз при относительно простой конструкции применяемого оборудования, небольшого веса, безопасности и удобства в обслуживании и ремонте, малой потребляемой энергии и экологической чистоте.
Для этого предлагается станок, использующий эффект Юткина Л.А. электрогидравлического удара, возникающего в жидкости при пропускании через нее мощного электрического импульса. При этом вокруг зоны электрического разряда в жидкости возникает сверхвысокое гидравлическое давление, могущее выполнять полезную работу. В предлагаемом станке этого давление толкает поршень большого диаметра, а тот, в свою очередь, жестко связанный с ним поршень малого диаметра, вытесняющий воду из рабочей полости. Так как на большой поршень и связанный с ним малый действует одно и то же усилие, а площадь малого поршня во много раз меньше площади большого, то давление жидкости в рабочей полости будет во столько раз больше давления в разрядной полости, во сколько раз площадь малого поршня меньше площади большого. Таким способом давление с 0,5-1,0 кбар в разрядной полости может быть повышено до 10-20 кбар в рабочей полости (полости мультипликатора). Таким давлением вода выбрасывается из сопла со скоростью до 2 км/сек. Попадая в деталь, струя создает давление в сотни кбар в месте удара. Ни один материал не может противостоять такому давлению и раздается в стороны под напором воды, которая под таким давлением приобретает свойства несжимаемой монолитной спицы. Происходит мгновенное прошивание любого материала толщиной до 20-30 см в зависимости от его прочности и энергии струи. Диаметр прошиваемых отверстий от 0,1 до 1,5 мм. Используемые в настоящее время устройства, обрабатывающие материалы водной струей, используют для ее создания специальные насосы, создающие высокое давление, и в отличие от предлагаемого станка не могут прошивать отверстия в сверхтвердых материалах, так как скорость выбрасываемой струи воды не превышает 300-600 м/сек. Кроме того, для прошивания отверстий необходимо мгновенное достижение рабочего давления, чего насосы обеспечить не могут.
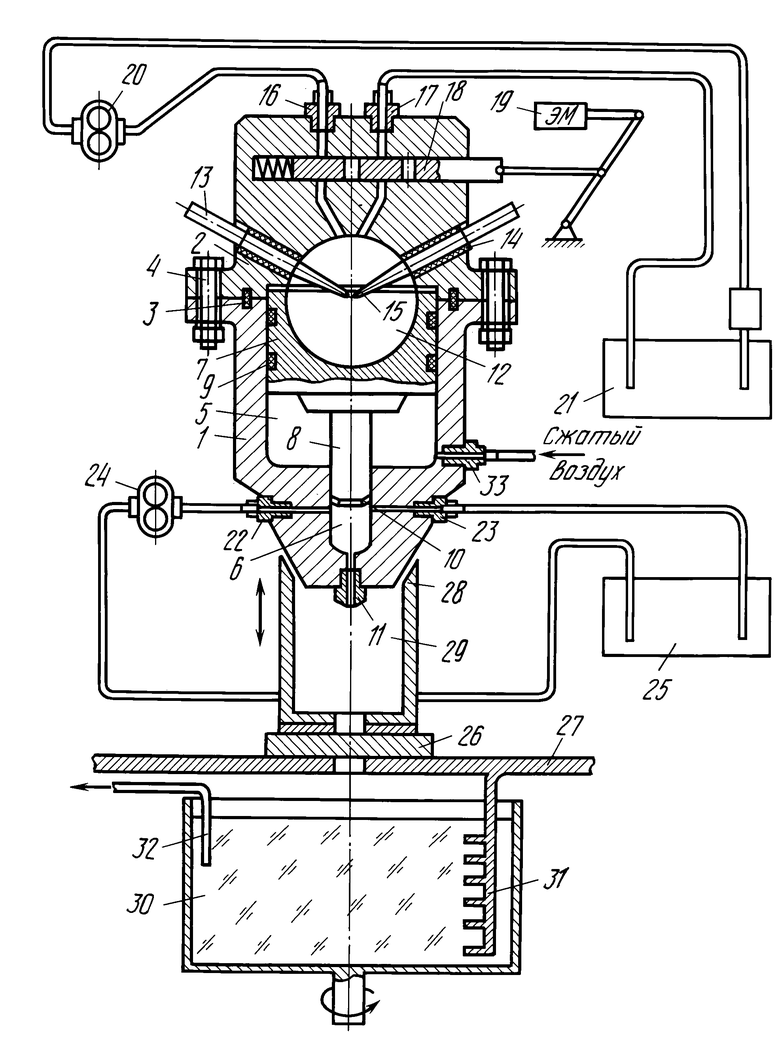
На чертеже показан станок.
Станок состоит из корпуса 1 и крышки 2 корпуса. Корпус и крышка стянуты между собой через прокладку 3 шпильками 4. Внутри корпуса имеются два цилиндра: основной 5 и цилиндр 6 мультипликатора. Внутри этих цилиндров перемещаются 2 поршня, непосредственно связанные друг с другом, основной поршень 7 и поршень 8 мультипликатора. Основной поршень имеет два уплотнительных кольца 9, а поршень мультипликатора одно самоуплотняющееся кольцо 10. В нижнюю часть корпуса ввернуто сопло 11, через которое выбрасывается струя воды. Крышка корпуса имеет внутри полусферическую выемку, образующую с такой же выемкой в днище основного поршня разрядную полость 12. В крышку корпуса ввернуты два металлических электрода 13, изолированных от крышки с помощью изоляторов 14. Концы электродов образуют разрядный промежуток 15 в геометрическом центре разрядной полости. В крышке корпуса имеются два канала: подводящий воду от насоса в разрядную полость 12 и отводящий 17 газы и воду от разрядной полости. Открываются и закрываются эти каналы с помощью золотника 18, управляемого электромагнитом 19. Вода подается в разрядную полость насосом 20 из бака 21, а избыток воды возвращается обратно в бак через отводящий канал 17. В цилиндре 6 мультипликатора тоже имеются подводящий канал 22, через который он заполняется водой, подаваемой насосом 24, и отводящий канал 23, через который избыток воды отводится в бак 25, из которого вода снова забирается насосом. При этом создается замкнутый контур движения рабочей жидкости. Обрабатываемая деталь 26 устанавливается на рабочий стол 27 и прижимается к нему экраном 28, служащим для защиты от случайного рассеивания режущей струи 29. Струя, пробившая обрабатываемую деталь, гасится в ловителе 30, заполненном мелкой галькой в смеси с резиновой крошкой, песком и водой. Ловитель медленно вращается вокруг вертикальной оси, а гребенка 31 перемешивает насадку ловителя. Избыток воды из ловителя удаляется через трубку 32, очищается фильтрами и используется повторно. Через отверстие 33 в корпусе 1 сжатым воздухом после окончания рабочего цикла поршни 7 и 8 возвращаются в исходное положение.
Станок работает следующим образом.
Во время зарядки конденсаторной батареи, от которой импульс тока поступает на электроды 13, электромагнитом 19 открывается золотник 18 и вода от насоса 20 поступает по каналу 16 в разрядную полость 12. После заполнения полости избыток воды уходит через канал 17 в питающий бак 21. Так как поршень 8 находится в верхней точке, подводящий канал 22 цилиндра 6 мультипликатора открыт и вода насосом 24 подается в него из бака 25. После полного заполнения цилиндра 6 избыток воды через канал 23 уходит обратно в бак 25. После заряда конденсаторной батареи и заполнения всех полостей золотник 18 перекрывает каналы 16 и 17, герметизируя разрядную полость. На рабочий стол станка 27 устанавливается деталь 26 и сверху прижимается экраном 28, после чего станок готов к работе. Нажатием кнопки на пульте управления подают импульс тока на электроды 13. Электрический разряд, возникающий в жидкости, заполняющей разрядную полость 12, мгновенно поднимает в ней давление от 0,5 до 1,0 кбара. Под действием этого давления основной поршень 7 и связанный с ним поршень мультипликатора 8 движутся вниз. В самом начале движения поршень мультипликатора 8 перекрывает подводящий 22 и отводящий 23 каналы, и вода может выходить только через сопло 11. Благодаря малому диаметру сопла и быстрому движению поршня давление в цилиндре 6 мультипликатора за несколько микросекунд поднимается до 20 кбар и выше. Струя воды, выбрасываемая под таким давлением, ударяя в обрабатываемую деталь, мгновенно прошивает ее и гасится в ловителе 30. После окончания рабочего цикла электромагнит 19 открывает золотник 18, причем отводящий канал 17 открывается чуть раньше, чем подводящий 16, и газы уходят наружу. После открытия золотника через отверстие 33 в корпусе 1 подается сжатый воздух, поднимающий оба поршня 7 и 8 в исходное положение.
Проникающую способность струи можно значительно увеличить, для чего в воду добавляются вещества, снижающие ее вязкость и поверхностное натяжение. При этом одновременно достигается снижение износа сопла и увеличивается скорость истечения воды из него. Другой способ внесение в водяную струю абразивного порошка алмаза или боразона, что позволяет прошивать отверстия в алмазе. Для этого ниже сопла, точно по центру, расположена трубка с отверстием, большим диаметра вылетающей из сопла струи воды. Верхняя часть трубки имеет воронкообразное расширение, в которое сбоку через подводящую трубку сжатым воздухом подается абразивный порошок. За несколько сотых долей секунды до вылета струи из сопла сжатым воздухом подают абразивный порошок в воронку, который захватывается вылетающей струей, образуя абразивно-водяную смесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОРАЗРЫВА ПЛАСТА И ПОВЫШЕНИЯ ПРОНИЦАЕМОСТИ ГОРНЫХ ПОРОД И ОБОРУДОВАНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2211920C2 |
| ИСПЫТАТЕЛЬ ПЛАСТОВ | 1994 |
|
RU2082001C1 |
| Гидравлический клепальный станок | 1960 |
|
SU142139A1 |
| БЕСШАТУННЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2078943C1 |
| Гидравлический вертикальный протяжный станок непрерывного действия | 1931 |
|
SU44103A1 |
| Устройство для обеззараживания, дегельминтизации и перемещения сточных жидкостей | 1980 |
|
SU929161A2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ ЖИДКИХ УДОБРЕНИЙ В ПОЛИВНУЮ ВОДУ | 2012 |
|
RU2512179C2 |
| Гидравлический станок-качалка | 1973 |
|
SU487998A1 |
| Гидропривод устройства, преимущественно клепального станка | 1990 |
|
SU1805053A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
Использование: для прошивки отверстий тонкой струей воды, выбрасываемой из сопла под большим давлением со скоростью до 2 км/с. Сущность изобретения: струя воды выстреливается из сопла за несколько микросекунд, что обеспечивает малый расход воды. Для получения необходимых параметров режущей струи используется гидравлическое давление, возникающее в жидкости при возбуждении в ней электрического разряда. Это давление толкает основной поршень большого диаметра и жестко связанный с ним поршень мультипликатора, усиливаюшщего давление на рабочую жидкость в несколько десятков раз. При этом давление в полости мультипликатора нарастает практически мгновенно, так как электрический разряд длится единицы микросекунд, и за это время давление в разрядной полости и, соответственно, в полости мультипликатора, поднимается до рабочего. Обрабатываемая деталь прошивается струей за несколько десятков микросекунд независимо от толщины, чего невозможно достичь ни при одном из известных способов. 4 з. п. ф-лы, 1 ил.
| Устройство для термического разрушения и обработки твердого минерального материала | 1975 |
|
SU593916A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
