Изобретение относится к области производства сыпучих смесей с одновременным их увлажнением и может быть использовано в промышленности строительных материалов для приготовления стекольной шихты.
Процессы подготовки сырьевых материалов и их смешивание в однородную шихту являются одними из ответственных технологических этапов производства стекла и изделий из него. Нарушения химического и гранулометрического составов компонентов шихты, влажности шихты, точности взвешивания компонентов являются причиной появления пороков в стекле, увеличения боя, снижения выпуска годной продукции и производительности труда. Одним из существенных факторов, влияющих на качество шихты, является время смешивания компонентов. Для разных типов смесителей оптимальное время перемешивания компонентов шихты определяется либо путем математического моделирования, либо практическим путем и составляет 2,5 - 4 мин. В результате смешивания компонентов смеси должна быть получена однородная масса. При этом масса считается однородной, если пробы, отобранные из разных ее мест, содержат отдельные компоненты в одинаковых процентных соотношениях.
Однородность готовой смеси, и в частности, стекольной шихты, при выбранной конструкции смесителя и постоянстве химико-механических свойств исходных материалов не всегда зависит только от времени смешивания, что больше характерно для приготовления бетонных смесей.
В производстве стекольной шихты в основном используется 5 - 7 основных компонентов и добавки для придания стеклу определенных свойств. Основные компоненты стекольной шихты включают легкосыпучие материалы (песок, полевой шпат, пегматит) и комкующиеся компоненты (сода, сульфат, доломит). При одновременной подаче легкосыпучих и комкующихся компонентов стекольной шихты в смеситель и их увлажнении часто наблюдается прямое попадание воды на комкующиеся компоненты, это приводит к неравномерности перемешивания и комкованию шихты. Кроме того, малые добавки (уголь, окись железа, крокус, селитра, красители и пр.) при таком способе приготовления шихты могут попасть в зону скомкованных компонентов и не перемещаются равномерно по всему объему смесителя по окончании заданного времени смешивания. Поэтому оптимизация в времени смешивания не гарантирует качества приготовленной шихты.
Известен способ приготовления бетонной смеси, включающей дозированную подачу основных компонентов и добавок в смеситель; перемешивание и увлажнение компонентов смеси; контроль за подвижность смеси в зависимости от потребляемой мощности электродвигателя смесителя; выгрузку смеси по достижении подвижности смеси номинального значения [1].
Недостатком данного технического решения по отношению к приготовлению стекольной шихты является то, что оно не учитывает возможность комкования отдельных компонентов при прямом контакте некоторого объема материала с водой. Кроме того, данный способ предусматривает одновременную подачу в смеситель и основных компонентов, и малых добавок с контролем за подвижностью смеси сразу же по окончании заполнения смесителя, что возможно только при производстве бетонной смеси, т.к. она имеет значительно большую влажность, содержит меньшее количество компонентов и легче и быстрее гомогенизируется. Данный способ не учитывает растянутый во времени (до 1,5 - 2 мин) процесс заполнения смесителя компонентами и предусматривает контроль за подвижностью смеси с учетом наличия всей дозированной массы материала в смесителе.
Наиболее близким техническим решением к изобретению является способ приготовления стекольной шихты, включающий дозированную подачу песка в смеситель и его увлажнение; дозированную поочередную подачу остальных компонентов по окончании операции увлажнения, контроль за заполнением смесителя, перемешивание компонентов и выгрузку готовой шихты по истечении заданного времени перемешивания [2].
Данное техническое решение позволяет повысить качество шихты за счет исключения комкования шихты, так как комкующиеся компоненты перемешиваются с увлажненным песком и отсутствует прямое попадание воды на соду и др. комкующиеся материалы. Однако оно предусматривает подачу добавок в смеситель либо сразу после увлажнения песка, либо с некоторой очередностью, что не всегда гарантирует равномерное распределение малых добавок по всему объему смеси, так как равномерность подачи комкующихся компонентов в смеситель может быть нарушена из-за меняющихся свойств материала (гранулометрия, влажность). Поэтому подача добавок в смеситель лишь с заданной выдержкой времени после начала перемешивания не всегда гарантирует необходимого качества шихты. Добавки целесообразнее подавать в предварительно перемешанную до определенного качества шихту.
Задачей изобретения является повышение качества перемешивания шихты.
Поставленная цель достигается тем, что способ приготовления стекольной шихты, включающий дозированную подачу легкосыпучих компонентов в смеситель и их увлажнение водой, поочередную подачу в смеситель основных комкующихся компонентов по окончании операции увлажнения, контроль за заполнением смесителя и временем перемешивания шихты, предусматривает измерение подвижности смеси после подачи в смеситель 75 - 90% от массы основных комкующихся компонентов и по достижении подвижности смеси номинального значения подачу добавок в смеситель.
Отличием предложенного технического решения от прототипа является то, что дополнительно измеряют подвижность смеси после подачи в смеситель 75 - 90% от массы основных комкующихся компонентов и по достижении подвижности смеси номинального значения осуществляют подачу добавок в смеситель.
В известных технических решениях подобный способ приготовления стекольной шихты отсутствует. Использование данного приема позволяет повысить качество смешивания шихты и ее однородность, что в конечном результате улучшает качество стекла.
На основании вышеизложенного можно сделать вывод о существенности отличий предложенного технического решения.
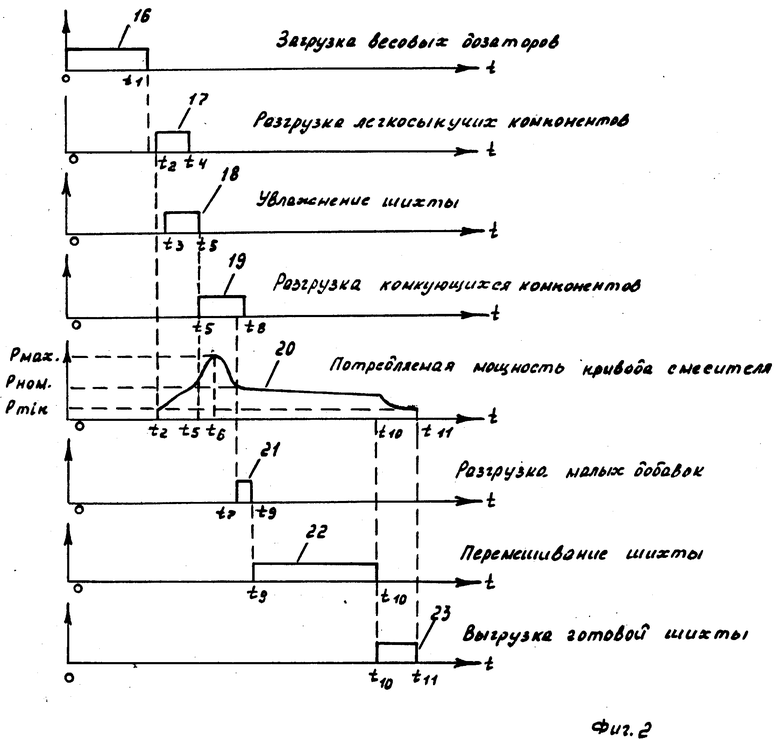
На фиг. 1 изображена блок-схема устройства, позволяющего реализовать способ приготовления стекольной шихты; на фиг. 2 - циклограмма процесса приготовления стекольной шихты.
Сущность данного способа поясняется через устройство для приготовления стекольной шихты, которое содержит четыре дозатора 11...14 комкующихся компонентов шихты; два дозатора 15, 16 малых добавок; два дозатора 17, 18 сыпучих компонентов шихты (в конкретном случае количество дозаторов может быть другим); датчики 21...28 веса дозируемых материалов; сборочный конвейер 3 (привод не показан); смеситель 4 с приводом 5; датчик 6 загрузки смесителя; выгрузочную заслонку 7 смесителя; насос 8 подачи воды в смеситель; датчик 9 наличия увлажнения шихты; блоки 101...108 управления загрузочными питателями (на чертеже не показаны) дозаторов 11...18; блоки 111...118 управления разгрузочными питателями (на чертеже не показаны) дозаторов 11... 18; блок 12 управления приводом сборочного конвейера 3; блок 13 управления приводом смесителя 4; блок 14 управления насосом 8 подачи воды в смеситель; блок 15 управления процессом приготовления шихты.
В качестве датчиков 21...28 могут быть использованы тензометрические датчики веса.
В качестве датчика 6 загрузки смесителя может быть использован трансформатор тока.
В качестве датчика 9 наличия увлажнения шихты может быть использован электроконтактный манометр.
В качестве блоков 101...108, 111... 118, 12...14 могут быть использованы тиристорные и магнитные пускатели.
В качестве блока 15 может быть использован микропроцессорный контроллер.
На циклограмме процесса приготовления стекольной шихты (фиг. 2) участок 16 изображает загрузку весовых дозаторов 11...18; участок 17 изображает разгрузку легкосыпучих компонентов; участок 18 изображает увлажнение шихты; участок 19 изображает разгрузку комкующихся компонентов; участок 20 изображает изменение потребляемой мощности привода 5 смесителя 4, характеризующее изменение подвижности смеси; участок 21 изображает разгрузку малых добавок; участок 22 изображает перемешивание шихты; участок 23 изображает выгрузку готовой шихты из смесителя.
Способ реализуется следующим образом. По команде блока 15 управления процессом приготовления шихты через блоки 13 и 12 включаются соответственно смеситель 4 и сборочный конвейер 3. После этого блок 15 формирует через блоки 101. .. 108 управления команды на включение питателей загрузки дозаторов 11. ..18. Начинается заполнение дозаторов компонентами стекольной шихты. Загрузка дозаторов происходит в интервале времени 0 - t1 и отображается участком 16 на циклограмме. Время загрузки обычно составляет 1,5 - 2 мин. По сигналам с датчиков 21...28 веса дозируемых материалов и в соответствии с заданным рецептом шихты в момент времени t1 загрузка дозаторов прекращается. После паузы времени 1... 3 с необходимой для успокоения весоизмерительной системы дозаторов 11. . . 18 в блоке 15 управления процессом приготовления шихты формируются команды, которые через блоки 117, 116 управления включают питатели разгрузки дозаторов 17...18 легкосыпучих компонентов (песок, полевой шпат). В момент времени t2 начинается разгрузка легкосыпучих компонентов - участок 17 на циклограмме. Через некоторое время необходимое, чтобы песок попал в смеситель, в момент t3 в блоке 15 управления процессом приготовления шихты формируется команда, которая через блок 14 управления включает насос 8 подачи воды в смеситель. Начинается перемешивание легкосыпучих компонентов с водой. Контроль за подачей воды в смеситель осуществляется блоком 15 с помощью датчика 9 наличия увлажнения шихты. Разгрузка легкосыпучих компонентов заканчивается в момент времени t4, а операция увлажнения - в момент времени t5 (участок 18 на циклограмме). По окончании увлажнения шихты в момент времени t5 блок 15 управления процессом приготовления шихты через блоки 111. ..114 включает питатели разгрузки дозаторов 11...14 комкующихся компонентов. Разгрузка комкующихся компонентов на увлажненные легкосыпучие компоненты позволяет получить качественное перемешивание шихты, исключает прямое попадание воды на комкующиеся компоненты и предотвращает комкование шихты.
Косвенное качество перемешивания и однородность смеси можно контролировать по нагрузке электродвигателя, вращающего лопасти смесителя. При включенном и пустом смесителе (момент времени t2) потребляемая мощность привода 5 смесителя 4 имеет минимальное значение Pmin. Измерение потребляемой мощности осуществляется по сигналу датчика 6 загрузки смесителя. После начала выгрузки легкосыпучих компонентов в смеситель и подачи воды потребляемая мощность привода начинает расти (участок t2 - t5 кривой 20) пропорционально количеству материала в смесителе. С момента времени t5 потребляемая мощность привода 5 смесителя 4 начинает расти быстрее и в момент t6 достигает своего максимального значения Pmax. Это объясняется тем, что при первоначальном контакте комкующихся компонентов с увлажненными легкосыпучими компонентами резко возникает сопротивление для перемешивающих лопастей. В интервале времени t5 - t6 смесь имеет неоднородный характер и представляет собой слои увлажненных легкосыпучих компонентов и слои комкующихся компонентов, частично перемешанных с увлажненными легкосыпучими материалами. Поэтому разгрузку малых добавок одновременно с разгрузкой комкующихся компонентов в смеситель делать нецелесообразно, так как они могут попасть в один из слоев перемешиваемой смеси и не распределиться равномерно по всему объему смесителя.
По мере разгрузки 75 - 90% комкующихся компонентов смесь становится более однородной и мощность привода 5 смесителя 4, затрачиваемая на вращение лопастей, снижается до номинального значения Pном. Это происходит в момент времени t7. В этот момент целесообразно начинать подачу малых добавок (участок 21 на циклограмме). Подвижность смеси может достигнуть значения Pном. и ранее, чем разгрузится 75 - 90% комкующихся компонентов. Это может произойти, если случается задержка в подаче комкующихся компонентов в смеситель (зависание соды в дозаторе, кратковременный аварийный останов и др.). Поэтому важно фиксировать Pном. именно после разгрузки 75 - 90% комкующихся компонентов в смеситель.
В интервале времени t7 - t9 смесь имеет достаточно однородный характер, поэтому 10 - 25% комкующихся компонентов и малые добавки легче перемешиваются и распределяются по всему объему смеси. Разгрузка малых добавок в смеситель также осуществляется по команде блока 15 управления процессов приготовления шихты после фиксации 75 - 90% разгрузки комкующихся компонентов и по достижении подвижности смеси номинального значения. Команды на включение питателей разгрузки дозаторов 15, 16 поступают через блоки управления 115, 116. Разгрузка комкующихся компонентов заканчивается в момент t8, а разгрузка малых добавок - в момент t9.
По окончании разгрузки всех компонентов в смеситель начинается отсчет заданного времени перемешивания, которое происходит в интервале t9 - t10 (участок 22 на циклограмме). В интервале t10 - t11 выгрузочная заслонка 7 смесителя открывается (участок 23 на циклограмме) и готовая смесь выгружается. Процесс приготовления шихты заканчивается. Следующий цикл происходит аналогично.
Таким образом, данный способ приготовления стекольной шихты позволяет повысить качество перемешивания смеси. Разгрузка комкующихся компонентов на увлажненные легкосыпучие компоненты смеси предотвращает комкование шихты, а подача малых добавок по достижении подвижности смеси номинального значения позволяет равномерно распределить добавки по всему объему смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2107044C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| СПОСОБ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1995 |
|
RU2085521C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2044696C1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 1997 |
|
RU2172722C2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2085522C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ШИХТЫ ДЛЯ ВАРКИ БЕСЦВЕТНОГО СТЕКЛА В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2020 |
|
RU2734574C1 |
| Система управления поточной линией для приготовления стекольной шихты | 1985 |
|
SU1276624A2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117640C1 |
Изобретение относится к области производства сыпучих смесей с одновременным их увлажнением. Предпочтительная область использования - промышленность строительных материалов, конкретно стекольная промышленность. Способ приготовления стекольной шихты включает дозированную подачу легкосыпучих компонентов в смеситель и их увлажнение водой, поочередную подачу в смеситель основных комкующихся компонентов и постоянный контроль за заполнением смесителя. Отличием способа от известных технологий является то, что дополнительно измеряют подвижность смеси после подачи в смеситель 75 - 90% от массы основных комкующихся компонентов и по достижении подвижности смеси номинального значения осуществляют подачу в смеситель остальных добавок. Использование данной технологии позволяет повысить качество перемешивания шихты. 2 ил.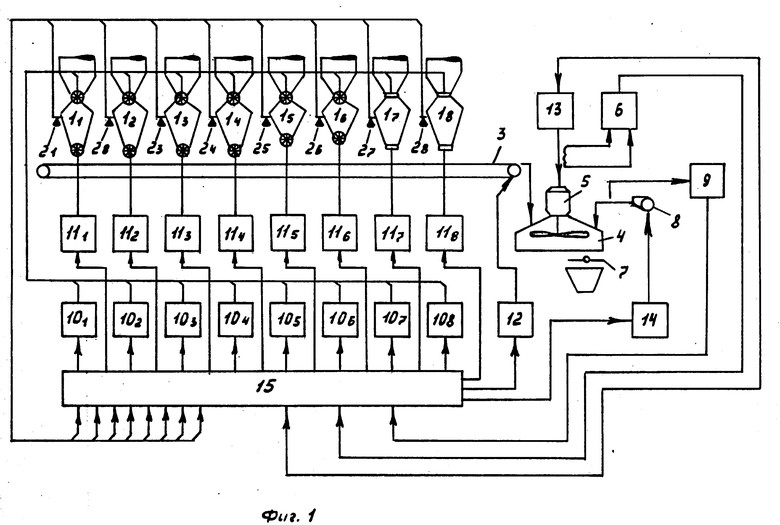
Способ приготовления стекольной шихты, включающий дозированную подачу легкосыпучих компонентов в смеситель и их увлажнение водой, поочередную подачу в смеситель основных комкующихся компонентов по окончании операции увлажнения, контроль за заполнением смесителя и временем перемешивания шихты, отличающийся тем, что дополнительно измеряют подвижность смеси после подачи в смеситель 75 - 90% от массы основных комкующихся компонентов и по достижении подвижностью смеси номинального значения осуществляют подачу добавок в смеситель.
| Тихонов А.Ф., Королев К.М | |||
| Автоматизированные бетоносмесительные установки и заводы.-М.: Высшая школа, 1990, с.86 и 87 | |||
| SU, авторское свидетельство, 1276624, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
