Изобретение относится к производству стеклоизделий и может быть использовано в электронной промышленности для изготовления экрана электронно-лучевых трубок, в частности, экрана с вваренными в его борта фиксаторами.
В связи с повышенными требованиями как по механической прочности, так и по надежности при сборке и эксплуатации, предъявляемыми в последнее время к экранам электронно-лучевых трубок с фиксаторными узлами, возникла необходимость так вести процесс изготовления экранов, чтобы перед варкой фиксаторов в экраны предварительно оценивать их согласованность со стеклом экранов по напряжениям, измеренным в образцах спаев.
Принятый в настоящее время способ оценки согласованности подбираемых для спаев стекол и металлов по значениям их ТКЛР не обеспечивает требуемого результата, так как низкая воспроизводимость результатов дилатометрических определений значений ТКЛР и отсутствие в стране единства дилатометрических измерений не позволяют сопоставлять результаты измерений ТКЛР стекол и металлов, полученные разными предприятиями, на уровне требуемой точности [1]
Наиболее близким по технической сущности и достигаемому результату к предложенному способу изготовления экрана электронно-лучевой трубки с фиксаторами является способ, включающий операцию оценки согласованности партий фиксаторов со стеклом путем определения поляризационно-оптическим методом напряжений, измеренных в образцах плоских спаев, которые изготавливают из пластинок стекла и ленты сплава, из которого изготавливают фиксаторы [2]
Недостатком известного способа изготовления экрана электронно-лучевых трубок является невозможность получения необходимой термомеханической прочности экранов и практического использования данных по оценке согласованности партий фиксаторов при подборке их для вварки в экраны из-за отсутствия требуемой точности, обусловленной разницей температурных условий изготовления плоских спаев при оценке согласованности фиксаторов (750оС) и вваркой их в экран (1200оС).
Кроме того, использование для вварки в экраны партий фиксаторов, прошедших оценку согласованности по способу-прототипу, при поддержании ТКЛР стекла экранов в пределах, регламентированных ОСТ 11.027.010-75, приводит к тому, что приблизительно 25% экранов, при значениях ТКЛР стекла экрана (96,1-96,5) ˙ 10-7 К-1, имеют напряжения растяжения в фиксаторных узлах экранов, что снижает их термомеханическую прочность.
Цель изобретения повышение термомеханической прочности экранов за счет получения в фиксаторных узлах экранов только напряжений сжатия.
Поставленная цель достигается тем, что перед вваркой фиксаторов изготавливают образец спая путем соединения при температуре 900оС металлического фиксатора каждой партии с вырезанной из стеклянного экрана пластинкой, предварительное определение согласованности производят по величине и виду напряжения в образце спая, а для вварки используют партии фиксаторов с напряжениями растяжения до +50 нм/см при значении температурного коэффициента линейного расширения стекла экрана (94,5-96,0) ˙ 10-7 К-1 и все партии фиксаторов с напряжениями сжатия, а также партии фиксаторов растяжения до +30 нм/см, при значении температурного коэффициента с напряжениями линейного расширения стекла экрана (96,1-96,5) ˙ 10-7 К-1.
Способ осуществляют следующим образом.
В стекловаренных печах производят варку стекла для формования из него экранов. Из стекла экранов с постоянной величиной ТКЛР=95,5 ± 0,2 ˙ 10-7 К-7 делают пластинки размером 6х6х18 мм. Затем пластинки укладывают в графитовую форму, а сверху пластинки устанавливают фиксаторы разных партий; форму с пластинками и фиксаторами помещают в лабораторную печь и нагревают печь до 900оС, подавая в нее газообразный азот. После этого печь охлаждают со скоростью не более 2о/мин до температуры нижней границы зоны отжига стекла экрана, а далее производят охлаждение образцов спаев с печью до комнатной температуры. После охлаждения измеряют напряжения в пластинках стекла образцов спаев с помощью полярископа-поляриметра.
Сопоставляя значения напряжений, полученные при оценке согласованности какой-либо партии фиксаторов с напряжениями, измеренными в фиксаторных узлах экранов, получают, что оптимальные напряжения сжатия в фиксаторных узлах экранов появляются, когда при значениях ТКЛР стекла экранов (94,5-96,0) ˙ 10-7 К-1 используют партии фиксаторов с согласованностью до +50 нм, а при значениях ТКЛР (96,1-96,5) ˙ 10-7К-1 с согласованностью до +30 нм.
В результате этого при поддержании ТКЛР стекла экранов в пределах, регламентированных ОСТ 11.027.010-75, за счет введения новой операции оценки согласованности со стеклом экранов каждой партии фиксаторов перед вваркой их в экраны, появляется возможность подбора, с учетом ТКЛР стекла экранов, партии фиксаторов, обеспечивающих получение оптимальных напряжений сжатия в фиксаторных узлах, что повышает их термомеханическую прочность.
Изобретение опробовано при изготовлении фиксаторных узлов экранов из партий с различной согласованностью.
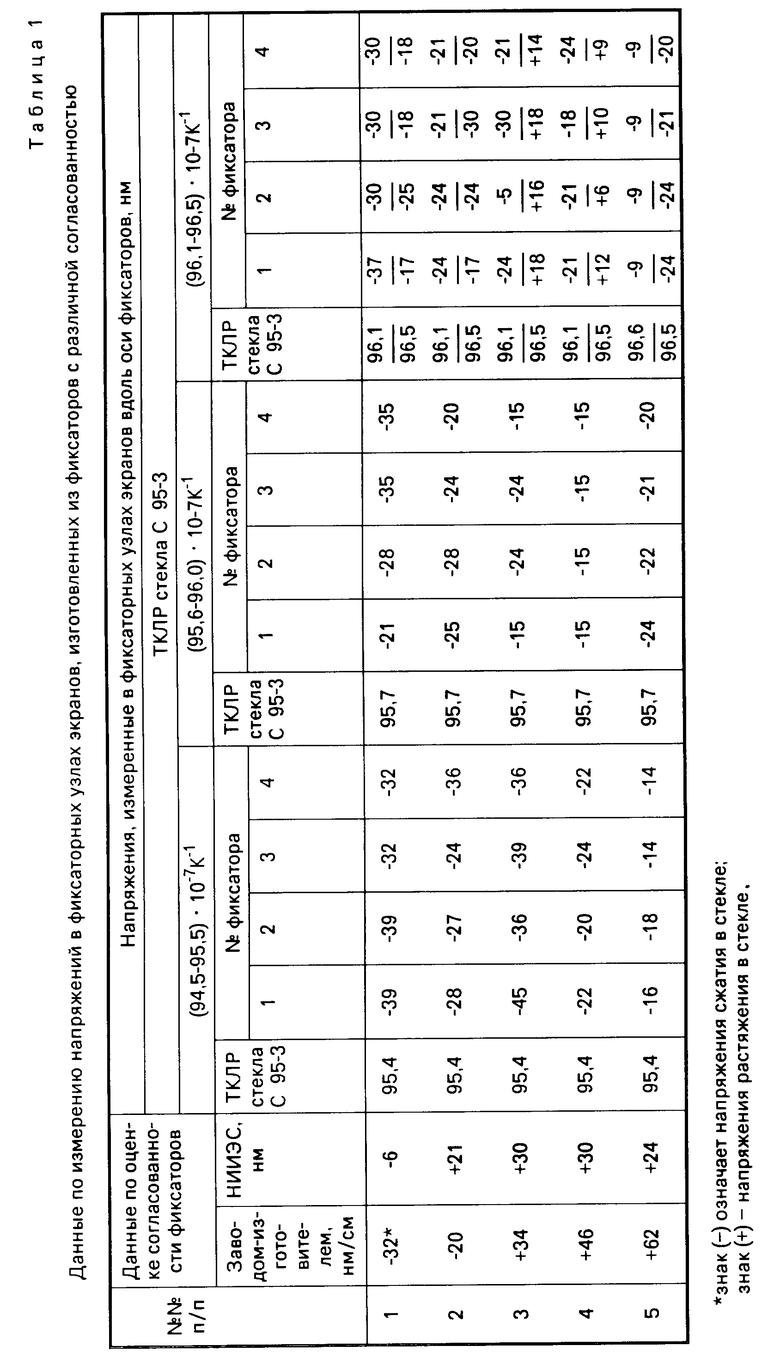
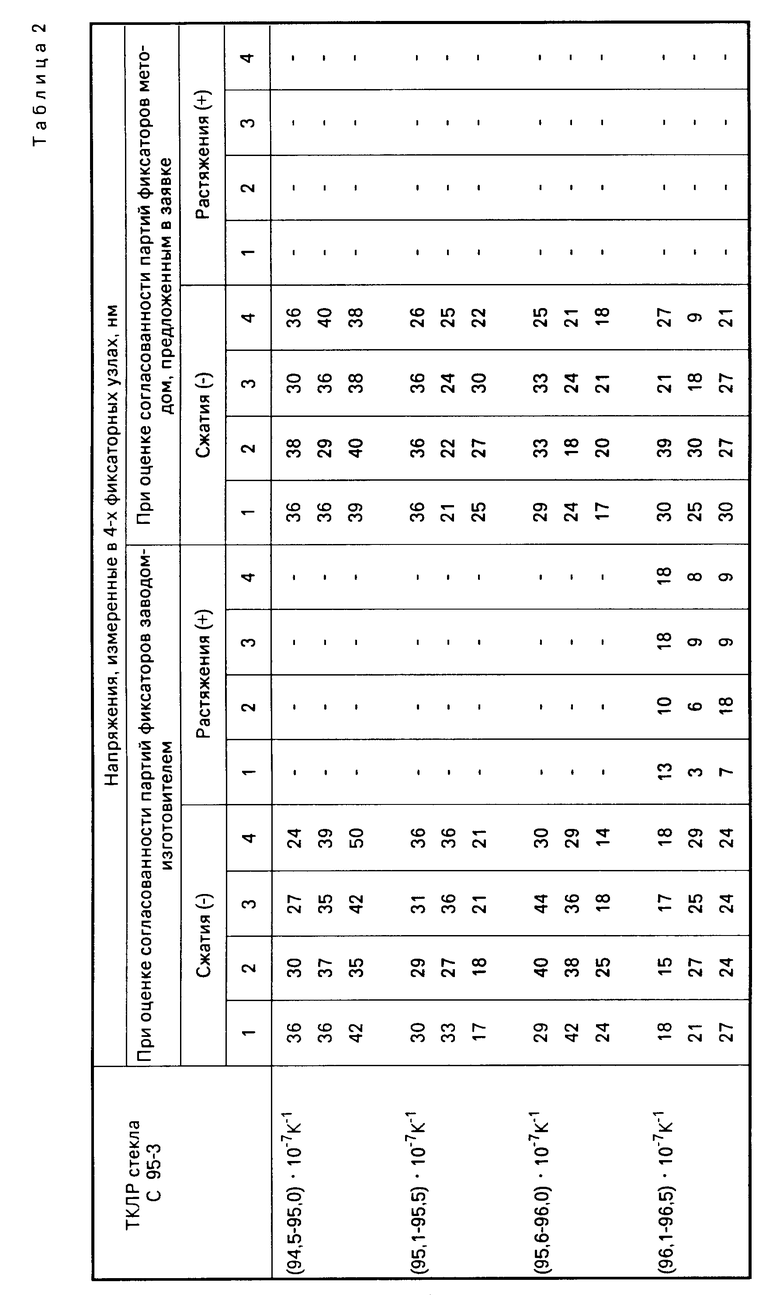
Результаты испытаний приведены в табл. 1 и 2.
При этом выявлено, что во всех фиксаторных узлах экранов имеются оптимальные напряжения сжатия и отсутствуют напряжения растяжения в отличие от напряжений растяжения, обнаруженных в фиксаторных узлах при оценке согласованности партий фиксаторов по способу-прототипу, когда ТКЛР стекла экранов составляет (96,1-96,5) ˙ 10-7К-1.
П р и м е р. Проводилось изготовление фиксаторных узлов экранов с определением величины напряжений в образцах спаев из фиксаторов каждой партии с пластинками стекла экрана с постоянным значением ТКЛР=95,5 ± 0,2 ˙ 10-7К-1 и последующей вваркой в экраны фиксаторов, отобранных по полученным значениям напряжений, с учетом ТКЛР стекла экранов. Затем экраны проходили термическую обработку отжиг.
Измеряли полученные в фиксаторных узлах экранов напряжения и сравнивали их с напряжениями в фиксаторных узлах экранов, изготовленных до введения оценки согласованности партий фиксаторов со стеклом экрана по напряжениям в образцах спаев из них, изготовленных при 900оС.
При оценке согласованности партий фиксаторов со стеклом экрана, включающей изготовление при температуре 750оС образцов спаев из ленты сплава фиксаторов и пластинок стекла экрана по способу, взятому за прототип, установлено, что в фиксаторных узлах имеют место не только оптимальные напряжения сжатия, но и напряжения растяжения (см. NN 3 и 4, табл. 1).
Так партию фиксаторов с согласованностью +34 нм/см (N 3 табл. 1) рекомендуется использовать для вварки в экраны из стекла, которое имеет ТКЛР не выше 95,5 ˙ 10-7К-1, а практически исходные напряжения сжатия наблюдаются и в фиксаторных узлах экранов, изготовленных из этой партии фиксаторов, при ТКЛР стекла экранов, равном 96,1 ˙ 10-7К-1.
Партия фиксаторов с согласованностью +62 нм/см (п. 5, табл. 1), которая рекомендуется для вварки в экраны с ТКЛР стекла не выше 95 ˙ 10-7К-1, обеспечивает исходные напряжения сжатия в фиксаторных узлах экранов вообще при всех значениях ТКЛР стекла.
При введении новой операции по оценке согласованности партий фиксаторов получение исходных напряжений сжатия в фиксаторных узлах экранов с учетом ТКЛР стекла экранов обеспечивается при следующих значениях согласованности партий фиксаторов: при ТКЛР стекла экрана (94,5-96,0) ˙ 10-7К-1 до + 50 нм, а при ТКЛР стекла экрана (96,1-96,5) ˙ 10-7К-1 до + 30 нм.
Таким образом, введение новой операции оценки согласованности со стеклом экрана каждой партии фиксаторов показывает необходимость подбора перед вваркой в экраны с учетом ТКЛР стекла экранов партий фиксаторов по значениям напряжений, измеренных в образцах спаев из фиксаторов от каждой партии и пластинок стекла, что, как видно из табл. 2, приводит к обеспечению получения исходных оптимальных напряжений сжатия в фиксаторных узлах экранов и тем самым повышает их термомеханическую прочность на операциях сборочного производства при изготовлении электронно-лучевых трубок.
Применение заявленного способа оценки согласованности партий фиксаторов перед вваркой их в экраны обеспечивает следующие технико-экономические преимущества перед способом-прототипом: возможность впервые получать экраны цветных кинескопов только с оптимальными напряжениями сжатия в фиксаторных узлах, т. е. с повышенной термомеханической прочностью; повышение выхода годной продукции на операции термовакуумной обработки баллонов цветных кинескопов в сборочном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экран цветного кинескопа | 1982 |
|
SU1095268A1 |
| Кристаллизующееся стекло для спаивания | 1980 |
|
SU937376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКРАННО-МАСОЧНОГО УЗЛА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1992 |
|
RU2047926C1 |
| Установка для вварки металлических деталей в стеклянные изделия | 1979 |
|
SU854902A1 |
| Стекло для спаивания с коваром | 1979 |
|
SU863518A1 |
| ГЕРМЕТИЧНЫЙ СОЕДИНИТЕЛЬ | 2000 |
|
RU2171523C1 |
| ИМПУЛЬСНАЯ УСКОРИТЕЛЬНАЯ ТРУБКА | 2011 |
|
RU2467429C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Стекло для спаивания с металлами | 1982 |
|
SU1152938A1 |
| Способ создания композитного лазерного элемента на основе оксидных кристаллов | 2020 |
|
RU2749153C1 |
Изобретение относится к производству стеклоизделий и может быть использовано в электронной промышленности для изготовления экрана электронно-лучевых трубок, в частности экрана с вваренными в его борта фиксаторами. Сущность изобретения: в способе изготовления экрана электронно-лучевой трубки с фиксаторами, включающем варку стекла, прессование экрана, измерение температурного коэффициента линейного расширения стекла экрана, вварку фиксатора в экран, отжиг экрана и оценку согласованности партий фиксаторов со стеклом экрана путем определения поляризационно-оптическим методом вида и величины напряжения в образцах металлостеклянных спаев. Перед вваркой фиксаторов изготавливают образец спая путем соединения при температуре 900°С металлического фиксатора каждой партии с вырезанной из стеклянного фиксатора пластинкой. Предварительное определение согласованности производят по величине и виду напряжения в образце спая, а для вварки используют партии фиксаторов с напряжениями растяжения до +50 нм при значениях температурного коэффициента линейного расширения стекла экрана (94,5-96,0)·10-7 К-1. А также все партии фиксаторов с напряжениями сжатия, и партии фиксаторов с напряжениями растяжения до +30 нм при значении температурного коэффициента линейного расширения стекла экрана (96,1-95,5)·10-7K-1. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЭКРАНА ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ С ФИКСАТОРАМИ, включающий варку стекла, прессование экрана, измерение температурного коэффициента линейного расширения стекла экрана, вварку фиксатора в экран, отжиг экрана и определение напряжения в образцах металлостеклянных спаев, отличающийся тем, что перед вваркой фиксаторов изготавливают образец спая путем соединения при 900oС металлического фиксатора с вырезанной из стеклянного экрана пластинкой, осуществляют предварительное определение напряжения в образце спая по величине и виду, а для вварки используют фиксаторы с напряжениями сжатия, с напряжениями растяжения до +50 нм при значениях температурного коэффициента линейного расширения стекла экрана (94,5 96,0) · 10-7 К-1, а также фиксаторы с напряжениями растяжения до + 30 нм при значении температурного коэффициента линейного расширения стекла экрана (96,1 96,5) · 10-7 К-1.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
