Изобретение относится к области электрохимических методов обработки, в частности к изготовлению конусообразных изделий для производства медицинского инструмента: стоматологического, микрохирургического, офтальмологического и др.
Известен способ получения конусообразного изделия из цилиндрической заготовки методом химического травления. Металлическую заготовку травят в кислотах при относительном изменении уровня травильного раствора и заготовки. Конусность достигается за счет различной длительности нахождения участков заготовки в травильном растворе.
Недостатки низкая производительность и невысокое качество изделий с низким процентом выхода годных изделий.
Известен способ для получения конусообразных изделий электрохимическим методом. Заготовки под напряжением с заданной частотой периодически погружают в электролит. С участков, находящихся в электролите дольше, обнижение диаметра заготовки происходит больше, чем самым формируют конусообразность изделий.
Недостаток данного способа низкая производительность процесса. Изделие во время процесса анодного растворения подвержено переменной нагрузке, т.е. когда обрабатываемая часть изделия полностью погружена в электролит, удельная плотность тока минимальная, и наоборот, в верхнем положении изделия, когда самый кончик расположен в электролите, нагрузка максимальная. Плотность тока может изменяться в десятки раз. Чтобы не было эрозии или "поджога" кончика изделия, рабочий ток уменьшают до минимально допустимого, что приводит к низкой скорости процесса, а именно к производительности. Обычно плотность тока не превышает 100-200 А/дм2. При таком процессе форма кончиков изделий, как правило, имеет пикообразную форму, а это требует ручной доработки до сферической поверхности.
Наиболее близким по технической сущности к предлагаемому является способ анодной обработки конусных изделий, принятый за прототип. Способ заключается в том, что заготовку, используемую в качестве анода, помещают внутрь полого цилиндрического катода, и постепенно извлекают заостряемое изделие из электролита. При электрохимической обработке концевые участки, больше подвергавшиеся растворению, потеряют больше металла, чем вышележащие, что создает конусность.
По данному способу получение качественных конусных поверхностей довольно затруднительно вследствие переменной нагрузки на единицу поверхности. При выходе изделия из электролита, происходит увеличение плотности тока, что ведет к более интенсивному съему металла с заготовки, и, когда кончик изделия находится в электролите на малой глубине, плотность тока по сравнению с первоначальной может увеличиваться в десятки раз. При увеличивающейся плотности тока форма обрабатываемой поверхности искажается, и довольно сложная образующая этой поверхности имеет кривую второго и более высшего порядка. На кончике заготовки происходит интенсивный съем металла, приводящий к пикообразным формам, т.е. к острым концам. Такая форма требует, как правило, ручной доработки изделий для получения скругленной, например сферической, поверхности. На заготовке съем металла может происходить неравномерно по всей площади и локально. При локальном съеме металла происходит как бы вырыв металла из глубины или "поджог", чистота поверхности резко ухудшается, размеры отклоняются от необходимых, что ведет к неисправному браку, т.е. к снижению выхода годных изделий.
Процесс анодной обработки (электрохимического фрезерования) обычно лимитируется плотностью тока, которая не вызывает эрозию металла и обеспечивает максимальную чистоту обрабатываемой детали.
Цель изобретения повышение производительности и выхода годных изделий за счет интенсификации процесса анодной обработки в двух ваннах и достижения необходимой формы изделия.
Поставленная цель достигается тем, что в способе анодной обработки заготовки из легированной и высоколегированной стали для получения конусообразных изделий, включающем введение цилиндрических заготовок внутрь полого цилиндрического катода, погружение в электролит на основе фосфорной и серной кислот и подключение тока, анодную обработку ведут одновременно в двух сообщающихся ваннах, имеющих перепад электролита по высоте, равный длине обработки конической части. Заготовки и катоды подключают параллельно при плотности тока 300-1200 А/дм2 и перекачивании электролита из ванны в ванну. Параллельное подключение к источнику питания заготовок анодов и катодов обеих ванн дает, практически, постоянство нагрузки на каждое изделие и плотность тока во время анодной обработки в любой момент времени на всех обрабатываемых изделиях одинакова. Измерение уровней электролита в обеих ваннах при одинаковой скорости подъема обеспечивает идентичность изделий как в одной, так и в другой ванне. При перекачивании электролита в ваннах происходит перераспределение нагрузки на заготовках. В первоначальный момент времени, когда в одной ванне заготовка полностью погружена в электролит, а другой кончик заготовки только касается его (для получения всего конического профиля изделия), вся нагрузка идет на заготовки, погруженные в электролит. По мере изменения уровней электролита в ваннах происходит перераспределение нагрузки пропорционально площади контакта заготовок в каждой из ванн. Это позволяет получать конусообразные изделия с довольно высоким выходом годных изделий при высокой точности и хорошем качестве.
Сравнение заявляемых технических решений с прототипом позволяет установить соответствие их критерию "новизна".
Известны технические решения, сходные с предлагаемым, поэтому заявляемый способ соответствует критерию "существенные отличия".
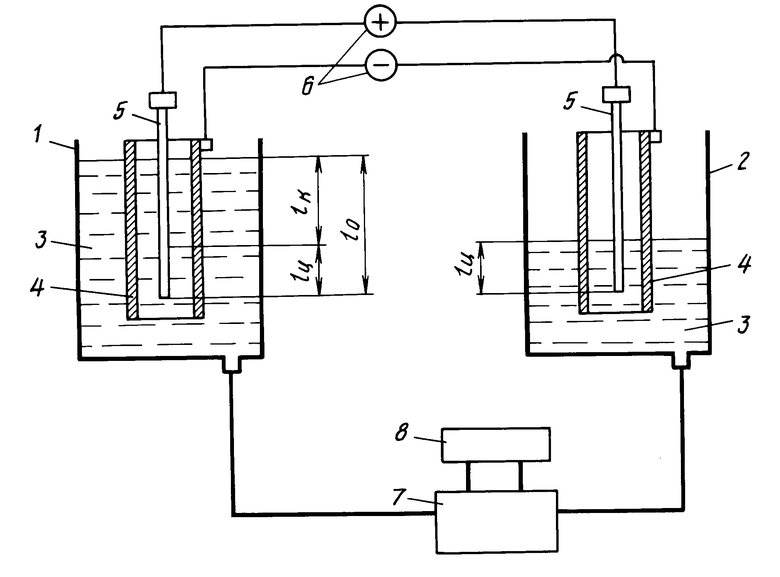
На чертеже представлена установка, с помощью которой реализуют способ анодной обработки заготовок.
Установка содержит емкости 1 и 2 с электролитом 3, трубчатые катоды 4, внутри которых располагают заготовки 5, источник 6 питания, устройство 7 перекачивания электролита и устройство 8 переключения подачи электролита.
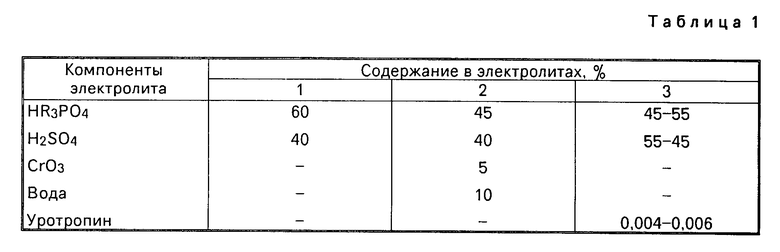
Для реализации способа применяли стали марок 12Х18Н10Т, 07Х16Н6, 40Х13, 9ХС. Состав электролитов для анодной обработки представлен в табл. 1.
В разных электролитах возможно получение конусообразных изделий из различных сталей с необходимой формой. Кроме этих типов электролитов, применяемых, в основном, для обработки легированных и высоколегированных сталей, можно применять электролиты на основе фосфорной кислоты для цветных металлов и сплавов.
Для реализации способа применяли заготовки цилиндрической формы диаметром 1,5 мм с длиной обработки lo 58 мм из стали 12Х18Н10Т. В первом случае формирование конической поверхности вели на всю длину обработки, т.е. не было формирования цилиндрической части в готовом изделии (lц 0). Для этого случая заготовки в одной ванне устанавливали так, чтобы глубина ее погружения соответствовала всей длине обработки, а в другой уровень электролита устанавливали на уровне концов заготовок.
Для другого случая, когда lц 0, т.е. на изделии должны быть сформированы коническая и цилиндрическая части, нижний уровень электролита устанавливали таким образом, чтобы заготовки погружались в электролит на глубину обработки цилиндрической части заготовки, которая может изменяться от 0 до lо. Температура электролита составляла 50-60оС.
Для анодной обработки стали 12Х18Н10Т применяли электролиты 1 и 3. Для закаленных сталей 40Х13 электролит N 1, 2, 3, и 9ХС электролит 2 (см. табл. 2).
Способ анодной обработки заключается в следующем.
После установки заготовок 5 в ваннах 1 и 2, подключают источник 6 питания параллельно заготовкам 5 и катодам 4. Затем включают источник питания и устройство 7 перекачивания электролита. Устройство 8 переключения подачи электролита устанавливают в такое положение, чтобы перекачка происходила из ванны с погруженной заготовкой на всю длину ее обработки во вторую. Изменяют положение уровней электролита при анодном растворении заготовок на такую величину, чтобы высота подъема уровня электролита соответствовала длине обработки конической части изделия т.е. lк lo lц, где к длина обработки конической части заготовки. При достижении заданного уровня отключают источник питания и устройство перекачки электролита. При таком способе обработки конусообразных изделий ванны уже готовы к новой загрузке таких же заготовок, причем перекачка электролита производится в обратную сторону. Готовые изделия в обеих ваннах получаются идентичными, коническая и цилиндрическая части имеют одинаковый профиль, а кончики изделий имеют сферическую форму.
При плотности тока менее 300 А/дм2. Скорость анодной обработки низкая, т. е. время обработки велико. На поверхности возможно появление шероховатых растравленных участков и выявление структуры.
При плотности тока выше 1200 А/дм2 производить анодную обработку возможно, но происходит значительный нагрев самих заготовок и разогрев токоподвода заготовок. Вследствие сильного разогрева электролит на поверхности заготовки перегреваетcя, а это требует дополнительного теплообмена. На поверхности появляется дымчатая пленка, требуется дополнительная полировка поверхности при более низких плотностях тока.
Таким образом, предлагаемый способ позволяет повысить производительность в 2,3-3,6 раза и повысить выход готовых изделий практически в 2 раза. Данное техническое решение может быть применено в производстве микрохирургического инструмента, а именно в рефлексотерапии, в сосудистой хирургии, офтальмологии, нейтрохирургии, стоматологии и т.д. как микроинструментов с диаметром изделий 0,2-2,5 мм, так и больших изделий диаметром 4-5 мм, граненых изделий, практически с любой длиной обрабатываемой части от нескольких миллиметров до 100-120 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2064538C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2072002C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИГЛ | 2000 |
|
RU2176945C2 |
| Установка для электрохимического изготовления конусообразных изделий | 1990 |
|
SU1819294A3 |
| УСТАНОВКА ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2064539C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| СПОСОБ РАЗНОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1993 |
|
RU2072000C1 |

Использование: в производстве микрохирургических инструментов. Сущность изобретения: цилиндрические заготовки вводят внутрь полых цилиндрических катодов, погружают в электролит на основе фосфорной и серной кислот. Обработку ведут в двух сообщающихся ваннах, имеющих перепад электролита по высоте,равной длине обработки конической части, при параллельном подключении заготовок и катодов к источнику постоянного тока при плотности тока 300-1200 A/дм2 и перекачивании электролита из ванны в ванну. 1 ил. 2 табл.
СПОСОБ АНОДНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЛЕГИРОВАННОЙ И ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ для получения конусообразных изделий, включающий введение цилиндрических заготовок внутрь полого цилиндрического катода, погружение в электролит на основе фосфорной и серной кислот и подключение тока, отличающийся тем, что, с целью повышения производительности и выхода годных изделий, анодную обработку ведут одновременно в двух сообщающихся ваннах, имеющих перепад электролита по высоте, равный длине обработки конической части, при этом заготовки и катоды подключают параллельно при плотности тока 300 1200 А/дм2 и перекачивании электролита из ванны в ванну.
| Попилов Л.Я | |||
| Справочник по электрическим и ультразвуковым методам обработки металлов | |||
| М.: Машгиз, 1963, с.119. |
