Изобретение относится к области нанесения покрытий электролитическим способом, в частности покрытий с включенными в них материалами, например частицами, и может быть использовано при изготовлении алмазных инструментов для обработки различных металлических и неметаллических материалов с закреплением алмазных зерен на поверхности корпуса инструмента гальваническим методом.
Алмазный инструмент получил широкое распространение благодаря уникальным свойствам алмазов, закрепленных на его поверхности. Закрепление алмазов может осуществляться гальваническим способом, спеканием и прессованием. Материал, посредством которого алмазы закрепляются на поверхности режущего инструмента, называется связкой. Тип алмазов, их концентрация и свойства связки определяют ресурс и производительность инструмента.
При резании алмазные зерна разрушаются, а связка истирается. Если связку выбрать слишком жесткой - она будет изнашиваться медленнее алмазов, и будет происходить так называемое засаливание (падение производительности за счет недостаточной обнаженности алмазов). Если связку выбрать слишком мягкой - она будет изнашиваться быстрее алмазов, которые будут выпадать из алмазоносного слоя, не отработав свой ресурс. Таким образом, для поддержания режущей способности инструмента, связка должна изнашиваться пропорционально износу алмазных зерен.
Известен способ получения абразивного алмазного инструмента гальваническим осаждением [Ковальчук Ю.М. Основы проектирования и технология изготовления абразивного и алмазного инструмента. М.: Машиностроение, 1984. - 288 с.], заключающийся в том, что к покрываемой основе прикрепляют алмазные частицы и осаждают из электролита слой металлической связки, охватывающей и закрепляющей алмазные зерна. Способ позволяет получать алмазосодержащие покрытия на сложных фасонных поверхностях и создавать тонкие (до 0,4 мм) алмазосодержащие элементы и покрытия. Гальваническая связка характеризуется тем, что она удерживает алмазные зерна только за счет механических сил сцепления, поэтому зерна должны быть зарощены связкой на высоту не менее 65-70% размера зерна.
Способ имеет ряд недостатков. В процессе работы инструмента связка подвергается износу в результате абразивного воздействия стружки и при достижении критического износа связки зерна выпадают, не выработав полностью свой ресурс. В результате гальванические инструменты имеют небольшой срок службы, особенно при работах, связанных с большими силами резания, такими как, например, правка абразивных кругов, резка хрупких неметаллических материалов и др.
Таким образом, одним из подходов, применяемых для повышения износостойкости инструмента и, как следствие, увеличения срока его эксплуатации, является более качественное закрепление алмазных зерен в гальванической связке за счет введения в нее различных твердых наполнителей, в частности алмазных частиц и алмазных порошков, имеющих размеры меньше, чем основные алмазные зерна, производящие съем обрабатываемого материала.
Наиболее близким по технической сущности и достигаемому эффекту является способ введения в гальваническую связку, закрепляющую на корпусе инструмента основные алмазные зерна, дополнительных алмазных частиц, размер которых меньше размера основных алмазных зерен [Патент JP №3802884, кл. B24D 53/12, 2004 г.]. Дополнительные частицы предохраняют разрушение связки шламом, образующимся при работе инструмента, и тем самым способствуют улучшению удержания основных алмазных зерен в связке. Частицы распределены по поверхности инструмента на некотором расстоянии друг от друга, т.е. они локально защищают связку от износа шламом. Однако участки поверхности инструмента, находящиеся между алмазными зернами и дополнительными частицами, подвергаются воздействию шламом, в результате связка изнашивается, ослабляется удержание алмазных зерен. В связи с этим алмазные зерна начинают выпадать до того, как они выработали свой ресурс.
Технической задачей изобретения является повышение срока службы инструмента путем более длительного удержания алмазных зерен на корпусе инструмента.
Решение технической задачи заключается в том, что при получении износостойкого покрытия алмазного инструмента в никелевый электролит добавляются углеродные нанотрубки «Таунит» при заращивании алмазного порошка в никелевом электролите. При этом после приготовления электролита никелирования концентрация его компонентов составляет, г/л: NiSO4 - 250-260; NiCl2 - 60-70; HBO3 - 30-40, в него добавляется порошок из углеродных нанотрубок «Таунит» в концентрации 0,1-0,15 г/л, после чего весь объем электролита обрабатывается в ультразвуковой установке с частотой 22 кГц, интенсивностью звука 786 Вт/см2 в течение 10 мин. Ультразвуковая обработка необходима для уменьшения размеров агломератов углеродных нанотрубок и их равномерного распределения в объеме электролита никелирования.
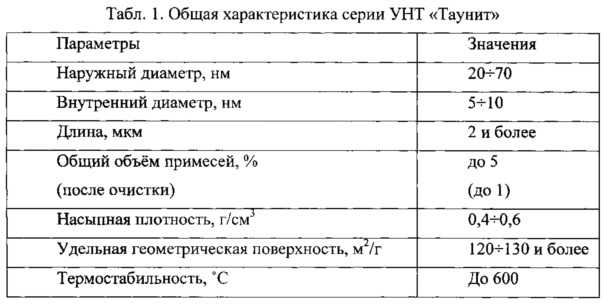
В качестве нанодисперсного материала используются фуллереноподобные углеродные нанотрубки (УНТ) - наноуглеродный материал, зарегистрированный под торговой маркой «Таунит», который производится в ООО «НаноТехЦентр». УНТ «Таунит» представляет собой длинные полые волокна, состоящие их графеновых слоев фулерреноподобной конструкции (табл. 1).
Способ изготовления алмазного инструмента с износостойким покрытием включает в себя следующие технологические операции.
1. Обезжиривание. Состав раствора, г/л: тринатрийфосфат - 30-70 г/л; натр едкий - 5-15; сода кальцинированная - 20-25; стекло жидкое А - 10-20. Время обработки 15-20 мин.
2. Промывка. Промыть детали теплой проточной водой, при температуре 40-50°C в течение 1-2 мин. Промыть детали холодной проточной водой в течение 1-2 мин.
3. Сушка. Сушить заготовки сжатым воздухом.
4. Изолирование. Изолировать места заготовок, не подлежащие покрытию: 1) лентой ПВХ 15×0,2 см; 2) труднодоступные места н/клеем АК-20.
5. Обезжиривание. Состав раствора: ацетон 100%. Время обработки 10 мин.
6. Травление. Состав раствора, г/л: кислота серная - 600. Аноды свинцовые. Плотность тока 4-6 А/дм2. Время обработки 1-2 мин.
7. Промывка. Холодная вода. Время 1-2 мин. Дистиллированная вода. Время 1-2 мин.
8. Активация химическая. Состав раствора: 30-ти % соляная кислота. Температура 15-30°C. Время обработки 5-10 с.
9. Промывка. Дистиллированная вода. Время 1-2 мин.
10. Никелирование электрохимическое. Состав электролита, г/л: никель двухлористый шестиводный х/ч - 200-250; кислота соляная - 50-100. Детали завешивать в ванну без тока. Выдержать 1-2 мин. Включить ток и произвести толчок тока при плотности тока 15 А/дм2. Время 30-60 с. Перейти к работе с плотностью тока 5-10 А/дм2. Время 5 мин. Температура 15-30°C.
11. Промывка. Дистиллированная вода. Время 1-2 мин.
12. Никелирование электрохимическое. Состав электролита, г/л: никель сернокислый - 300; никель двухлористый шестиводный х/ч - 50; кислота борная - 30. Анод ГПРПХ ох250х400ИПА1. Соотношение площадей анода и катода 2:1 соответственно. pH электролита 4,8-5. Детали завешивать в ванну под током. Плотность тока 1-2 А/дм2. Температура 50-55°C. Время 20 мин.
13. Закрепление алмазного порошка. Завесить корзину с алмазным порошком в ванну вместе с заготовками. Алмазный порошок периодически перемешивать. Плотность тока 0,5-1 А/дм2. Температура 50-55°C. Время 60 мин. Закрепление алмазного порошка контролировать под микроскопом. При необходимости увеличить время закрепления.
14. Заращивание алмазного порошка. Извлечь оправку с заготовками из корзины с алмазным порошком. Поместить корзину в дистиллированную воду. Заготовки на оправке завесить в ванну с никелевым электролитом с добавками наноуглеродного материала «Таунит» для заращивания алмазного порошка, состав которого составляет, г/л: NiSO4 - 250-260; NiCl2 - 60-70; HBO3 - 30-40, в него добавляется порошок из углеродных нанотрубок «Таунит» в концентрации 0,1-0,15 г/л, после чего весь объем электролита обрабатывается в ультразвуковой установке с частотой 22 кГц, интенсивностью звука 786 Вт/см2 в течение 10 мин. Плотность тока 1-2 А/дм2. Температура 50-55°C. Время 60 мин.
15. Промывка. Вода дистиллированная теплая. Температура 40-50°C. Время 1-2 мин.
16. Прокаливание. Прокалить полученный инструмент при 400°C в течение 10 мин.
Для пояснения изобретения ниже описаны примеры получения износостойкого покрытия алмазного гальванического инструмента на примере сверл и фрезы.
В качестве заготовок для алмазных сверл использовалась труба из нержавеющей стали 12Х18Н10Т диаметр 2 мм, толщина стенки 0,5 мм ГОСТ 14162-79. Заготовки под фрезы также выполнялись из нержавеющей стали 12Х18Н10Т. Использовались заготовки, состоящие из хвостовика цилиндрической формы и рабочей части, представляющей собой цилиндр с канавками на торцевой части.
Для закрепления на поверхности инструмента использовался порошок алмазный синтетический марки АС 50 с зернистостью 80/63 мкм.
В каждом эксперименте при одной и той же концентрации углеродных нанотрубок «Таунит» в электролите изготавливалось не менее трех штук инструментов, после чего результаты усреднялись.
Испытание сверл и фрез производилось на координатно-расточном станке 2431 СФ 10. Скорость вращения шпинделя 6000 об/мин; подача шпинделя 2,4 мм/мин. У станка имеется устройство для точного измерения глубины обработки, жестко встроенное в шпиндельную головку. Отсчет - по микроиндикатору.
Испытание сверел осуществлялось на ситалле - стеклокристаллическом материале, получаемом объемной кристаллизацией стекол и состоящем из одной или нескольких кристаллических фаз, равномерно распределенных в стекловидной фазе; фрез - на кварцевом стекле. Стойкость сверел оценивалась по длине отверстия, просверленного с отклонением от заданного диаметра не более 0,01 мм. Стойкость фрез оценивалась по времени работы инструмента.
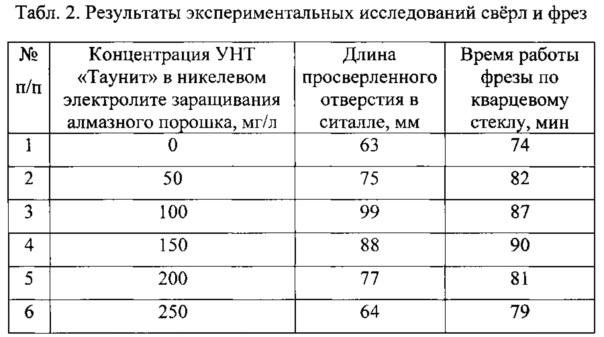
Результаты экспериментальных исследований приведены в табл. 2.
Анализ экспериментальных результатов показывает, что наилучшие показатели износостойкости алмазного инструмента получены при концентрации 0,1-0,15 г/л углеродных нанотрубок «Таунит» в никелевом электролите заращивания алмазного порошка. При этом износостойкость сверел по сравнению с прототипом увеличилась на 36,5%, а износостойкость фрез - на 25,6%.
Таким образом, при изготовлении алмазного инструмента, наличие в никелевом электролите заращивания алмазного порошка углеродных нанотрубок «Таунит» позволяет увеличить срок службы инструмента благодаря тому, что никелевая связка становится более равномерная и гладкая, чем при использовании традиционной технологии. Такой эффект наблюдается вследствие того, что углеродные нанотрубки «Таунит» являются дополнительными центрами кристаллизации, что приводит к более мелкой и плотной кристаллической структуре, в результате чего улучшается закрепление алмазов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016749C1 |
| Способ изготовления алмазного трубчатого инструмента | 1981 |
|
SU1006199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2584107C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОМОДИФИЦИРОВАННОГО ГАЛЬВАНИЧЕСКОГО НИКЕЛЕВОГО ПОКРЫТИЯ | 2009 |
|
RU2411309C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НИКЕЛИРОВАНИЯ | 2009 |
|
RU2431000C2 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1283067A1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
Изобретение относится к области гальванотехники и может быть использовано при изготовлении алмазных инструментов. Способ включает крепление на рабочей части заготовки инструмента алмазных зерен и их заращивание гальванической связкой, при этом алмазные зерна заращивают никелевой гальванической связкой, причем в электролит никелирования добавляют с помощью ультразвукового диспергатора углеродные нанотрубки «Таунит» в виде порошка, при следующем соотношении компонентов, г/л: сульфат никеля (II) 250-260; хлорид никеля (II) 60-7; пероксоборная кислота 30-40; углеродные нанотрубки «Таунит» 0,1-0,15. Технический результат: повышение срока службы инструмента путем более длительного удержания алмазных зерен на рабочей части инструмента. 2 табл.
Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками, включающий крепление на рабочей части заготовки инструмента алмазных зерен и их заращивание гальванической связкой, отличающийся тем, что алмазные зерна заращивают никелевой гальванической связкой, причем в электролит никелирования добавляют с помощью ультразвукового диспергатора углеродные нанотрубки «Таунит» в виде порошка, при следующем соотношении компонентов, г/л:
| JP 3802884 B2, 26.07.2006 | |||
| Способ изготовления алмазного инструмента | 1974 |
|
SU482284A1 |
| RU 2001127634 A, 27.06.2003 | |||
| Способ изготовления алмазного инструмента | 1979 |
|
SU770772A1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2437752C1 |

