Изобретение относится к горной промышленности, в частности к способу выемки угольных пластов с заданной определенной глубиной резания при очистной добыче угля с помощью струга.
В угольных пластах с тяжело и очень тяжело поддающимся струговой выемке углем использование струга часто существенно затрудняется несмотря на его высокую мощность в связи с блокировкой струга. Причиной этого является неконтролируемое превышение заданной глубины резания, что приводит к заклиниванию струга в угольном забое. Для предупреждения этого известен способ, согласно которому работают стругом с определенной глубиной резания. Однако при этом до сих пор не удавалось выдерживать точный размер глубины резания по всей длине очистного забоя, так как угольный забой не имеет гомогенной структуры. Это приводит к блокировкам струга, очень существенно затрудняющим рабочий цикл и снижающим производительность добычи. Кроме того, через определенное время конвейер оказывается расположенным под углом к рамам крепи, вследствие чего на его отдельных участках уменьшается глубина резания, а в экстремальных условиях струг работает вхолостую.
В основу изобретения положена задача усовершенствовать вышеописанный способ таким образом, чтобы независимо от свойств угля в угольном забое обеспечить непрерывную добычу с заданной глубиной резания и предотвратить блокировку струга, а также расположение конвейера под углом во время процесса выемки угольных пластов.
Согласно изобретению это обеспечивается за счет того, что передвижкой управляют в зависимости от хода поршня силовых цилиндров, осуществляемого при отдельных определенных частичных ходах, соответствующих заданной глубине резания, с помощью произведенных за один частичный ход измерительных сигналов перемещения и после достижения заданного максимального общего хода поршня соединенную с соответствующим силовым цилиндром раму крепи автоматически выбивают, вытягивают на максимальный общий ход поршня и вслед за тем вновь сажают (процесс шагания). С помощью способа согласно изобретению обеспечивается постоянная глубина резания струга, хотя вследствие различных условий в забое и механических различий в отдельных участках рамы крепи после короткой продолжительности работы отдельные рамы крепи располагаются на различном расстоянии от конвейера. Согласно изобретению предотвращается блокирование струга и обеспечивается заданное положение забойного конвейера. Для обеспечения параллельности расположения забойного конвейера и рам крепи величину отдельных перемещений их в процессе резания повышают на размер компенсации среднего воздушного зазора, имеющегося в точках крепления силовых цилиндров и рамы крепи. При этом струг имеет возможность перемещения в обоих направлениях, а также отдельными участками.
На фиг. 1-8 схематично показаны отдельные фазы осуществления способа согласно изобретению в очистном забое; на фиг. 9-11 те же этапы осуществления способа с компенсацией зазоров, имеющихся в местах шарнирного присоединения силовых цилиндров.
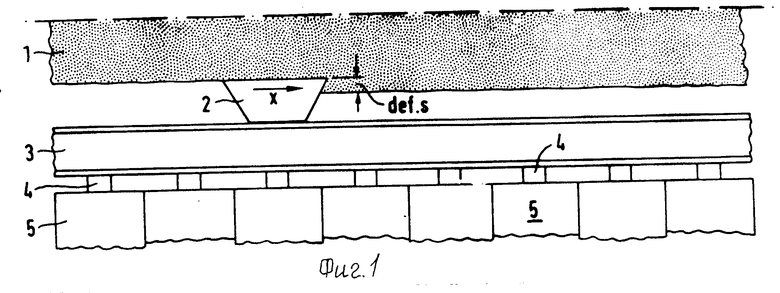
На фиг. 1-8 схематично показана выемка в очистном забое. Вдоль угольного забоя 1 перемещают струг 2, а именно вдоль расположенного параллельно фронту выемки угольного забоя 1 забойного конвейера. Забойный конвейер 3 передвигают с помощью силовых цилиндров 4, шарнирно присоединенных с одной стороны к забойному конвейеру 3 и с другой стороны к расположенным параллельно забойному конвейеру рамам крепи 5. В качестве рам крепи 5 могут использоваться, например, две стоечно-щитовые рамы крепи либо с жестким сквозным кровельным верхняком, либо с подвесным подвижным верхнякам.
На иг. 1 показана первая фаза способа согласно изобретению, причем посажены все рамы крепи 5 и силовые цилиндры находятся в их исходном положении. При этом струг имеет глубину резания def.S. Струг перемещают в направлении стрелки х.
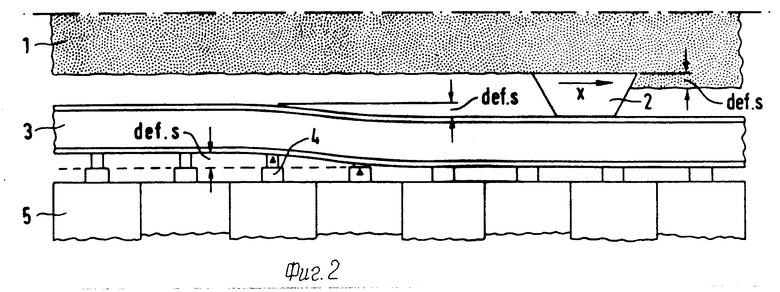
На фиг. 2 изображена вторая фаза способа согласно изобретению, причем можно видеть, что силовые цилиндры тех рам крепи, мимо которых уже прошел струг, теперь выдвинуты на заданную определенную глубину резания def.S, причем при этом одновременно перемещают на ту же величину забойный конвейер. Согласно изобретению, передвижкой управляют в зависимости от хода поршня силовых цилиндров, осуществленного при отдельных определенных частичных ходах, с помощью произведенных за один частичный шаг измерительных сигналов перемещения, т. е. на силовых цилиндрах расположены измерительные датчики перемещения, соответственно производящие после частичного хода в соответствии с величиной задания определенной глубины резания def.S измерительный сигнал перемещения.
На фиг. 3 изображена третья фаза способа согласно изобретению, где происходит изменение направления движения струга согласно стрелке y. Здесь можно видеть, что те силовые цилиндры, мимо которых прошел струг, опять выдвинуты на величину заданной определенной глубины резания, так что эти цилиндры теперь, если исходить из первого изменения направления струга, выдвинуты на величину 2 х def.S.
Далее согласно изобретению предусмотрено, что после достижения заданного максимального общего хода поршня соединенная с соответствующим силовым цилиндром рама крепи автоматически выбивается, вытягивается на максимальный общий ход поршня и вслед за тем вновь сажается (процесс шагания). Это изображено на фиг. 4, причем обе рамы крепи, находящиеся на левом краю фиг. 4, уже совершили этот процесс шагания или совершают его.
Далее согласно изобретению управление силовыми цилиндрами осуществляется таким образом, что сравнивают сумму частичных ходов силовых цилиндров соответственно соседних рам крепи и в том случае, если две соседние рамы крепи одинаково по времени достигают максимальный общий ход силовых цилиндров, в соответствии с заданной последовательностью (алгоритмом) процесс шагания соседних рам крепи осуществляют друг за другом. Тем самым щитовые рамы крепи согласно изобретению контролируют сами себя, и предотвращается одновременный процесс шагания двух соседних рам крепи. Однако в принципе согласно изобретению предусмотрено, что сначала совершает процесс шагания та рама крепи, которая в качестве первой достигла максимальный ход ее силового цилиндра.
Далее согласно изобретению предусмотрено, что сумму частичных шагов силовых цилиндров рам крепи непрерывно измеряют и регистрируют в центральном процессоре, а также при пропуске измерительного сигнала перемещения в соответствии с частичным ходом одного или нескольких силовых цилиндров производят сигнал и/или индицируют соответствующий силовой цилиндр, в котором не был произведен измерительный сигнал перемещения. За счет этого автоматического контроля предупреждается отставание какой-либо рамы крепи от других рам крепи, что могло бы создать помеху для передвижки конвейера.
Согласно изобретению целесообразно на основании суммы частичных ходов отдельных силовых цилиндров определять среднюю сумму в соответствии со средним путем подачи рам крепи и при отклонении суммы частичных ходов силового цилиндра рамы крепи от средней суммы производить сигнал ошибки. За счет этого производят также текущий контроль положения отдельных рам крепи и обеспечивают своевременное определение нарушений в функционировании, например в том случае, когда отдельные рамы крепи совершают слишком малые частичные ходы их силовых цилиндров, для того, чтобы можно было производить корректировку вручную.
Далее для обеспечения параллельных очистных работ в зоне струга согласно изобретению предусмотрено, что с помощью быстродействующего сигнального процессора с аналоговой обработкой регистрируют мгновенное потребление тока привода струга и сравнивают с заданной средней величиной потребления тока при работе струга с определенной толщиной резания. Тем самым можно при установлении отклонения измеренной величины с увеличенным потреблением тока предварительно рассчитать возможное блокирование струга при количестве щитов крепи до восьми единиц, так что для предположительной зоны блокирования размер передвижки конвейера может быть уменьшен на определенную величину, и таким образом предупреждается блокирование.
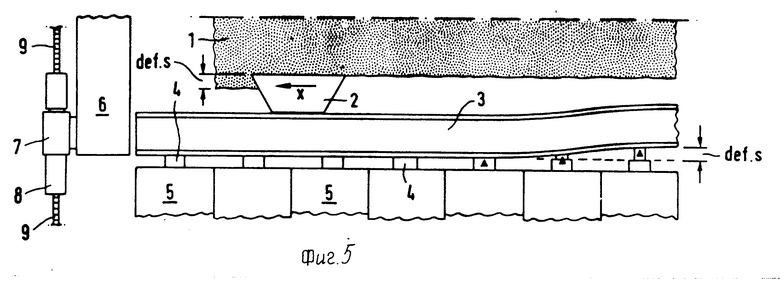
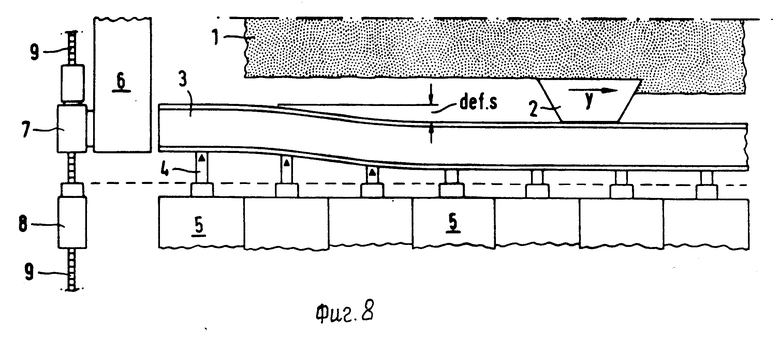
В схеме согласно фиг. 5-8 показана следующая форма осуществления способа согласно изобретению. При этом в дополнение к фиг. 1-4 схематически изображена ситуация с выемкой в штреке, причем в штреке находятся с одной стороны штрековый конвейер 6 и с другой стороны привод 7 для конвейера 3, а также для штрекового конвейера. Далее на схеме можно видеть, что привод 7 передвигается с помощью передвигающегося цилиндра 8, при этом передвигающий цилиндр 8 с одной стороны шарнирно присоединен к приводу и с другой стороны шарнирно присоединен к закрепленному на почве пласта штрека рельсовому участку 9, имеющему расположенные друг за другом с интервалом фиксирующие элементы. Согласно способу в соответствии с изобретением для обеспечения возможности непрерывной добычи подача приводного узла сочетается со способом выемки угольного пласта с заданием определенной глубины резания. Это означает, что передвижку приводного узла 7 согласуют с передвижкой конвейера и осуществляют в зависимости от хода поршня силовых цилиндров рам крепи. Для этого передвигающий цилиндр 8 приводного узла 7 снабжен измерительным датчиком перемещения и дополнительным управляющим прибором, аналогичным приборам отдельных рам крепи. Вместо процесса шагания рам крепи способом согласно фиг. 1-4 здесь вступает в действие передвижка передвигающего цилиндра на рельсовом устройстве. Благодаря этому достигается то, что непосредственно в начале угольного забоя обеспечено прохождение фронта выемки, соответствующее прохождению фронта выемки внутри очистного забоя. В остальном изображение передвижки рам крепи и конвейера, а также положения силовых цилиндров соответствует способу, описанному со ссылкой на фиг. 1-4.
В точках присоединения силовых цилиндров к конвейеру, а также к салазкам имеется механический зазор, который может составлять в сумме от 60 до 80 мм, вследствие чего шаговое перемещение струга может не соответствовать отдельным перемещениям силовых цилиндров и быть меньше его на величину механического зазора.
Измеряя в определенные интервалы времени действительное расстояние, на которое перемещаются отдельные рамы крепи во время частичных ходов, и сравнивая их, можно определить для определенных отрезков времени необходимую компенсацию перемещения отдельных рам крепи по отношению к перемещению силовых цилиндров. С одной стороны этот зазор может увеличиваться из-за механического износа, а с другой стороны в точках шарнирного крепления может увеличиваться механический зазор вследствие загрязнений или других причин, в связи с чем становится необходимым предусмотреть постоянный контроль и дополнительную регулировку компенсации люфта.
В связи с тем, что между отдельными желобчатыми элементами конвейера также имеется зазор, за счет чего между отдельными желобчатыми элементами могут получаться отклонения по углу, равные максимально 3о, получающийся на основании этого углового отклонения размер перемещения определяет максимально возможное отклонение между подачами отдельных рам крепи. Благодаря этому согласно изобретению обеспечивается постоянная глубина резания струга, хотя вследствие самых различных обстоятельств в очистном забое и механических различий в отдельных рамах крепи очистного забоя отдельные рамы крепи после малого времени работы находятся на различном расстоянии от конвейера. Тем самым предупреждается блокирование струга и достигается выдерживание заданного положения забойного конвейера.
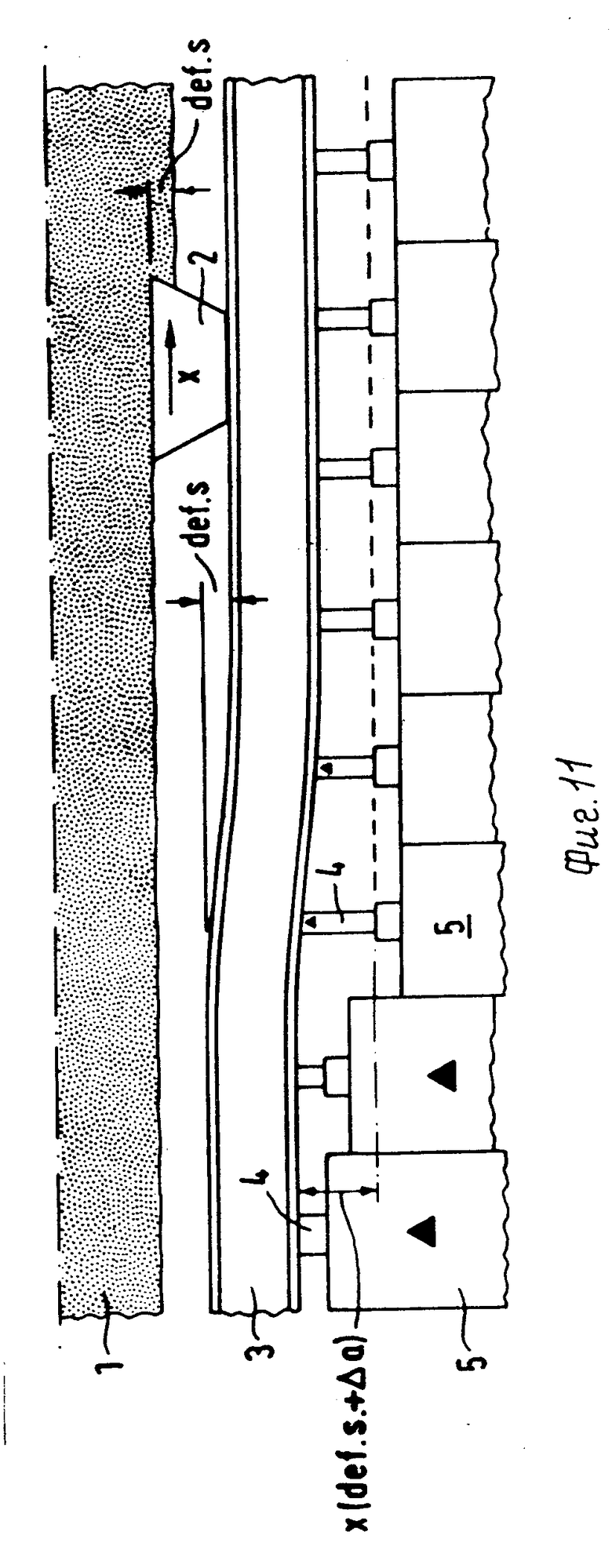
На фиг. 9-11 Δа представляет собой величину компенсации имеющегося в основном в точках шарнирного присоединения силового цилиндра зазора, благодаря чему подача конвейера и тем самым заданная глубина резания струга выбирается меньшей, чем соответствующий отдельному частичному ходу отрезок пути. За счет того, что величина каждого частичного хода повышается на размер Δа, в соответствии с имеющимся зазором обеспечивается постоянное прохождение конвейером пути def.S и тем самым соблюдается заданная глубина резания def. S.
На фиг. 10 изображена третья фаза способа согласно изобретению, где происходит изменение направления движения струга по стрелке y. Здесь можно видеть, что те силовые цилиндры, мимо которых прошел струг, теперь еще раз выдвинуты на величину заданной определенной глубины резания, включая величину компенсации зазора, так что эти цилиндры теперь, если исходить из первого изменения направления струга, выдвинуты на величину 2 х (def.S + Δа).
В связи с тем, что у отдельных рам крепи на основе частичных шагов измеряют фактически пройденный путь и сравнивают отдельные величины друг с другом, является возможным установление за счет этого сравнения средней величины и при отклонениях от этой средней величины в отдельных из рам крепи такая корректировка размера компенсации зазора, что происходит согласование со средней величиной. Далее можно определить фактически пройденный путь отдельных рам крепи в соответствии с количеством частичных шагов и сравнить этот путь с получающимся с помощью расчета путем. Если при этом устанавливают отклонение фактического пути, а именно его превышение со знаком плюс или минус получающегося с помощью расчета отрезка пути, то величина компенсации зазора на ход может соответственно уменьшаться или увеличиваться. Тем самым согласно изобретению является возможным ограничивать через компенсацию зазора наклонное положение конвейера до определенной не превышаемой величины и к тому же обеспечить постоянную величину для задания глубины резания хода в течение всего времени выемки.






Сущность изобретения: способ выемки угольных пластов заключается в перемещении струга вдоль забойного конвейера и осуществлении очистной добычи угля с заданной глубиной резания. По мере перемещения струга забойный конвейер подают на забой на заданную глубину резания перемещением поршней гидроцилиндров передвижки. При передвижке забойного конвейера производят измерение величины хода поршня каждого гидроцилиндра передвижки. По полученному измерительному сигналу осуществляют управление подачей забойного конвейера. После перемещения поршня гидроцилиндра передвижки на величину, соответствующую его заданному суммарному ходу, с рамы крепи автоматически снимают распор. Затем подтягивают раму крепи к конвейеру на максимальный сумарный ход поршня гидроцилиндра передвижки и распирают ее в кровлю и почву. При управлении подачей забойного конвейера на забой осуществляют сравнение между собой сумм частичных ходов гидроцилиндров передвижки смежных рам крепи. При одновременном достижении двумя смежными рамами крепи максимального суммарного хода их гидроцилиндров передвижки перестановку рам крепи и крепление забоя осуществляют последовательно друг за другом в соответствии с заранее заданной очередностью. 6 з. п. ф-лы, 11 ил.
| Jurgen Czwalinna und Oliver Langefeld | |||
| Erste Betriebsversuche fur das Hobeln mit definierter Schnittiefe auf dem Bergwerk Walsum | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
