Изобретение относится к электротехнике, в частности к намоточному оборудованию для изолирования тороидальных магнитопроводов.
Наиболее близким к изобретению техническим решением является способ нанесения изоляции на тороидальный магнитопровод, заключающийся в приклеивании конца изоляционной ленты к боковой поверхности магнитопровода клеем БФ-4, сушке на воздухе в течение 15-20 мин и обматывании магнитопровода так, чтобы изоляция закрывала всю поверхность магнитопровода.
Известны станки для изолирования тороидальных магнитопроводов (сердечников), в которых для обеспечения натяжения изолирующей ленты, расположенной на кольцевом магазине, входящем в шпулю, применяется или фрикционная лента, или фрикционный элемент, или фрикционные ролики.
Основным недостатком кроме довольно высокой сложности и устройства шпули и механизма торможения ленты является увеличение длительности процесса нанесения изоляции за счет наличия вспомогательной операции, связанной с устройством шпули, а именно с необходимостью размыкания и замыкания шпули при смене очередного изолируемого магнитопровода. Другим недостатком является слишком малый коэффициент использования ленты, так как после каждой операции по изолированию очередного магнитопровода на шпуле для обеспечения надежного натяжения ленты должен остаться ее отрезок длиной не менее диаметра шпули.
Наиболее близким к изобретению техническим решением для осуществления обматывания изоляционной лентой магнитопровода является шпуля для наложения ленточной изоляции на кольцевые магнитопроводы (сердечники), являющаяся неотъемлемой частью станка для изолирования тороидальных магнитопроводов, в которой для сокращения длительности процесса нанесения изоляции и увеличения коэффициента использования изоляционной ленты предусмотрена кассета с запасом ленты, достаточным для изолирования нескольких магнитопроводов.
Однако указанный способ нанесения изоляции имеет существенный недостаток, заключающийся в том, что создает толщину изоляции на той поверхности, которая образует окно магнитопровода значительно больше толщины изоляции, покрывающей наружную поверхность магнитопровода. Это, во-первых, приводит к уменьшению окна магнитопровода, в котором необходимо разместить обмотку, во-вторых, может при определенных соотношениях размеров магнитопровода и толщины изоляции на наружной поверхности его привести к недостаточному гашению вибраций магнитопровода, связанных с магнитострикцией его материала, что ведет к увеличению тока холостого хода и к появлению шума, в-третьих, приводит к увеличению длительности процесса нанесения изоляции, так как наружная поверхность магнитопровода значительно больше его внутренней поверхности.
Шпуля для наложения ленточной изоляции, являющаяся наиболее близким к изобретению техническим решением, также имеет существенные недостатки: во-первых, имеет откидной сегмент, размыкающий шпулю при смене магнитопровода, что ведет к увеличению длительности процесса нанесения изоляции, во-вторых, не создает стабильного усилия, действующего в направлении ленты, при наложении изоляции, так как сила трения зависит не только от усилия нажима тормозного устройства, но и от состояния поверхности изоляционной ленты и от ее материала.
Устройство для поворота тороидальных каркасов при применении его в устройствах наложения изоляции имеет существенный недостаток, так как в нем не предусмотрено механизма по удержанию на магнитопроводе конца изоляционной ленты в начальный период нанесения на него изоляции.
Изоляция, нанесенная на магнитопровод, должна служить не только для предохранения изоляции обмоточного провода, наносимого на острые кромки магнитопровода, но и создавать благоприятные условия работы материала магнитопровода, а именно не препятствовать естественным изменениям размеров магнитопровода, связанным с наличием магнитострикции его материала. Большинство ферромагнитных материалов имеет положительное значение магнитострикции, что приводит к увеличению размера магнитопровода при увеличении магнитной индукции материала магнитопровода. Таким образом, благоприятные условия работы магнитопровода созданы, если толщина изоляции на наружной поверхности тороидального магнитопровода достаточна для того, чтобы, сжимаясь, погасить усилия, возникающие между магнитопроводом и нанесенной на него обмоткой. Из сказанного следует, что толщина изоляции на наружной поверхности магнитопровода должна быть значительно больше, чем на внутренней, образующей у магнитопровода окно под обмотку.
Поставленная задача может быть решена, если одновременно с обматыванием магнитопровода, производимым шпулей, подавать необходимый слой изоляции к наружной поверхности магнитопровода, состоящий из ленты такой ширины, чтобы при изгибе ее краев и при заданном коэффициенте перекрытия изоляции в окне магнитопровода обеспечивалась полная изоляция и оснований магнитопровода. Для этого изоляционная лента, ширина которой превышает высоту магнитопровода на величину, достаточную для закрывания необходимой части оснований магнитопровода, зажимается одним из приводимых роликов устройства для поворота тороидальных магнитопроводов. Затем поверх ленты накладывают конец изолируемой ленты, нанесенной на шпулю, поджимают дополнительными роликами механизма изгибания изолирующего наружную поверхность слоя ленты и, включив станок, производят изолирование магнитопровода. По окончании процесса нанесения изоляции на магнитопровод обрезают изолирующую ленту, конец ее приклеивают к магнитопроводу, другой конец, образовавшийся при разрезании ленты, закрепляют на кольцевом магазине и сматывают оставшуюся на нем ленту на приемную бобину, производят смену магнитопровода и перематывают необходимое количество ленты с бобины на кольцевой магазин. Для обеспечения натяжения ленты к валу бобины, на которой уложен запас изоляционной ленты, прикладывается крутящий момент от электродвигателя, работающего в режиме противовключения.
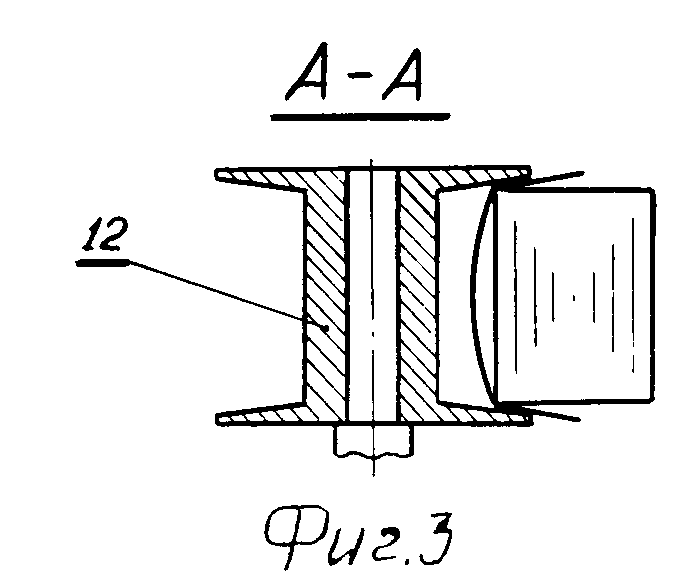
На фиг. 1 показано нанесение изоляции при помощи шпули; на фиг.2 нанесение изоляции на наружную поверхность магнитопровода; на фиг.3 сечение А-А на фиг.2.
Станок для изолирования тороидальных магнитопроводов состоит из шпули 1, которая при помощи роликов 2 создает кольцевой магазин 3. Шпуля, вращающаяся в приводных роликах 4, имеет вырыв для надевания на нее магнитопровода 5. Запас ленты 6 при смене магнитопровода может быть смотан с кольцевого магазина на бобину 7. Для закрепления на кольцевом магазине конца обрезанной ленты, являющейся ее началом для изолирования следующего магнитопровода, служит механизм 8, а подпружиненный ролик 9 служит для фиксации окончания процесса перематывания ленты на бобину. Магнитопровод 5 заключен для осуществления его поворота при нанесении изоляции в ролики 10, под один из которых подведен слой изоляции 11, края которого могут быть изогнуты в сторону оснований магнитопровода дополнительными роликами 12.
Именно наличие механизма поворота магнитопровода, выполняющего также функции подведения слоя изолирующей ленты к наружной поверхности магнитопровода, обеспечивает выполнение поставленной задачи, а именно нанесение на наружную поверхность магнитопровода более толстого слоя изоляции по сравнению со слоем изоляции на внутренней поверхности магнитопровода. Это позволяет сделать вывод, что изобретения связаны между собой единым изобретательским замыслом.
Сравнение с другими известными техническими решениями в данной области техники признаки, отличающие изобретения от прототипа, не были выявлены, и потому они обеспечивают заявляемому техническому решению соответствие критерию "новизна".
Нанесение изоляции на тороидальный магнитопровод производится следующим образом.
Магнитопровод 5 (фиг. 1) устанавливается на шпулю 1. Слой изоляционной ленты 11 (фиг. 2) подводится к магнитопроводу 5 и укладывается под один из приводных роликов 10, которые, охватывая магнитопровод, удерживают ленту 11. Приводятся во вращение ролики 4, и на концевой магазин шпули 1 при закрепленном при помощи механизма 8 начале изоляционной ленты наносится такое количество ее слов, какое укладывается по внутренней поверхности магнитопровода с учетом коэффициента перекрытия изоляции. Освобождают при помощи механизма 8 начало ленты, подводят его к магнитопроводу и одновременно с лентой 11 зажимают дополнительными роликами 12. Включают станок. При вращении роликов 4, приводящих в действие шпулю 1, и роликов 10, производящих поворот магнитопровода, происходит обматывание магнитопровода одновременно со слоем изоляции 11, изгибаемым к основаниям магнитопровода при помощи роликов 12, изоляционной лентой. Для осуществления натяжения ленты к валу бобины 7 прикладывают крутящий момент от электродвигателя, работающего в режиме противовключения. По окончании процесса нанесения изоляции, определяемого датчиком, связанным с подпружиненным роликом 9, зажимают ленту при помощи механизма 8, обрезают ее и прикладывают ее конец к магнитопроводу.
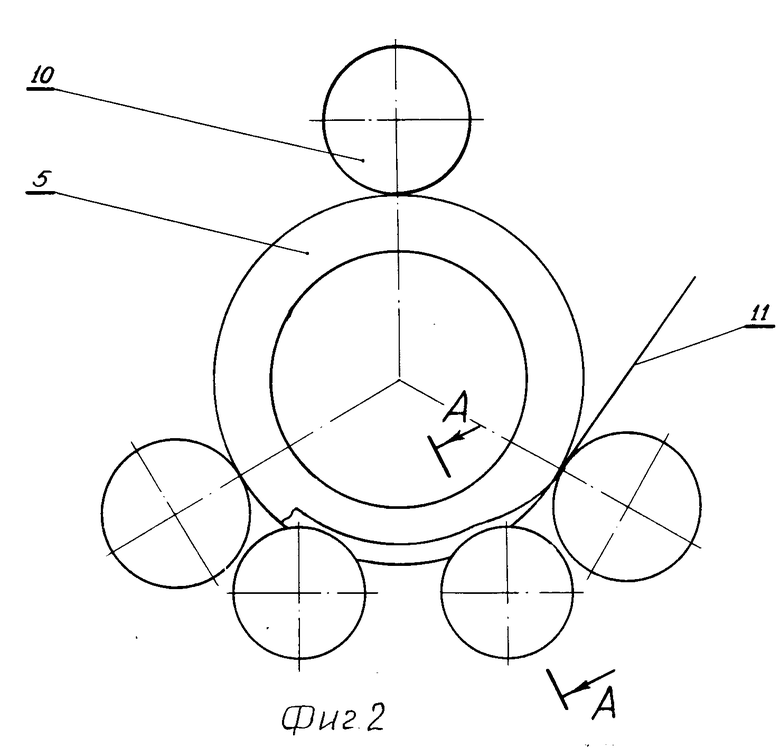
Изобретение относится к электротехнике, в частности к намоточному оборудованию для изолирования тороидальных магнитопроводов. Способ состоит в том, что изоляционную ленту обматывают вокруг магнитопровода. При этом конец ленты закрепляют так, что он закрывает часть основания магнитопровода, определяемую величиной коэффициента перекрытия изоляции по внутренней поверхности магнитопровода. Укладку ленты по периметру и обматывание магнитопровода осуществляют одновременно. Станок для изолирования тороидальных магнитопроводов состоит из шпули 1, которая при помощи роликов 2 создает кольцевой магазин 3 для изоляционной ленты 6. Шпуля, вращающаяся в приводных роликах 4, имеет выров для надевания на нее магнитопровода 5. Запас ленты 6 при смене магнитопровода может быть смотан с кольцевого магазина на бобину 7. Для закрепления на кольцевом магазине 3 конца обрезанной ленты служит механизм 8, а подпружиненный ролик 9 служит для фиксации окончания процесса перематывания ленты на бобину. Магнитопровод 5 заключен для осуществления его поворота при нанесении изоляции в ролики, под один из которых подведен слой изоляции. Края ролика могут быть изогнуты в сторону оснований магнитопровода дополнительными роликами. 2 с. и 2 з. п. ф-лы, 3 ил.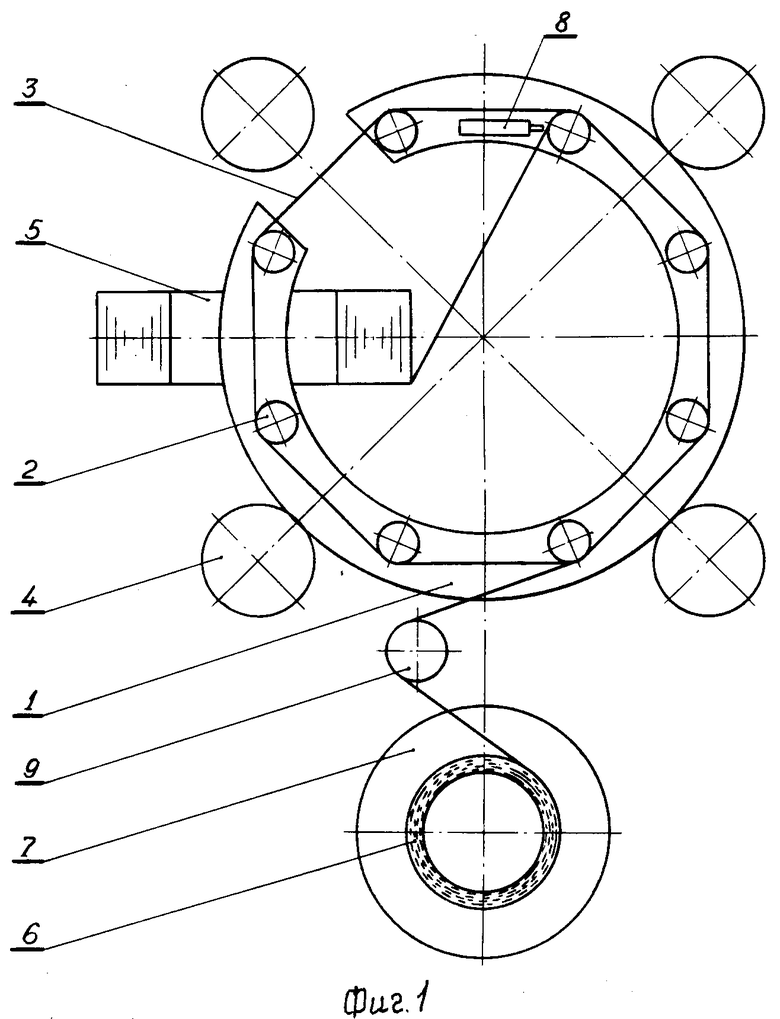
| Шпуля для наложения ленточной изоляции на кольцевые сердечники | 1987 |
|
SU1541682A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
