Изобретение относится к текстильному машиностроению, а именно к способам изготовления пильчатых чешущих сегментов рабочих органов чесальных машин в прядильном производстве.
Известен способ изготовления чешущих сегментов (патент Франции N 2246665, кл. D 01 G 15/92, 1975) путем навивки кардной ленты зубьями вниз на цилиндрический шаблон с последующим покрытием навоя резиной и деревянными пластинами и разрезкой гарнитуры после затвердевания резины на сегменты по линиям, расположенным между пластинами.
Известен также способ изготовления пильчатых сегментов (патент США N 3504062, кл. D 01 G 15/24, 1972) путем подачи цельнометаллической пильчатой ленты с катушки через изгибающий ролик с канавкой, навивку ее на барабан зубом вниз с последующей шлифовкой основания навоя, наложение на него пластины с вогнутой поверхностью, закрепление, например, приклеиванием и разрезание на сегменты.
Недостатком этих способов является низкое качество изготовления пильчатых чешущих сегментов из-за повреждения зуба при касании им поверхности барабана.
Наиболее близким к предлагаемому является способ изготовления сегментов чесальных машин (авт. св. СССР N 1808025, кл. D 01 G 15/24, 1990), включающий установку отрезков цельнометаллической пильчатой ленты на рабочую поверхность опорного элемента, выполненную цилиндрической, изгиб отрезков пильчатой ленты и их скрепление в блок.
Недостатками этого способа являются низкое качество изготовления чешущих сегментов и низкая производительность, заключающаяся в том, что при гибке отдельных отрезков пильчатой ленты механическим способом (а при одновременной вырубке и гибке тем более) происходит повреждение (скол или изгиб) вершин зубьев пильчатой ленты, а также то, что гибка производится поштучно.
Цель изобретения повышение качества и производительности изготовления чешущих сегментов.
Для этого в предлагаемом способе, включающем установку отрезков пильчатой ленты на рабочую поверхность опорного элемента, выполненную цилиндрической, изгиб отрезков пильчатой ленты и их скрепление в блок, изгиб отрезков пильчатой ленты осуществляют посредством воздействия магнитного поля, причем при изгибе на отрезки пильчатой ленты осуществляется дополнительное механическое воздействие, установка блока отрезков пильчатой ленты может осуществляться посредством дополнительной крепежной пластины, а механическое воздействие для изгиба блока отрезков пильчатой ленты осуществляют на концевые участки дополнительной пластины.
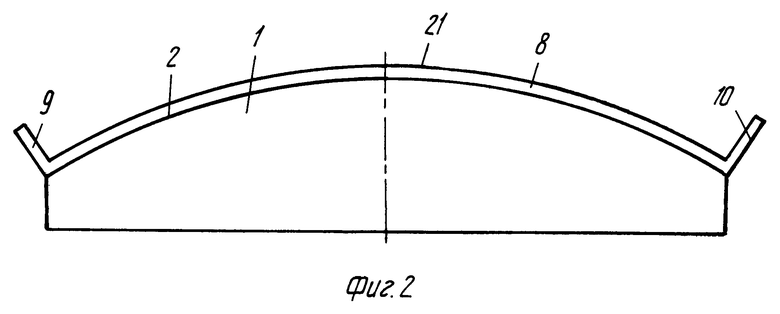
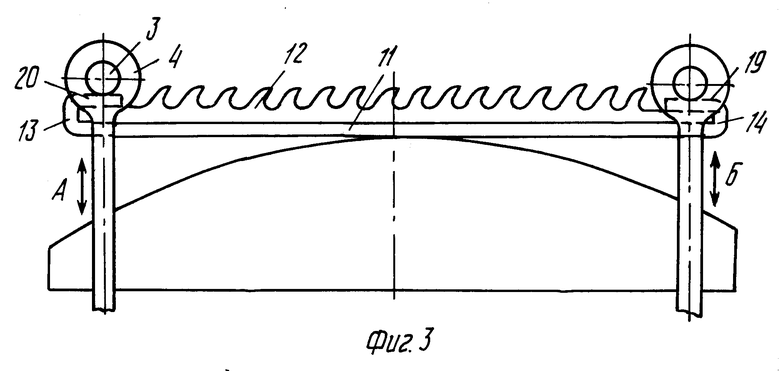
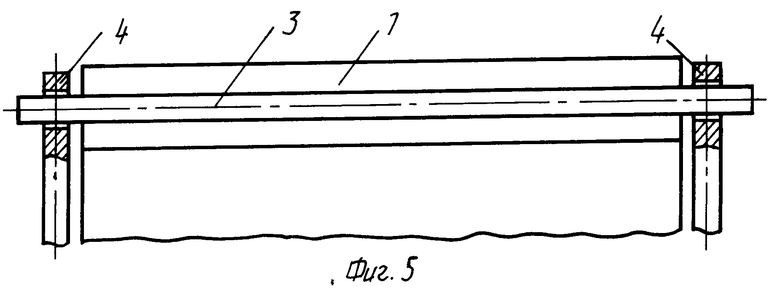
На фиг. 1 показан опорный элемент, выполненный в виде магнитной плиты, для формирования блока полосок пильчатой ленты; на фиг.2, 9 магнитная плита с установленной на ней удерживающей изогнутой пластиной без полосок пильчатой ленты, вид спереди; на фиг.3, 4, 10, 11 магнитная плита с установленной на ней удерживающей изогнутой пластиной и полосками пильчатой ленты, вид спереди; на фиг. 5 магнитная плита, вид сбоку; на фиг.6, 12 магнитная плита с изогнутыми чешущими сегментом, вид спереди; на фиг.7, 13 изготовленные чешущие сегменты; на фиг.8 опорный элемент для изготовления чешущего сегмента, вид сбоку; на фиг.14 чешущий сегмент для расчета его параметров; на фиг.15 полоска пильчатой ленты, сечение; на фиг.16 схема нагружения полоски пильчатой ленты для расчета на прогиб.
Устройство для изготовления чешущих сегментов с рабочей поверхностью формирования блока полосок пильчатой ленты выпуклой формы содержит магнитную плиту 1 (фиг. 1), имеющую рабочую поверхность формирования блока полосок 2 выпуклой формы, прижимной узел, содержащий прижимной элемент 6 с подвижными хомутами 7, расположенными по середине магнитной плиты 1.
Способ изготовления чешущего сегмента поясняется примерами изготовления.
Для изготовления чешущего сегмента выпуклой формы на рабочую поверхность опорного элемента формирования блока полосок 2 магнитной плиты 1 (фиг.1) устанавливают либо изогнутую дополнительную пластину 8 (фиг.2) с отогнутыми краями 9 и 10, либо дополнительную пластину 11 с установленными на ней бок о бок в блок полосками пильчатой ленты 12 и предварительно скрепленными загнутыми концами 13 и 14. Рабочая поверхность формирования блока полосок 2 пильчатой ленты выполнена цилиндрической. Удерживающая дополнительная пластина 8 имеет форму, соответствующую поверхности 2 магнитной плиты 1. Затем включают ток питания электропостоянной магнитной плиты 1 для создания удерживающей силы (Руд 0,1 Н/см2), достаточной для удержания на ее вершине 15 либо предварительно нарезанных полосок пильчатой ленты 16, установленных бок о бок в блок, либо плоской пластины 11. На кромки 17 и 18 полосок пильчатой ленты 16, выбранных бок о бок в блок зубьями вверх и установленных серединой на вершину 15 магнитной плиты 1 (фиг.4, 5), или края 19 и 20 пластины 1 (фиг. 3.5) надевают прижимные элементы 3 с подвижными хомутами 4. После этого увеличивают ток питания электропостоянной магнитной плиты 1 для создания силы притяжения (Р), достаточной для изгиба в дугу либо блока полосок пильчатой ленты 16, либо плоской пластины 11, и притяжения их или к поверхности 21 удерживающей пластины 8, или к поверхности 2 магнитной плиты 1. Прижимные элементы 3 с подвижными хомутами 4 необходимы для осуществления начального движения кромок 17 и 18 полосок пильчатой ленты 16 и краев 19 и 20 пластины 11 по направлению стрелок А и Б, а основной изгиб выполняется посредством магнитной силы магнитной плиты 1. После изгиба либо блока полосок пильчатой ленты 16, либо пластины 11 снимают прижимные элементы 3 и обжимают окончательно блок полосок пильчатой ленты по краям по стрелкам В и Г (фиг.6). Отключают магнитную плиту 1 от источника питания и снимают изготовленные чешущие сегменты с пильчатой поверхности выпуклой формы (фиг.7).
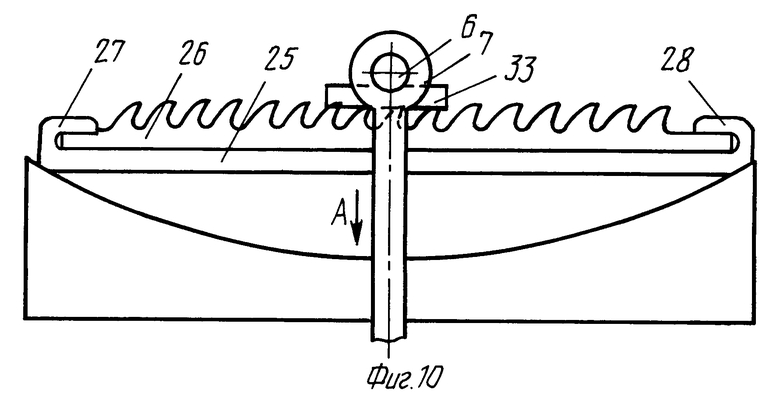
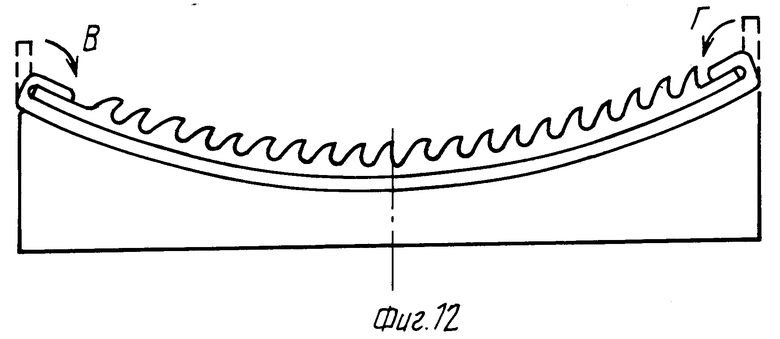
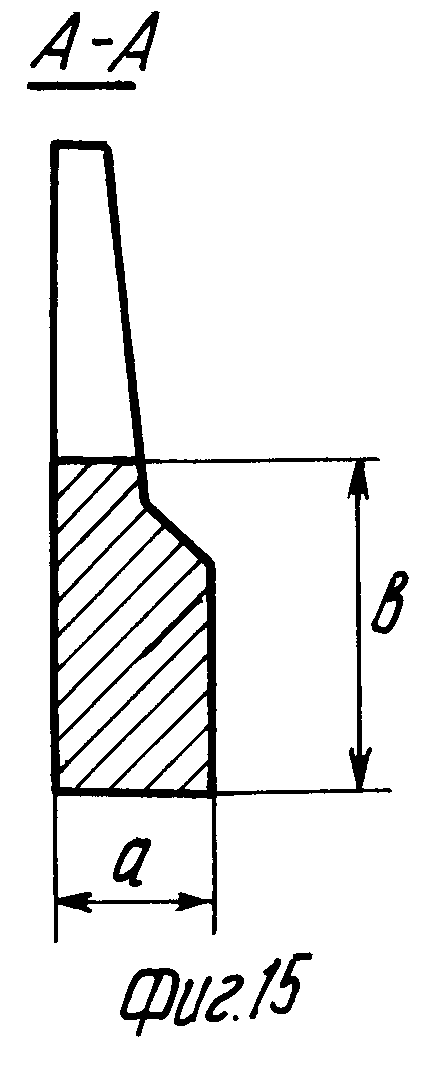
Для изготовления чешущего сегмента вогнутой формы на опорную поверхность формирования блока полосок пильчатой ленты 5 магнитной плиты 1 (фиг.8) устанавливают либо изогнутую удерживающую тонкую пластину 22 с отогнутыми краями 23 и 24 (фиг.9), либо плоскую пластину 25 (фиг.10) с установленными на ней бок о бок в блок полосками пильчатой ленты 26 и предварительно скрепленными загнутыми концами 27 и 28. Рабочая поверхность формирования блока полосок пильчатой ленты 5 выполнена в виде части дуги окружности чесального барабана. Удерживающая тонкая пластина 22 имеет форму, соответствующую поверхности 5 магнитной плиты 1. Предварительно нарезанные полоски пильчатой ленты 26 устанавливают бок о бок в блок зубьями вверх основаниями 29 и 30 на края 31 и 32 пластины 22 (фиг.11) или пластины 25 (фиг.10). На пильчатую поверхность блока или пластины 25 через предохранительную прокладку 33 устанавливают прижимной элемент 6 с подвижными хомутами 7 (фиг.10 и 11). После этого включают ток питания электропостоянной магнитной плиты 1 для создания силы притяжения (Р 2,2 Н/см2), предварительно, посредством прижимного элемента 6 и подвижных хомутов 7 создав начальное движение блоку полосок пильчатой ленты 26 или пластине 25 по направлению стрелки А. После выполнения изгиба блок полосок пильчатой ленты или пластины 25 посредством притяжения их к поверхности формирования блока полосок 5 магнитной плиты 1 снимают прижимные элементы 6 и обжимают окончательно кромки полосок пильчатой ленты краями удерживающих пластин в направлении стрелок В и Г. Затем отключают питание магнитной плиты и снимают изготовленные чешущие сегменты вогнутой формы (фиг.13). Сегменты с пильчатой поверхностью выпуклой формы (фиг.7) используют, например, для установки на чесальных барабанах, а вогнутой формы (фиг. 13) в качестве неподвижных чешущих элементов вокруг чесального барабана (не показаны). Расчет величины силы притяжения, необходимой для изгиба плоских полосок в дугу, ведут следующим образом. Пильчатые сегменты изготавливают для чесальных барабанов ⊘ 1290 мм (фиг.14) и длиной дуги окружности l 250 мм. Высота сегмента hP(1 cos α), где угол α 11,1038о. h645(1 cos ϕ11,1038o) 12,074 мм. Для расчетов берут пильчатую гарнитуру двух видов: с минимальным размером поперечного сечения а х b 0,7 x 1,5 мм и максимальным а х b 2,4 x 1,7 мм (фиг.15). Но так как длина сегмента равна 1000 мм, то расчеты ведут для сечений 1000 х 1,5 мм и 1000 х 1,7 мм. Материал пильчатой гарнитуры: сталь 60.
Величина прогиба h (фиг.16) под действием сосредоточенной нагрузки Р определяется по формуле
h 
Величина Е (1,96-2) 1011.
Осевой момент инерции I  .
.
Определим I1 для сечения a x b 1000 x 1,5 мм
I1=  281,250·10-12 м4
281,250·10-12 м4
Определим I2 для сечения 1000 х 1,7 мм
I2=  409,416·10-12 м4
409,416·10-12 м4
Определим величину сосредоточенной нагрузки Р, необходимой для прогиба пильчатой гарнитуры шириной 250 мм (величина дуги сегмента) и длиной 1000 мм (длина сегмента) на величины h 12,074 мм. Для сечения 1000 х 1,5 =
=
Для сечения 1000 х 1,7
P2
 3037,2 H
3037,2 H
Использование изобретения позволяет получить чешущие сегменты выпуклой, например для чесальных барабанов, и вогнутой формы с различной кривизной рабочей поверхности, в частности для установки в качестве неподвижных шляпок вокруг чесальных барабанов. Причем при производстве различных форм сегментов используют одно и то же устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чешущей гарнитуры шляпки чесальной машины | 1990 |
|
SU1747553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА | 1993 |
|
RU2046848C1 |
| Способ изготовления чешущего сегмента и устройство для его осуществления | 1990 |
|
SU1721133A1 |
| Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты | 1987 |
|
SU1493696A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТЫ | 1995 |
|
RU2085630C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТЫ | 1993 |
|
RU2061117C1 |
| Способ изготовления чешущего сегмента | 1989 |
|
SU1677103A1 |
| Шляпка чесальной машины | 1988 |
|
SU1687656A1 |
| Шляпка чесальной машины | 1989 |
|
SU1728309A1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКАЯ ПИЛЬЧАТАЯ ЛЕНТА ЧЕСАЛЬНЫХ МАШИН | 1993 |
|
RU2049170C1 |










Сущность изобретения: способ изготовления чешушего сегмента включает установку отрезков пильчатой ленты на рабочую поверхность опорного элемента, которая выполнена цилиндрической, изгиб пильчатой ленты посредством воздействия магнитного поля и дополнительного механического воздействия, и скрепление отрезков пильчатой ленты в блок. 1 з. п. ф-лы, 16 ил.
| US | |||
| Патент, N 3604062, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
