Изобретение относится к машиностроению для текстильной промышленности и может быть использовано при изготовлении пильчатой гарнитуры для шляпок чесальных машин приготовительного производства прядильных фабрик
Известен способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты при котором режут пильчатую ленту на отдельные полосы, устанавливают их в блок бок о бок на рабочую поверхность магнитной плиты обрабатывают концы всех полос механическим способом, а затем скрепляют их друг с другом посредством лазерной сварки
Недостатками данного способа изготовления пильчатой гарнитуры являются: невозможность установки пильчатой гарнитуры на плиту по вершинам зубьев, так как из-за малой опорной площади вершин зубьев их контакт с рабочей поверхностью плиты будет очень малым, что существенно снизит величину магнитного потока проходящего через ЦМПЛ а тем самым силу магнитного
притяжения; ограничение мест сварки пильчатой гарнитуры площадью рабочей поверхности магнитной плиты, т е. сварку полос можно производить только в тех местах, которые выходят за рабочую поверхность магнитной плиты, малая прочность изготовленного блока пильчатой гарнитуры, вследствие того, что сварные швы расположены только по краям блока вдоль сторон магнитной плиты.
Цель изобретения - повышение качества гарнитуры путем предотвращения смятия вершин зубьев и одновременно увеличения прочности крепления полосок в блоке гарнитуры
Указанная цель достигается тем. что перед установкой отдельных полос в блок, на магнитную плиту наносят слой магнитовосприимчивого вещества, например, ферритного порошка, при этом полосы устанавливают зубьями вниз, затем создают магнитное поле, механическую обработку осуществляют путем нарезки пазов на основании блока, а скрепление полос осуществляют по пазам,
сл
с
2
VI сл сл со
либо посредством лазерной сварки, либо посредством связующего.
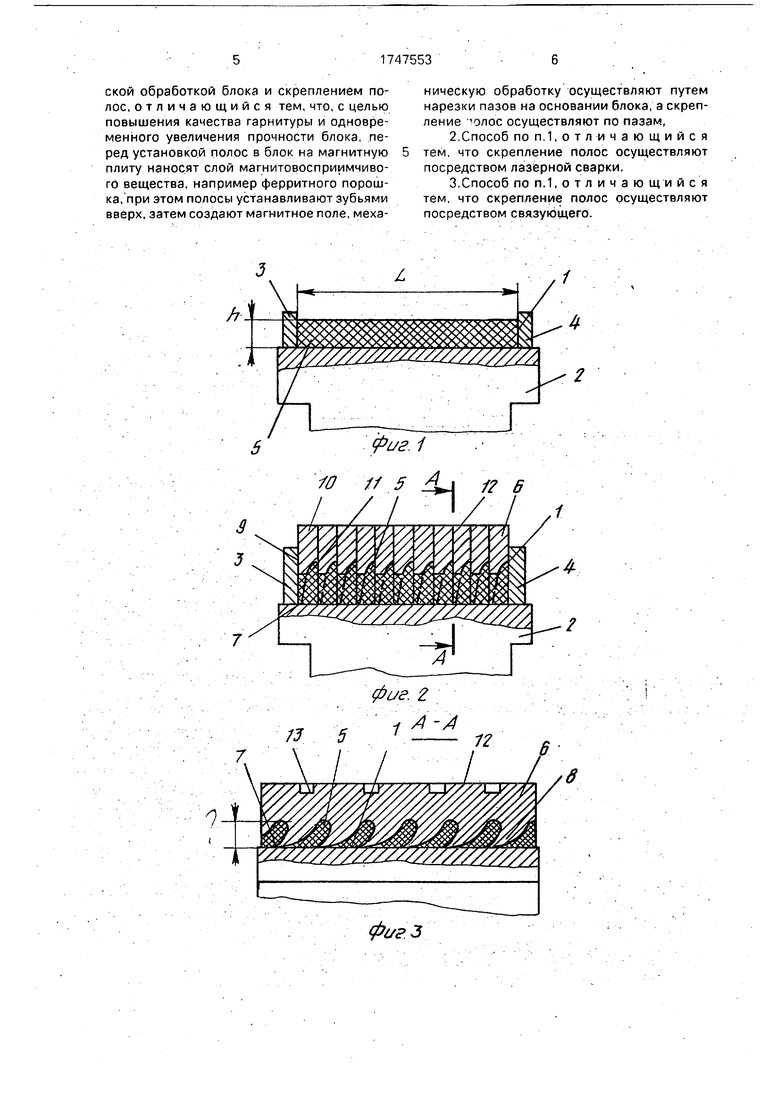
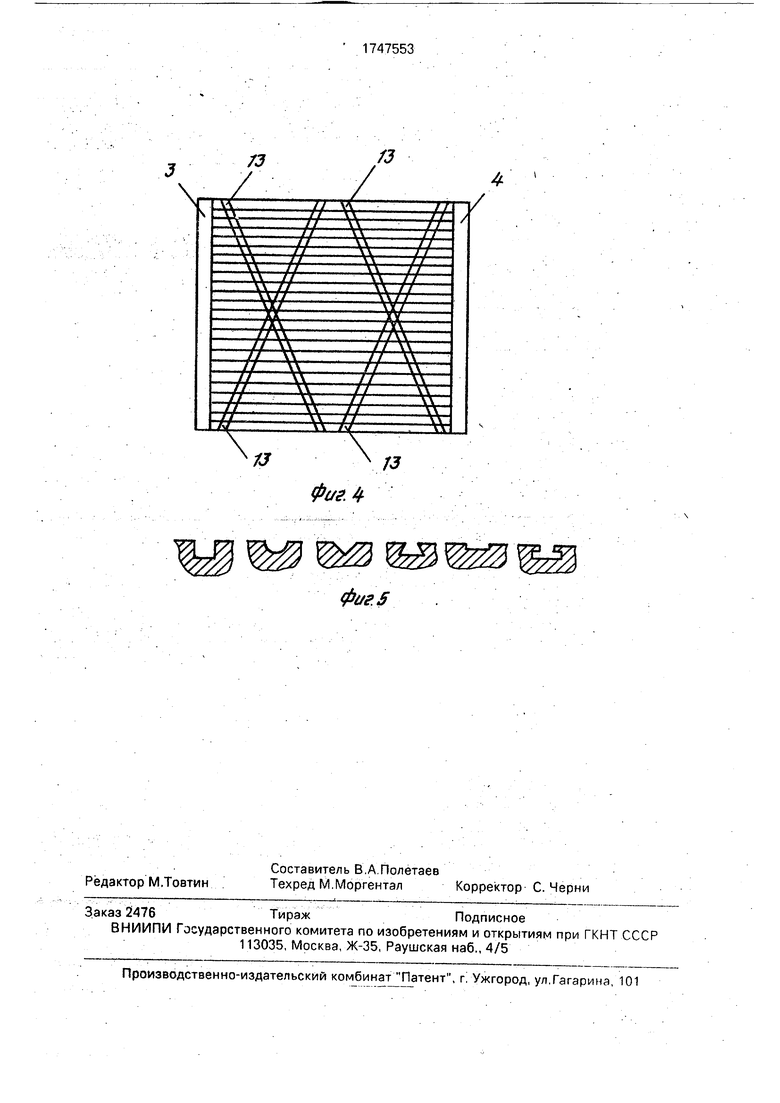
На фиг.1 показан вид спереди магнитной плиты с нанесением на ее рабочую поверхность слоя магнитовосприимчивого вещества; на фиг.2 - вид спереди магнитной плиты с установленными на ней полосками пильчатой гарнитуры; на фиг.З - продольный разрез пильчатой гарнитуры, установленной на магнитной плите; на фиг,4 - вид сверху магнитной плиты с установленными на ней полосками ЦМПЛ; на фиг.5 - форма пазов на основании ЦМПЛ.
Для изготовления чешущей гарнитуры эффективно использовать электропостоянную плиту, содержащую постоянные магниты и электромагниты,
Пример. Сначала на рабочую поверхность 1 (фиг,1) плиты 2 устанавливают элементы 3 и 4, ограничивающие длину L блока пильчатой гарнитуры. Затем на поверхность 1 наносят слой магнитовосприимчивого вещества 5, например, ферритного порошка. При этом слой порошка, насыпанный без сжатия на поверхность плиты, должен иметь толщину h не более 1,2 высоты зуба Из, так как излишки металлического порошка отрицательно влияют на установку пильчатой гарнитуры, но не менее высоты зуба ha, так как появятся пустоты, незаполненные порошком, что приведет к уменьшению магнитной проницательности, а следовательно, и магнитного потока, проходящего через пильчатый блок.
После включения источника питания плиты создают за счет изменения тока питания электромагнитов магнитный поток О 20 Вб, что соответствует удерживающей силе Руд. 10 Н/см2. достаточной для превращения ферритного порошка в вязкую массу с целью удержания его на рабочей поверхности плиты без просыпания с последней.
Затем предварительно нарезанные отдельные полосы 6 цельнометаллической пильчатой ленты устанавливают бок о бок одна к другой зубьями вниз на слой магнитовосприимчивого вещества 5 таким образом, что вершины 7 зубьев 8 (фиг.2 и 3) касались рабочей поверхности 1 плиты 2, а боковая сторона 9 крайней полосы 10 прилегала к поверхности 11 элемента 3. Таким образом обеспечивается перпендикулярность боковой стороны 9 пильчатой полоски к рабочей поверхности 1 плиты 2. После того, как все полосы будут установлены в блок на поверхность 1 между элементами 3 и 4, источником питания плиты создают за счет изменения тока электромагнитов магнитный поток Фм не менее 40 Вб, достаточный для превращения ферритного порошка 5 из вязкого состояния в твердое и для притяжения вместе с полосками ЦМПЛ к рабочей поверхности магнитной плиты как
единственное целое тело.
Таким образом, создаются условия, при которых возможна механическая обработка основания 21 пильчатого блока без повреждения вершин 7 зубьев 8 гарнитуры, так как
0 под действием магнитного поля образуется единая твердая масса, состоящая из полосок ЦМПЛ и ферритного порошка. Силы резания, возникающие при механической обработке основания гарнитуры, будут дей5 ствовать на всю твердую массу, а не на вершины зубьев ЦМПЛ.
Потом на поверхности основания 12 пильчатого блока нарезают сетку пазов 13 (фиг.З и 4), форма которых может быть раз0 лична (фиг.5). Пазы заполняют металлическим или другим порошком, кусочками легкоплавкого твердого металла или проволоки, или клеяще-связующим веществом и т.д.
5 В первом случае полоски ЦМПЛ сваривают лазерным или иным лучом по поверхности паза, в котором насыпан порошок, способный под действием лазерного луча спекаться с полосками ЦМПЛ и тем самым
0 соединять их в блок.
Во втором случае паз заполняют или кусочками твердого легкоплавкого металла, или на дно паза укладывают металлическую проволоку. Затем под давлением лазерного
5 или иного луча кусочки металлов или проволока плавятся и после застывания соединяют полоски ЦМПЛ в блок. Причем температура плавления кусочков металла или проволоки.должна быть не выше темпе0 ратуры плавления металла ЦМПЛ
В третьем случае пазы заполняют клея- ще-связующим веществом, после застыва- ния которого полоски соединяются в блок. После изготовления блок пильчатой гар5 нитуры устанавливают известными способами, например, при помощи С-образной скобы, на колосник шляпки.
Способ изготовления чешущей гарнитуры шляпки чесальной машины позволит по- 0 высить качество гарнитуры путем предотвращения смятия вершин зубьев и увеличения прочности крепления полос ЦМПЛ в блоке.
Формула изобретения 51.Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты, характеризующийся резкой пильчатой ленты на отдельные полосы, установкой их в блок бок о бок на рабочую поверхность магнитной плиты механической обработкой блока и скреплением полос, отличающийся тем, что, с целью повышения качества гарнитуры и одновременного увеличения прочности блока, перед установкой полос в блок на магнитную плиту наносят слой магнитовосприимчиво- го вещества, например ферритного порошка, при этом полосы устанавливают зубьями вверх, затем создают магнитное поле, механическую обработку осуществляют путем нарезки пазов на основании блока, а скрепление олос осуществляют по пазам,
2 Способ по п1,отличающийся тем, что скрепление полос осуществляют посредством лазерной сварки,
3.Способ по п.1,отличающийся тем, что скрепление полос осуществляют посредством связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты | 1987 |
|
SU1493696A1 |
| Способ изготовления чешущего сегмента и устройство для его осуществления | 1990 |
|
SU1721133A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА | 1993 |
|
RU2046851C1 |
| Способ изготовления шляпок чесальных машин | 1990 |
|
SU1808026A3 |
| Шляпка чесальной машины | 1988 |
|
SU1687656A1 |
| Устройство для обтягивания пильчатой лентой шляпок чесальных машин | 1988 |
|
SU1703727A1 |
| ЧЕШУЩИЙ РАБОЧИЙ ОРГАН | 1989 |
|
RU2016924C1 |
| Шляпка чесальной машины | 1989 |
|
SU1728309A1 |
| Узел чесания чесальной машины | 1988 |
|
SU1602887A1 |
| УСТРОЙСТВО ДЛЯ ОБТЯЖКИ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТОЙ | 2012 |
|
RU2500843C1 |
Сущность изобретения1 способ характеризуется резкой пильчатой ленты на отдельные полосы, установкой их в блок бок о бок на рабочую поверхность магнитной плиты. Перед установкой блока на магнитную плиту наносят слой магнитовосприимчивого вещества, например ферритного порошка Полосы устанавливают зубьями вверх, затем создают магнитное поле, обрабатывают основание блока путем нарезки пазов, а скрепляют полосы по пазам лазерной сваркой или нанесением связующего 2 з п ф-лы, 5 ил
vrZZЈЈ
422/22
4
фиг. Z Я 5 .
7 I / / /
4
в
фигЗ
Фаг. 4фиг 5
| Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты | 1987 |
|
SU1493696A1 |
