Изобретение относится к машиностроению для текстильной промышленности и может быть использовано при изготовлении пильчатых чешущих сегментов для чесальных машин приготовительного производства прядильных фабрик.
Цель изобретения - повышение качества изготавливаемых пильчатых сегментов.
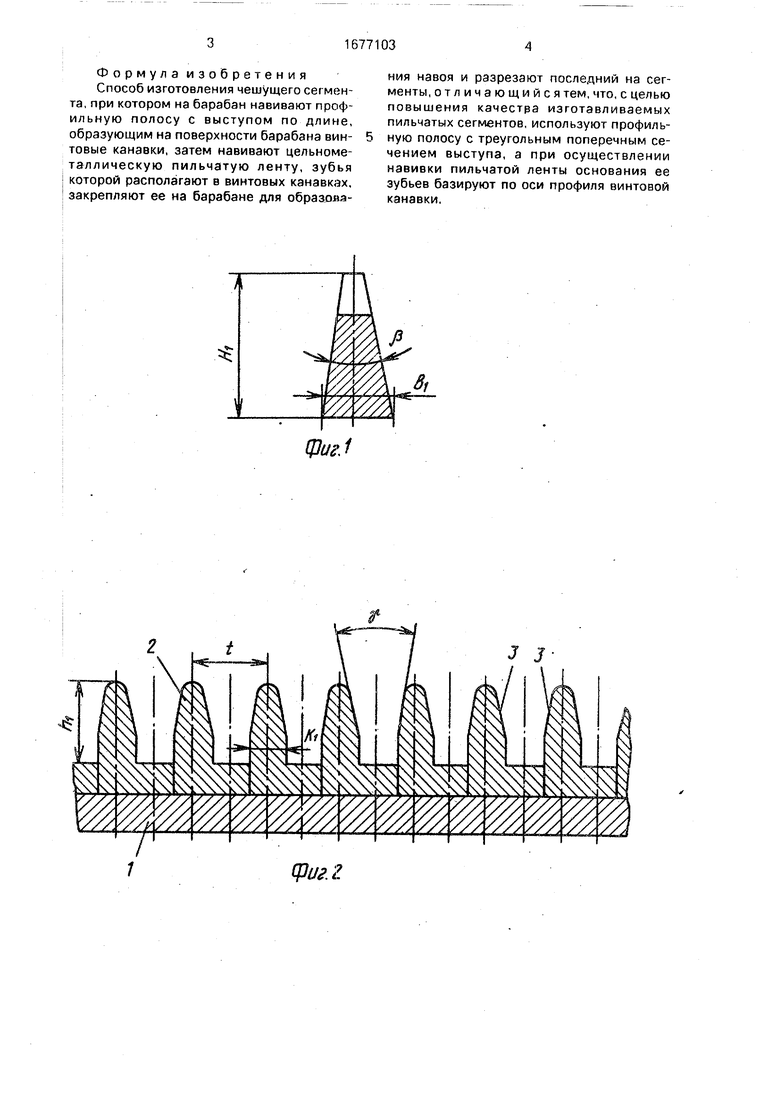
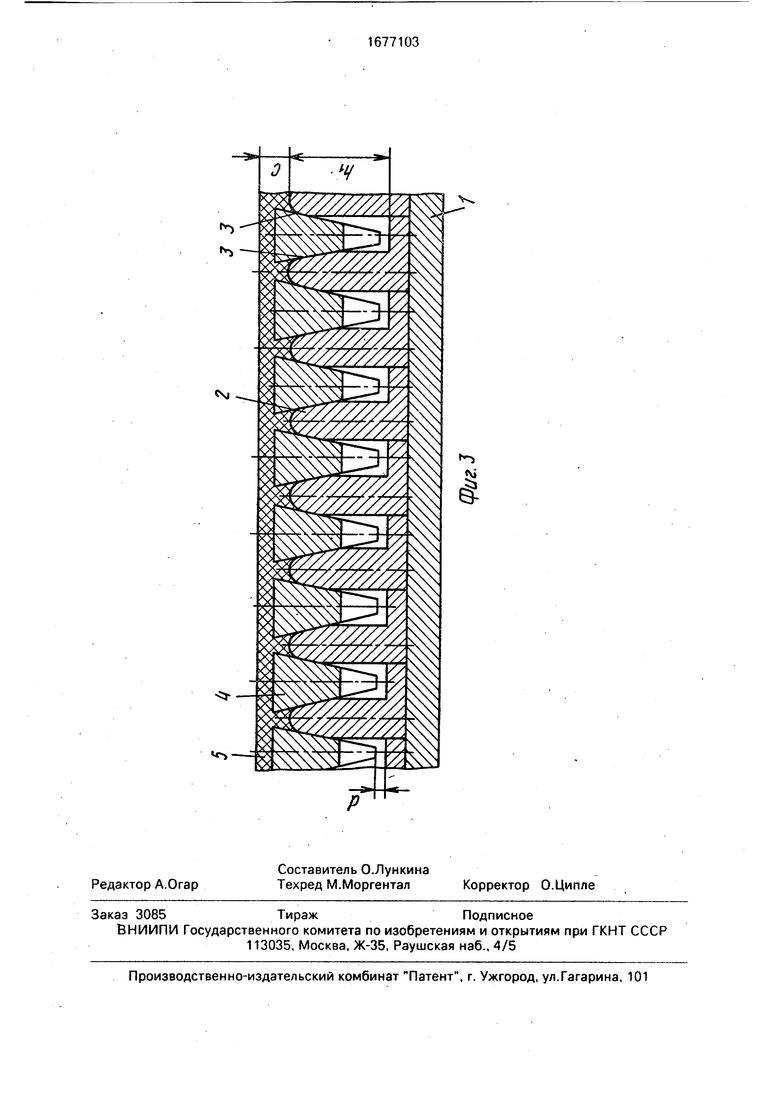
На фиг. 1 показана цельнометаллическая пильчатая лента, сечение; на фиг. 2 - устройство для изготовления чешущих сегментов; на фиг. 3 - навой пильчатой ленты на винтовой поверхности барабана, разрез.
Устройство для изготовления чешущих сегментов содержит барабан 1, на который намотана лента 2, имеющая выступы треугольного сечения. Поверхности 3 двух смежных выступов образуют угол у, равный углу ft сечения цельнометаллической пильчатой ленты ( фиг.1). Шаг t винтовой канавки на 0,02-0,05 мм больше ширины Bi основания пильчатой ленты (фиг. 1). Толщина Ki выступа витка равна 0,85 мм. Высота RI винтовой линии определяет толщину С заливки основания пильчатой ленты 4 клеяще-связую- щим веществом 5 (фиг. 3). Для предотвращения поломки зубьев при навивке предусмотрен зазор d 0.3 мм.
Пример. При изготовлении чешущих сегментов цельнометаллическую пильчатую ленту 4 с поперечным сечением в виде треугольника навивают зубьями вниз по винтовой канавке, базируя боковыми гранями на скошенные поверхности 3 двух смежных выступов винтовой линии барабана (фиг. 3). Затем навой шлифуют по поверхности, образованной основанием пильчатой ленты, наносят на эту поверхность клеяще-связую- щее вещество, устанавливают армирующие пластины и после высыхания клеяще-связу- ющего вещества разрезают на сегменты в местах расположения продольных пазов на винтовой поверхности барабана (не показаны).
Перед навивкой пильчатой ленты на винтовую поверхность на последнюю наносят разделительный слой в виде консистентной смазки.
Ь-в.
rL.
О
ы
Формула изобретения Способ изготовления чешущего сегмента, при котором на барабан навивают профильную полосу с выступом по длине, образующим на поверхности барабана винтовые канавки, затем навивают цельнометаллическую пильчатую ленту, зубья которой располагают в винтовых канавках, закрепляют ее на барабане для образования навоя и разрезают последний на сегменты, отличающийся тем, что, с целью повышения качестра изготавливаемых пильчатых сегментов, используют профильную полосу с треугольным поперечным сечением выступа, а при осуществлении навивки пильчатой ленты основания ее зубьев базируют по оси профиля винтовой канавки,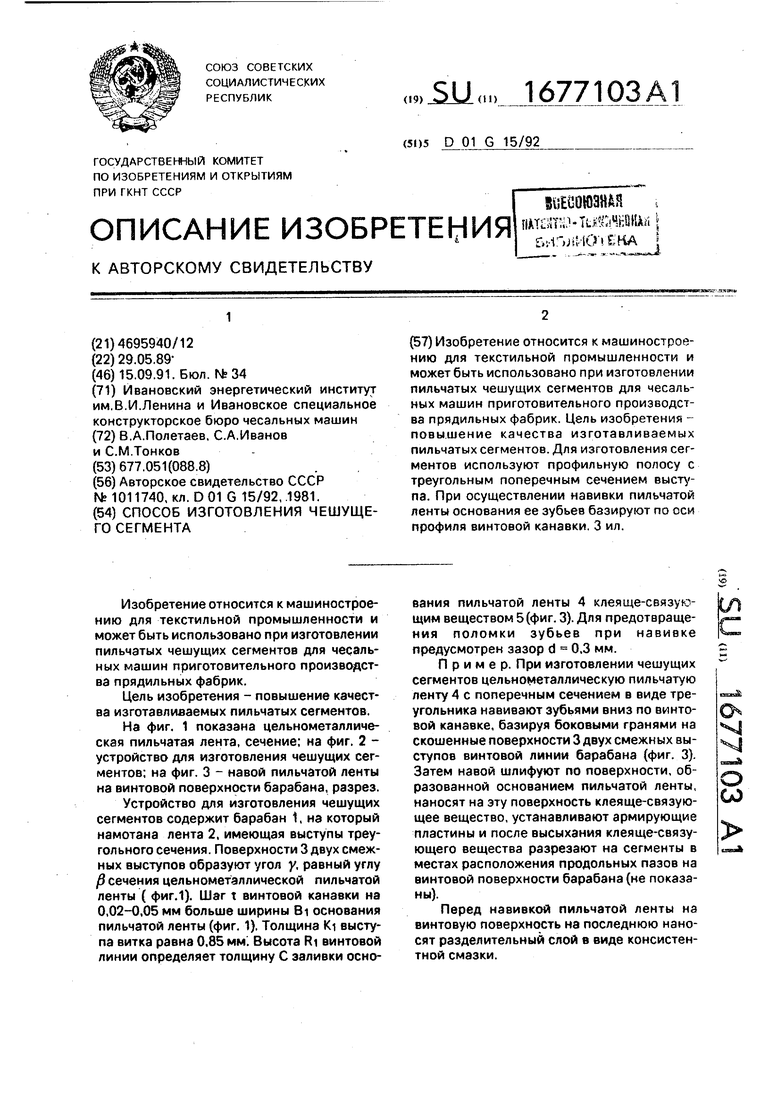
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА | 1993 |
|
RU2046848C1 |
| Способ изготовления чешущего сегмента | 1981 |
|
SU1011740A1 |
| Способ изготовления чешущего сегмента и устройство для его осуществления | 1990 |
|
SU1721133A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА | 1993 |
|
RU2046851C1 |
| Способ изготовления чешущей гарнитуры шляпки чесальной машины | 1990 |
|
SU1747553A1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТЫ | 1993 |
|
RU2061117C1 |
| ЧЕШУЩИЙ РАБОЧИЙ ОРГАН | 1989 |
|
RU2016924C1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКАЯ ПИЛЬЧАТАЯ ЛЕНТА ЧЕСАЛЬНЫХ МАШИН | 1993 |
|
RU2049170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТЫ | 1995 |
|
RU2085630C1 |
| РАСЧЕСЫВАЮЩИЙ СЕГМЕНТ ДЛЯ ТЕКСТИЛЬНЫХ МАШИН | 1992 |
|
RU2051215C1 |
Изобретение относится к машиностроению для текстильной промышленности и может быть использовано при изготовлении пильчатых чешущих сегментов для чесальных машин приготовительного производства прядильных фабрик. Цель изобретения - повышение качества изготавливаемых пильчатых сегментов. Для изготовления сегментов используют профильную полосу с треугольным поперечным сечением выступа. При осуществлении навивки пильчатой ленты основания ее зубьев базируют по оси профиля винтовой канавки. 3 ил.
фиг. 1
фиг. г
J J
| Способ изготовления чешущего сегмента | 1981 |
|
SU1011740A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
