Изобретение относится к испытательной технике адеструктивного контроля, а именно к электроакустической импедансной твердометрии, и может быть использовано для автоматического определения твердости изделий в широком диапазоне контролируемого и паразитных параметров (артефактов) преобразования. Предлагаемое обеспечивает высокую производительность контроля твердости изделий широкой номенклатуры, например, в составе метрологических комплексов АСУ производства или в ручном режиме управления процессами контроля твердости.
Известен способ определения физико-механических свойств материалов [1] в котором контролируемые свойства определяют по соотношению резонансных частот электроакустического преобразователя при контакте с материалом инденторов различной формы под постоянной нагрузкой. Контролируемые реологические параметры при этом определяют из соотношения двух измеренных резонансных частот в контакте этих инденторов с контролируемым материалом и зависимых от его твердости.
Недостатком способа является низкая производительность контроля, обусловленная необходимостью повторных измерений с различными инденторами. Это ограничивает применяемость способа для автоматического определения твердости большого объема изделий, например, в процессе их производства.
Наиболее близкий к заявленному по технической сущности и получаемому эффекту способ определения твердости [2] в котором осуществляют внедрение одновременно двух инденторов под различными нагрузками. Это приводит к возбуждению в двух конструктивно связанных одним датчиком электроакустических преобразователях двух различных резонансных частот. Система полученных уравнений, связывающая эти частоты с реологическими свойствами контролируемого изделия, оказывается достаточной для определения его твердости.
Основные недостатки способа прототипа проявляются главным образом при его осуществлении и связаны со сложностями обеспечения надлежащего контакта громоздкого датчика с разнесенными асимметрично нагруженными инденторами и контролируемого изделия. Это обстоятельство а также присущая преобразователю низкая добротность колебательной системы, обуславливают низкую точность известного способа. Кроме того, точность контроля снижается и за счет взаимного влияния резонансных частот инденторов через контролируемый материал и конструктив преобразователя. Способ прототипа неприменим также при контроле изделий с узкой базой (меньше расстояния между инденторами) и с конечной кривизной испытываемой поверхности.
Для реализации измерений по известному способу необходимо использовать заранее построенные графические зависимости между контролируемыми, измеряемыми и постоянными параметрами преобразования. Отсутствие необходимой аналитической базы ограничивает или исключает автоматизацию контроля твердости и снижает его производительность по способу прототипа.
Наконец, известный способ не обеспечивает необходимой точности контроля в реальном диапазоне влияющих артефактов измерения, таких как шероховатости испытываемой поверхности, ее кривизны, массо-габаритных и других характеристик контролируемых изделий и условий преобразования.
Известно устройство электроакустического твердомера [3]
Устройство содержит акустический стержневой преобразователь из магнитострикционного материала с индентором на одном конце и инертной массой на другом, укрепленный на стержне пьезопреобразователь, соединенный через усилитель с катушкой возбуждения стержня и с формирователем импульсов, выход которого подключен к первому счетчику импульсов и первому входу частотного компаратора, второй вход которого соединен с задатчиком частоты, а неинверсирующий выход с одновибратором, выход которого подключен ко второму входу первой схемы И, второй вход которой соединен с выходом первого счетчика импульсов, а выход с первым входом второй схемы И, второй вход которой соединен с генератором импульсов, а выход со счетным входом второго счетчика импульсов, сброс которого осуществляют с инверсирующего выхода частотного компаратора, причем выход второго счетчика последовательно через дешифратор соединен с цифровым индикатором твердости.
Основным недостатком устройства является низкая точность, обусловленная влиянием принятого при его разработке допущения о линейном характере зависимости между резонансной частотой внедренного индентора и твердостью контролируемого изделия. Вследствие этого устройство подчеркивает заложенную в его способе методическую погрешность измерения твердости. Кроме того, в устройстве не предусмотрено гибкого перемасштабирования при контроле изделий из материалов с разными модулями упругости и не корректируется влияние паразитных параметров и артефактов измерения.
Все это снижает точность и область применения известного устройства.
Наиболее близкое к заявляемому по технической сущности и достигаемому эффекту устройство для электроакустического импедансного контроля твердости материалов описано в авт.св. [4]
Устройство включает в себя датчик и схему измерения, причем датчик выполнен в корпусе и содержит электроакустический преобразователь в составе магнитострикционного стержня с индентором на одном его конце и инертной массой на другом, взаимодействующую с инертной массой и корпусом пружину, закрепленный на стержне пьезоэлемент, охватывающую стержень катушку возбуждения и контакт, установленный в корпусе, а схема измерения содержит усилитель, подключенный своими входами к пьезоэлементу датчика, а выходами к его катушке возбуждения и к первому формирователю импульсов схемы измерения, выход которого соединен с первым входом схемы И и двоичным счетчиком, выход которого подключен ко второму входу схемы И и входу управления усилителя, а выход схемы И соединен через частотомер с индикатором, причем контакт датчика последовательно через формирующую цепь, инвертор и второй формирователь импульсов соединен с входом сброса двоичного счетчика.
Устройство осуществляет последовательно режимы формированного внедрения индентора в контролируемый материал с большим усилием, что регулируется управляемым коэффициентом усиления по возбуждению и обеспечивает предварительную "утрамбовку" шероховатости поверхности изделия в точке контакта, а затем переходит в режим измерения при "нормальном" давлении индентора по известному способу. Такая последовательность операций обеспечивает уменьшение влияния шероховатости контролируемой поверхности на результаты измерения и способствует повышению точности определения ее твердости.
Однако, точность оказывается невысокой из-за погрешности самого способа определения твердости вследствие неверного допущения о линейном характере ее зависимости от резонансной частоты электроакустического преобразователя. Кроме того, форсированный колебательный процесс внедрения индентора в пластической фазе деформации зоны контакта материала сопровождается его наклепом, что также влияет на точность преобразования. Наконец, очередность последовательных режимов внедрения и измерения приводит к снижению быстродействия измерения, что ограничивает производительность твердомера по устройству прототипа.
Целью изобретения является повышение точности определения твердости изделий с различными реологическими свойствами и массогабаритными характеристиками в широком диапазоне шероховатости и кривизны контролируемых поверхностей. Целью изобретения является также повышение производительности и обеспечение автоматизации измерения твердости.
Цель достигается тем, что в способе определения твердости изделия, заключающемся в том, что в него вдавливают с постоянным усилием индикатор из магнитострикционного материала и измеряют резонансную частоту ωх индентора, по которой судят о твердости материала изделий, отличием является то, что дополнительно для двух калибровочных образцов с известными значениями твердости R1 и R2 и модулей упругости Е1 и E2осуществляют вдавливание индентора с измерением резонансных частот ω1 и ω2 для изделия определяют модуль упругости Ех, а твердость Rхо изделия определяют по формуле:
Rxo= Ko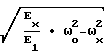 , где
, где
Ko=  ;
;
ω .
.
Цель достигается также тем, что при определении твердости в относительно узком диапазоне значений таких артефактов контроля, как шероховатость и кривизна контролируемых поверхностей и массогабаритные характеристики изделий, полученные результаты определения твердости корректируются по формуле
Rх Kh. Kм. Kr. Rхо, где Kℏ︀, Kм, Kr поправочные коэффициенты, равные
Kℏ︀=  ,
,
Km=  ,
,
Kr=  1∓2
1∓2 ;
;
Δ h высота шероховатости контролируемого изделия;
Hном номинальная глубина внедрения индентора;
ΔM 2·  ≥ 3, Mизд масса изделия, ro ≥ 104 радиус кривизны поверхности изделия, знак "+" для roсоответствует выпуклой поверхности, а знак "-" для вогнутой.
≥ 3, Mизд масса изделия, ro ≥ 104 радиус кривизны поверхности изделия, знак "+" для roсоответствует выпуклой поверхности, а знак "-" для вогнутой.
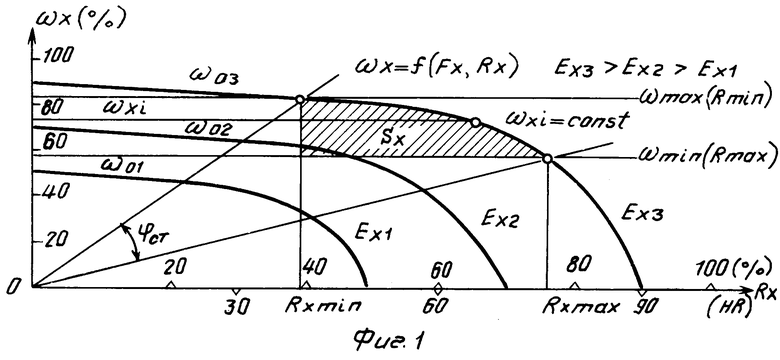
Сущность предлагаемого способа поясняется чертежами, где на фиг.1. приведена графическая зависимость между резонансной частотой ωrпреобразователя и контролируемой твердостью Rх при различных модулях упругости Ех изделий, на фиг.2 наглядная трехмерная интерпретация этой функциональной зависимости ωх f(Rх,Ех) в координатах этих параметров, на фиг. 3-5 иллюстрированы необходимые пояснения для получения коррелирующих функций контролируемой твердости.
Сущность способа состоит в следующем.
Динамическое уравнение колебательной скорости vх(t) индентора в нагруженном режиме контакта с контролируемым изделием после завершения фазы пластического формообразования отпечатка описывается известной формулой
vх(t) Аo. lλxt. sin (ωхt + η), (1) где
λx=  ; (2)
; (2)
ωx= 
 ; (3)
; (3) коэффициент, обусловленный потерями колебательной энергии преобразователя при контроле твердости Rх изделия;
коэффициент, обусловленный потерями колебательной энергии преобразователя при контроле твердости Rх изделия; резонансная частота колебаний, обусловленная реологическими свойствами контролируемого материала: Ех модулем упругости и Rх твердостью и колебательной массой подвижной системы датчика Mδ
резонансная частота колебаний, обусловленная реологическими свойствами контролируемого материала: Ех модулем упругости и Rх твердостью и колебательной массой подвижной системы датчика Mδ
При определенной амплитуде внешнего возбуждения колебательного процесса (3) гармонической силой с частотой собственного резонанса ωxнагруженного преобразователя, процесс становится незатухающим и полностью описывается своими амплитудными, частотными и фазовыми характеристиками
v*х(t) Bo. sin (ωхt + ε). (4)
Резонансная частота преобразователя ωх на основании (3) является функцией контролируемых параметров Rх и Ех и постоянного конструктивного параметра Mδ. В общем случае колебательная масса Mδ не является известным априори параметром преобразования, например, как сумма вовлеченных в колебательный процесс конструктивных масс элементов датчика электроакустического преобразователя. Их вклад в инерциальный импеданс подвижной системы преобразователя определяется как самими элементарными массами, так и амплитудами их колебаний. При этом колебательная амплитуда, например, упругой пружины преобразователя является переменной функцией ее длины. Аналогичное влияние оказывает масса подводимых к датчику проводников и других конструктивов.
Учитывая Mδ как неизвестный, но постоянный для каждого датчика характеристический параметр преобразования, запишем (2) и (3) в виде
ω , (5) где
, (5) где
Ko=2·M∂, ω 2·
2·  .
.
Постоянные параметры преобразования Ko и ωo являются характеристическими, т.к. не зависят от контролируемого Rх и измеряемого ωx параметров. Иначе говоря, параметры Ko и ωo представляют собой масштабные константы, зависимые от постоянных конструктивных характеристик преобразователя, функционально связанных с постоянными реологическими закономерностями объекта и инвариантны к контролируемым переменным уравнения преобразования (5).
Для определения параметров Ko и ωo проводит калибровку преобразователя по двум точкам характеристического уравнения (5) на образцах с известными твердостями R1 и R2 и модулями упругости Е1 и Е2. Измеряют соответствующие резонансные частоты ω1 и ω2 индентора в нагруженном контакте с калибровочными образцами и получают систему калибровочных уравнений



 (6) где K
(6) где K =
=  отношение известных модулей упругости калибровочных образцов.
отношение известных модулей упругости калибровочных образцов.
Решениями (6) относительно Ko и ωo является
Ko=  ω
ω . (7)
. (7)
Определение твердости RXо контролируемых изделий из материала с любым заранее заданным модулем упругости Ех осуществляют затем на основании (5) и (7) по формуле
R = Ko·
= Ko·  (8) где K
(8) где K =
=  отношение известных модулей упругости контролируемого Ех и первого калибровочного Е1 образцов.
отношение известных модулей упругости контролируемого Ех и первого калибровочного Е1 образцов.
Как видно из (8), проведенная калибровка (6) и (7) обеспечивает определение твердости контролируемых изделий с известным модулем упругости Ех на основании характеристик констант преобразования Kо и ωoпостоянных по всем диапазоне измерения твердости.
Графической интерпретацией функциональной зависимости (3) или (5) служат диаграммы фиг.1 и 2. Зависимость резонансной частоты ωх от твердости Rх контролируемых изделий носит нелинейный убывающий характер. На фиг.1 приведено семейство таких характеристик для разных модулей упругости Ех контролируемых материалов. Учитывая, что физические материалы, например, стали имеют ограниченный диапазон реологических свойств, зависимый как от состава, так и от технологии обработки материалов, на фиг.1 сектором ϕст выделена зона Sх возможного существования решений характеристического уравнения (5) в пределах Rmin, Rmaх, Еmin, Еmaх и соответствующих им резонансных частот ωmin, ωmaх.Очевидно, что любое решение, например ωхi, возможно для бесконечно большого сочетания значений Rхωхi и Ехωхi лежащих на прямой ωхi сonst в диапазоне Rmin < Rхωхi < Rmaх. Поэтому для получения единственного решения (8) необходимо проведение калибровки масштабных постоянных параметров преобразования Ko и ωо минимум по двум образцам, как это показано выше.
На фиг. 2 приведена эпюра объемного тела в трехмерных декартовых координатах переменных параметров преобразования RхЕхω х, поверхность которого представляет собой геометрическое место точек, являющихся решением характеристического уравнения (5) и удовлетворяющих (8). Объемное тело ограничено пространственным сектором, имеющим проекцию, Gст в плоскости Rх ωх, аналогично как это было показано на фиг.1. Очевидно, что множество решений (5) для любой резонансной частоты, например ωA, находится на линии пересечения плоскости А1А2 ωA c объемной поверхностью построенного тела, т.е. лежит на криволинейном отрезке А1А2 в зоне сектора Gст. Проведенная калибровка (6) и (7) позволяет посредством уравнения преобразования (8) определить конкретное решение RA твердости изделия как координаты точки Ао по оси Rх при ωx ωA сonst в реальном диапазоне контроля твердости изделий.
На фиг.2 заштрихованная зона 4MЕх ≅ R2х ограничивает область значений Rх и Eх, не имеющих решения (8) в действительных числах.
Сущность способа заключается также в следующем.
По формуле уравнения преобразования (8) определяют твердость Rxoбез учета влияющих артефактов, присущих объекту контроля. Реальные изделия обладают конечными значениями качества шлифовки испытываемых поверхностей, ее кривизны или массо-габаритных характеристик. Существуют и другие паразитные параметры (артефакты) измерения, снижающие точность контроля за счет своего, не учитываемого ранее влияния.
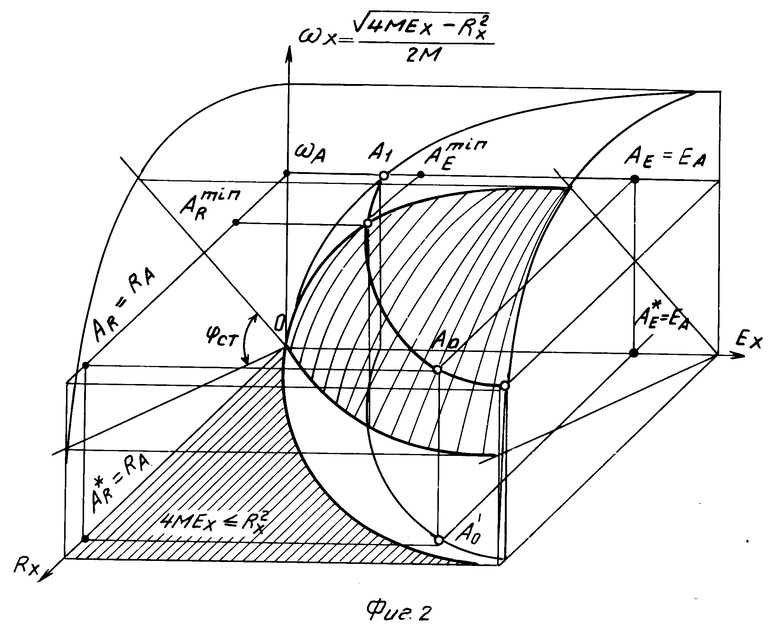
На фиг. 3 приведена иллюстрация, поясняющая сущность влияния на процесс определения твердости контролируемых изделий шероховатости контактной поверхности. При конечном отношении высота шероховатости Δℏ︀x таких поверхностей к значению номинальной глубины внедрения индентора Нном, площадь контакта Sх увеличивается на величину ΔSℏ︀x за счет дополнительного контакта с неровностями контролируемой поверхности. Это эквивалентно увеличению глубины внедрения индентора в материал при постоянной нагрузке Fет и воспринимается электроакустическим преобразователем аналогично уменьшению контролируемой твердости Rхо в прямой зависимости от высоты шероховатости Δℏ︀x
Статистически выведенная коррелирующая функция для коррекции этого влияния при относительно малых Δℏ︀x записывается в виде
Rx(Δℏ︀x)= Kℏ︀·Rxo, (9) где Kℏ︀= 
при (Δℏ︀x≅ 0,5Hном).
При Нном ≅ 100 (мкМ) выражение (9) позволяет с достаточной точностью компенсировать погрешность определения твердости Rхо по (8) в диапазоне 0 ≅ Δℏ︀x≅ 50(мкМ). Для больших значений Δℏ︀x коррелирующая функция может быть уточнена.
График коррекции Rx(Δℏ︀x) приведенный на фиг.3, сжат в логарифмическом масштабе по оси Δℏ︀x с целью усиления тенденции этого влияния и повышения наглядности.
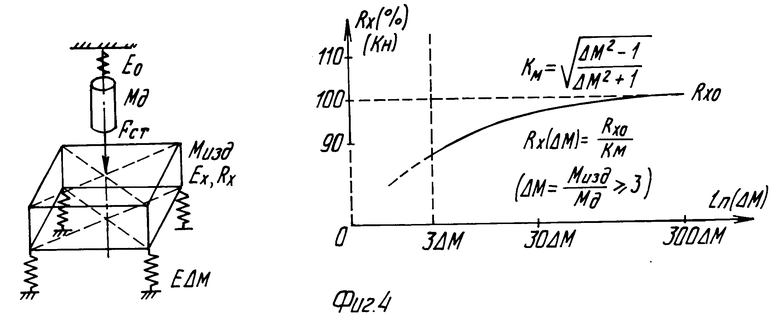
Погрешность определения твердости увеличивается также при контроле изделий с относительной малой массой. Это обусловлено частичным вовлечением контролируемой массы в колебательный процесс преобразования твердости и эквивалентно снижению модуля упругости испытываемого материала. При этом увеличение крепления изделия при контроле не устраняет до нулевого значения эффект "подрессоривания" малогабаритных изделий за счет "пружинного" механизма взаимодействия конечных модулей упругости контролируемого изделия и крепежной станины, особенно при малых колебательных амплитудах электроакустического преобразователя. Это способствует завышению показаний твердости относительно (8) за счет уменьшения значения коэффициента KEх на величину EΔM (см.фиг.4).
Аналитическое выражение коррелирующей функции для компенсации этого влияния получаем в виде
Rх(Δ М) Kм. Rхо, где 

 (10)
(10)
Аналогично осуществляется способ коррекции твердости от влияния конечной кривизны контролируемой поверхности. При этом влияние обусловлено неадекватным отношением глубины внедрения индентора, определяемой ее твердостью, к площади отпечатка индентора, определяющей резонансную частоту ωx преобразователя. Это влияние иллюстрировано чертежом фиг.5, где размер индентора искусственно увеличен в масштабе радиуса кривизны ro контролируемой детали с целью подчеркнуть тенденции ее влияния на определение твердости согласно (8).
В аналитической форме коррелирующая функция этого влияния имеет вид
Rх(rо) Kr. Rхо, где Kr=  1∓2
1∓2
 , (11)
, (11)
(для ro ≥ 104 мкМ), причем знак "минус" в (11) соответствует контролю выпуклых поверхностей, а знак "плюс" вогнутых.
Таким образом, результирующая поправочная функция для коррекции результатов определения твердости на основании уравнения преобразования (8) с учетом влияния основных артефактов измерения (9-11) имеет вид
Rx= Kℏ︀·Km·Kr·R (12)
(12)
Предлагаемый способ определения твердости обладает рядом отличительных признаков, оригинально полученных на изобретательском уровне и обеспечивающих положительных эффект.
Во-первых, вновь предложены в качестве характеризующих процесса электроакустического импедансного преобразования твердости и определены аналитически новые постоянные параметры Ko и ωo. Сущность их использования заключается в том, что они объединяют совокупность закономерностей, связывающих реологические соотношения реального объекта контроля с определяющими физическими параметрами средства контроля твердости таким образом, что полученное на их основе уравнение преобразования (8) адекватно определяет твердость в функции только от измеряемой резонансной частоты внедренного в изделие индентора в неограниченном диапазоне контроля твердости и при любом модуле упругости испытываемого материала. В известных способах эта зависимость задавалась либо кусочно-линейной аппроксимацией нелинейной функции твердости от резонансной частоты, что снижало точность измерения, либо определялась графически, что затрудняло автоматизацию твердометрии.
Во-вторых, полученные характеристические постоянные и вновь введенный оригинальный алгоритм коррекции результатов измерения твердости на базе полученных уравнений преобразования (12), дополнительно позволили получить новое существенное отличие способа возможность адаптации электроакустического преобразователя к величине влияющих артефактов измерения. Причем коррелирующие функции получены в аналитическом виде, что обеспечивает автоматизацию коррекции. В известных способах влияние артефактов измерения либо игнорировалось, либо частично компенсировалось аппаратурным путем.
Отличие электроакустического твердомера, позволяющего осуществлять предлагаемый способ определения твердости, заключается в том, что устройство для определения твердости, содержащее несколько датчиков, каждый из которых содержит корпус, магнитострикционный стержень с индентором на одном конце и инертной массой на другом, пружину сжатия, расположенную между инертной массой и корпусом, закрепленный на магнитострикционном стержне пьезоэлемент, последовательно соединенный с ним усилитель, первый формирователь импульсов и катушку возбуждения, охватывающую магнитострикционный стержень, последовательно соединенные выключатель положения, второй формирователь импульсов, дополнительно снабжено последовательно соединенными прерывателем, входы которого подключены к выходам вторых формирователей импульсов, вычислителем, оперативным запоминающим устройством, первым регистром индикации и вторым регистром индикации, последовательно соединенными мультиплексором, входы которого подключены к выходам первых формирователей импульсов, и преобразователем, компаратором частоты, выход которого связан со входом вычислителя и последовательно соединенными пультом управления, блоком управления вводом данных и постоянным запоминающим устройством, подключенным выходом ко входу вычислителя, второй выход блока управления вводом данных соединен со вторым входом оперативного запоминающего устройства, выход прерывателя подключен к управляющему входу мультиплексора, а второй вход прерывателя соединен со вторым выходом вычислителя, третий выход и второй вход которого соединены соответственно вторым входом и вторым выходом преобразователя компаратора частот.
Устройство для определения твердости отличается и тем, что прерыватель выполнен из последовательно соединенных генератора синхронизации прерываний, счетчика-формирователя кода каналов и контролера порядка прерываний, первый и второй входы и выход которого являются соответственно первым и вторым входами и выходом прерывателя.
Устройство для определения твердости отличается также тем, что преобразователь компаратор частоты выполнен из последовательно соединенных частотомера, выход которого является первым входом преобразователя компаратора частоты, первого ключа, операционного усилителя, аналого-цифрового преобразователя, и блока сравнения частот, второй вход и выход которого являются соответственно вторым входом и выходом преобразователя компаратора частоты, из цифроаналогового преобразователя, включенного между выходом аналого-цифрового преобразователя инверсным входом, и из второго ключа, включенного между нулевой шиной и прямым входом операционного усилителя, а управляющие входы первого и второго ключей подключены соответственно к прямому и инверсному выходам блока сравнения частот.
Устройство для определения твердости отличается тем, что постоянное запоминающее устройство выполнено двоичным.
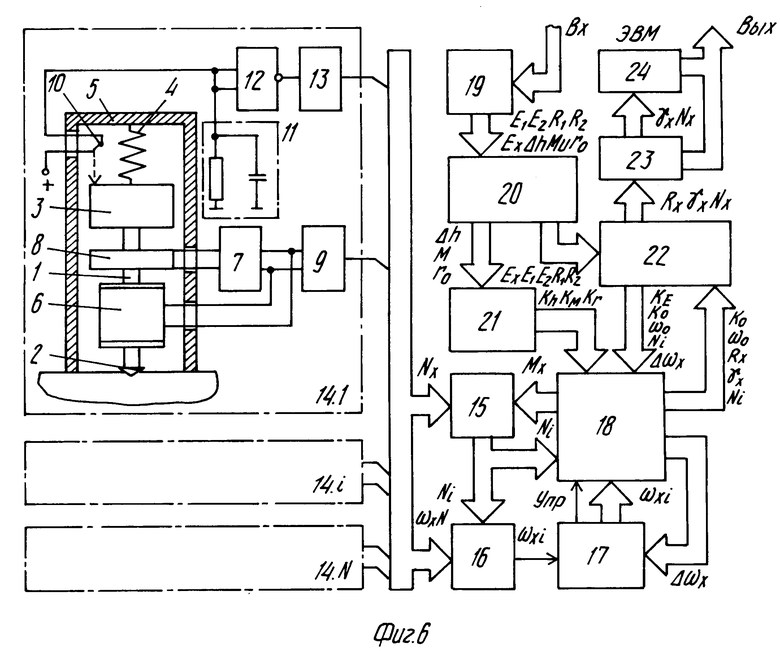
Работа электроакустического твердомера для осуществления заявляемого способа определения твердости поясняется чертежами, где на фиг.6 приведена блок-схема твердомера, а на фиг.7 схема блока прерывания, а на фиг.8 схема преобразователя компаратора частоты.
Электроакустический твердомер содержит несколько однотипных входов, каждый из которых включает в себя схему, содержащую датчик, выполненный на основе магнитострикционного стержня 1 с индентором 2 на одном конце и инертной массой 3 на другом, которая через пружину сжатия 4 взаимодействует с корпусом 5 датчика. Стержень охвачен катушкой возбуждения 6, нагруженный на усилитель 7, соединенный своим входом с пьезоэлементом 8 и подключенный также к первому формирователю импульсов 9.
В корпусе 5 датчика установлен контакт 10, соединенный последовательно с формирующей цепью 11, инвертором 12 и вторым формирователем импульсов 13. Собранных таким образом схем первичных преобразователей 14 в составе электроакустического твердомера может быть несколько штук, соответственно 14.1, 14. i, 14.N. При этом каждый из таких преобразователей 14.i нагружен на свое контролируемое изделие или на разные точки одного изделия, которые могут быть произвольно разнесены в пространстве в соответствии с особенностями объектов контроля.
Вторые формирователи импульсов 13 каждого из первичных преобразователей твердости 14.i соединены с соответствующими первыми входами блока прерывания 15, а выходы первых 9 формирователей импульсов этих преобразователей 14 с соответствующими входами мультиплексора каналов 16, выход которого подключен к информационному входу преобразователя компаратора частоты 17, вход данных выбора частоты которого соединен с соответствующим выходом вычислителя 18, имеющего также адресный вход с выхода блока прерывания 15 и частотный и частото-управляемый входы с соответствующих выходов преобразователя-компаратора частоты 16, а также управляющий выход на блок прерывания 15.
Вход исходных данных и данных управления режимами твердомера осуществляется либо от управляющей ЭВМ транзитом через пульт 19 оператора, либо с клавиатуры этого пульта 19 вручную. Исходные данные с выхода пульта 19 поступают в блок 20 управления ввода исходных данных, на выходах которого ори распределяются на соответствующие адресные входы ПЗУ 21 и ОЗУ 22, причем ПЗУ 21 имеет выходную шину ввода постоянных данных в вычислитель 18, а ОЗУ 22 шины ввода-вывода (обмена) оперативных данных с соответствующими шинами вычислителя 18.
Результаты определения твердости с выхода вычислителя 18 через ОЗУ 22 поступают в выходную магистраль данных твердомера для передачи в управляющую ЭВМ и для индикации результатов измерения на цифровых резисторах, соответственно первом 23 и втором 24.
Блок прерывания 15 содержит последовательно соединенные генератор 25 синхронизации прерывания каналов, счетчик формирователь 26 кода каналов и контролер 27 порядка прерывания каналов, на который поступает также шина входных данных Nх блока 15 о состоянии нагружения на контролируемые изделия первичных преобразователей 14 (данные готовности первичных преобразователей 14 к контролю) и шина управления прерыванием от вычислителя 18, а на выход блока 15 с контролера 27 поступает код адреса выбранного для обработки первичного преобразователя Ni.
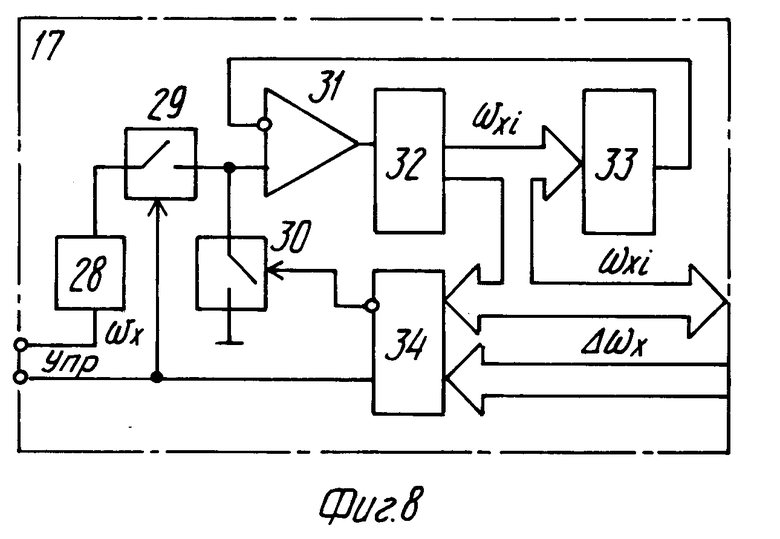
Преобразователь-компаратор 17 частоты содержит подключенные между его информационным входом ωx и общей шиной преобразователя последовательно соединенные частотомер 28, первый 29 и второй 30 управляемые ключи, средняя точка которых подключена на неинверсирующий вход операционного усилителя 31, в обратную связь которого включены АЦП 32 и ЦАП 33, образуя таким образом замкнутый контур АЦП преобразователя следящего типа, выходной код преобразования частоты которого поступает на выходную шину ωx преобразователя-компаратора 17 частоты и на первые входы схемы сравнения 34 частоты, на второй вход которой поступает код допустимого частотного диапазона Δ ωx преобразователя с входа 17, инверсирующий выход 34 подключен к входу управления второго ключа 30, а неинверсирующий выход 34 к частотно-управляемому выходу 17 и входу управления первого ключа 29.
ПЗУ 21 в составе твердомера выполнен по известной схеме функционального преобразователя, адресные входы которого являются кодом аргументов (значениями влияющих артефактов) для формирования на его выходе кода соответствующего значения коэффициентов коррекции результатов определения твердости, вычисленных заранее на основании полученных коррелирующих функций влияния артефактов измерения и записанных в соответствующих адресах ПЗУ при калибровке твердомера.
Электроакустический твердомер работает следующим образом.
Каждый из датчиков 5 первичных преобразователей 14 осуществляет контроль своего потока испытываемых изделий, например, в процессе продвижения на конвейере технологической линии по их производству на заводе-изготовителе. Контакт каждого из датчиков и внедрение их инденторов в контролируемые изделия осуществляется асинхронно друг к другу, динамика их очередности определяется конкретными условиями производства каждой из поточных контролируемых линий. Схема управления и исполнительные механизмы внедрения на фиг.6 не приведены как не принципиальные в рамках заявляемого устройства. Их управление может осуществляться, например, от центральной ЭВМ заводского АСУ технологии производства, а внедрение датчиков 5 манипуляторами роботов известного типа.
Каждый первичный преобразователь 14 кроме датчика 5 включает в себя известную схему возбуждения автоколебаний на усилителе 7, и формирователь импульсов 9 образованной при внедрении индентора в изделие информационной резонансной частоты преобразования ωx и формирователь импульсов состояния датчиков от контактов 10, по которым осуществляется идентификация состояния нагружения датчиков на контролируемые изделия. Контакт 10 замкнут только у нагруженных на контролируемое изделие датчиков 5, в результате чего формируется логическая "1" на выходе 13.
Первичные преобразователи 14 по условиям производства могут быть разнесены произвольно и удалены от измерительно-вычислительной части схемы твердомера. Поэтому магистраль первичных данных может быть выполнена с известными оптронными, опто-волоконными или другими типами информационной связи, рассчитанными на фактическую протяженность коммуникационной сети твердомера.
Выходы вторых формирователей 13 первичных преобразователей 14 подключены к соответствующим входам Nх блока прерывания 15, а выходы первых формирователей 9 к входам ωxN мультиплексора каналов 16. Это обеспечивает поочередный опрос состояния нагружения датчиков преобразователей 14 и передачу на обработку из резонансных частот ωxi в измерительно-вычислительную часть схемы твердомера. Определение и идентификация номера Ni опрашиваемого преобразователя 14 осуществляется генератором адреса в блоке прерывания 15. Последний работает следующим образом (см.фиг.7).
По первым своим входам блок прерывания 15 получает информацию о текущем состоянии нагруженности Nх каждого из датчиков на свои контролируемые изделия, по вторым входам информацию предыстории этого нагружения, а от встроенного генератора адреса на счетчике 26 и синхрогенераторе 25 информацию очередности прерывания каналов связи первичных преобразователей 14. Контроллер порядка прерывания 27 осуществляет сравнение состояния готовности (нагруженности) каждого датчика Nх, адреса которого задаются генератором адреса 26 и 25 поочередно Ni, с результатами ранее проведенных опросов Mх. Если очередной датчик не нагружен на контролируемое изделие (не готов) или если его изделие уже измерено в предыдущих тактах опроса и результаты определения его твердости уже получены, контролер 27 формирует код адреса опроса следующего первичного преобразователя 14. Этот код коммутирует мультиплексор каналов 16 на информационный выход со вторых формирователей 9 очередного первичного преобразователя 14 и в случае его готовности к контролю и отсутствия ранее полученных результатов определения твердости пропускает резонансную ωxi частоту с его выхода 9 для обработки в измерительно-вычислительную схему.
Счетчик адреса блока прерывания 15 осуществляет циклический опрос Ni каналов контроля. Быстродействие твердомера при этом должно быть достаточным, чтобы завершить определение твердости всех Nх изделий до их замены на новые в процессе продвижения контролируемых изделий на соответствующих конвейерах. Идентификация номера испытываемых изделий в параллельно контролируемой партии осуществляется по адресу Ni, генерируемым блоком прерывания 15 по описанной схеме и поступающему одновременно на мультиплексор каналов 16 и вычислитель 18.
Учитывая конечное время динамического процесса внедрения индентора в контролируемые изделия, период работы синхрогенератора 25 блока прерывания 15 выбирают достаточным для завершения упруго-пластической фазы внедрения для реального диапазона реологических свойств контролируемых изделий.
Выбранная импульсная последовательность ωxi по соответствующему адресу канала данных Ni с выхода мультиплексора 16 поступает в схему преобразователя-компаратора 17 частоты, где осуществляют преобразование двоичного кода, пропорционального контролируемой частоте ωxi и анализ ее соответствия заданному диапазону частот Δωx, удовлетворяющему требованиям селекции контролируемых изделий по твердости. Диапазон Δωxопределяют заранее на основании описанного способа для заданного допустимого предела изменения контролируемой твердости. Следует отметить, что согласно заявляемому способу, диапазон определения твердости не ограничен методически, однако с точки зрения контроля твердости отдельных изделий, сужение допустимого диапазона целесообразно в целях выборочной селекции их пригодности и задается из технологических соображений.
Схема преобразователя-компаратора 17 частоты приведена на фиг.8 и работает следующим образом.
Входной сигнал импульсной последовательности контролируемой частоты ωxi, cоответствующий определяемой твердости i-го изделия, поступает через частотомер 28 на управляемый "вентиль" сигналов на ключах 29 и 30, обеспечивающий пропускание только выбранного диапазона сигналов, преобразованного в постоянное, пропорциональное частоте ωxi напряжение частотомером 28. Известный аналого-цифровой преобразователь следящего типа на дифференциальном усилителе 31 с АЦП 32 и ЦАП 33 в цепи его обратной связи преобразовывает этот сигнал в пропорциональный частоте ωxi двоичный код, поступающий на выход 17 и в схему сравнения 34 кодов, на второй вход которой подают код, пропорциональный выбранному диапазону частоты Δωx. При совпадении текущего значения частоты ωxi,соответствующей контролируемой твердости i-го изделия, с заданным диапазоном Δωx, соответствующим выбранному диапазону селекции изделий по твердости, схема 34 выдаст разрешение на "вентиль" 29, 30 и соответствующий сигнал управления "Упр." на выход 17.
Обработка результатов измерения по алгоритмам заявляемого способа осуществляется в вычислителе 18. Кроме текущего значения контролируемой частоты преобразования ωxi, в качестве исходных данных в него поступают адрес (номер) испытываемого изделия, значения постоянных характеристик параметров преобразования Koi и ωoi на основании (7) и значения коррелирующих функций (9-11) при заданных величинах влияющих артефактов измерения. Кроме того, вычислитель 18 имеет шину оперативного обмена данных с ОЗУ 22, в том числе данных малой предистории контроля, как это будет показано ниже.
Измерительно-вычислительная часть схемы твердомера работает следующим образом.
С клавиатуры пульта оператора 19 или в режиме дистанционного управления твердомером от центрального ЭВМ транзитом через пульт 19 осуществляют калибровку каждого их первичных преобразователей 14, как это описано в заявляемом способе. Для этого проводят измерения резонансных частот ωx1i и ωx2i, cоответствующих контролю двух выбранных калибровочных образцов с известными твердостями R1i, R2i и модулями упругости Е1i, Е2i, причем измерения проводят для каждого из i-х первичных преобразователей Nхi, на основании (6) и (7) определяют постоянные характеристические параметры преобразования Koi и ωoiзапоминают их в ОЗУ 22 на весь объем партии последующего контроля для каждого из первичных преобразователей 14.
Затем аналогично задают исходные данные контроля, включающие значение модуля упругости Ех материала контролируемой партии изделий, значения параметров влияющих аретфактов, таких, как шероховатость поверхности Δℏ︀(мкМ), массу контролируемых изделий Мизд (кг) и радиус кривизны контролируемых поверхностей этих изделий ro (мкМ). Значение модуля упругости Ех загружают в ОЗУ 22 вместе с найденными Koi, ωоi и извлекают их в качестве аргументов уравнения преобразования (8) каждый раз при определении твердости очередного изделия, результаты которых запоминают также в ОЗУ 22 на время передачи их в магистраль выходных данных твердомера или на регистраторы результатов контроля 23 и 24.
Коррекция результатов определения твердости по (8) в функции от величины влияющих артефактов осуществляют в вычислителе 18 на основании (9-11). Значения коррелирующих функции при этом получают на выходе ПЗУ 21, выполненного по схеме функционального преобразователя аргументов коррекции, поступающих в ПЗУ 21 в качестве кода адресов, куда заранее записаны результаты коррелирующих функций при этих аргументах, рассчитанных на основании (9-11).
Уточненные результаты определения твердости по (8) на основании проведенной коррекции в соответствии с (12) поступают на регистратор 23 и в выходную магистраль данных управляющей ЭВМ. Туда же поступает код идентификатора (адреса) испытываемого изделия контролируемой партии. Одновременно с этим код адреса проверенных изделий Мх поступает в блок прерывания 15 с целью исключения их повторного контроля и связанных с этим непроизводительных затрат времени твердомера.
Таким образом, на цифровой регистратор 23 результатов определения твердости контролируемых изделий поочередно поступают данные контроля потока этих изделий на конвейере (или иначе подаваемых в зону испытания любого из первичных преобразователей 14 изделий). Кроме значения твердости на регистратор 23 выводят также номер (идентификатор, адрес) контролируемого изделия в партии. Эти же данные поступают в выходную магистраль твердомера для обработки в управляющий процессом контроля твердости ЭВМ.
Любые изделия, не удовлетворяющие по результатам определения твердости допустимому их диапазону, или результаты автоматической метрологической проверки достоверности определения твердости на основании (17) которых хуже заданных, отбраковываются из поверочной партии как негодные.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОАКУСТИЧЕСКИЙ ТВЕРДОМЕР | 1992 |
|
RU2042942C1 |
| АКУСТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБРАЗЦА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044298C1 |
| ТВЕРДОМЕР | 1992 |
|
RU2045024C1 |
| СПОСОБ ЭЛЕКТРОАКУСТИЧЕСКОГО КОНТРОЛЯ ТВЕРДОСТИ МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2045025C1 |
| СПОСОБ КОНТРОЛЯ ТВЕРДОСТИ МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2042943C1 |
| Электроакустический твердомер | 1985 |
|
SU1242751A1 |
| Твердомер | 1991 |
|
SU1820296A1 |
| Устройство для измерения твердости материалов | 1990 |
|
SU1795350A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ СЛЕПЫХ | 1993 |
|
RU2049455C1 |
| Устройство для электроакустического импедансного контроля твердости материалов | 1984 |
|
SU1260730A1 |


Изобретение относится к адеструктурной технике контроля физико-механических свойств материалов и изделий и может быть использовано для определения их поверхностного механического импеданса, в частности, твердости и модуля упругости в широком спектре контролируемых и паразитных параметров. Способ основан на использовании известного электроакустического твердомера с частотозависимым преобразованием информации. Путем калибровки определяют вновь полученные характеристические постоянные параметры преобразования. Твердость и модуль упругости определяют по выведенным аналитическим выражениям, основываясь на полученных параметрах преобразования, известных реологических закономерностях, присущих контролируемым материалам и результатах измерения резонансной частоты внедренного индентора в автоколебательном режиме под нагрузкой. Способ инвареантен к влияющим артефактам контроля, алгоритмы преобразования и адаптации к условиям измерения строго формализованы и легко синтезируются на современной микропроцессорной информационной базе. Устройство для осуществления способа выполнено по принципу многоканального программоуправляемого измерительно-вычислительного метрологического комплекса твердометрии. 2 с. и 4 з. п. ф-лы, 8 ил.
 изделия определяют по формуле
изделия определяют по формуле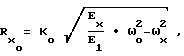
2. Способ по п. 1, отличающийся тем, что твердость определяют по формуле
где Kℏ︀ , Km и Kr поправочные коэффициенты, равные:

Δℏ︀ высота шероховатости контролируемого изделия;
Hном номинальная глубина внедрения идентора, мкм;
Mизд масса изделия,
rо ≥ 104 радиус кривизны поверхности изделия, мкм;
знак "+" для rо соответствует выпуклой поверхности, а знак "-" - вогнутой.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для электроакустического импедансного контроля твердости материалов | 1984 |
|
SU1260730A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
