Изобретение относится к машиностроению и может быть использовано для чистовой обработки цилиндрических колес с криволинейными по длине зубьями эвольвентного профиля с высокой твердостью поверхности инструментом в виде чашечного абразивного круга с нулевым профилем в условиях прерывистого обката и периодического единичного деления.
Известен способ шлифования зубьев цилиндрических арочных колес чашечным абразивным кругом с нулевым профилем, по которому осуществляют согласованные прерывистые вращения стола станка с обрабатываемым зубчатым колесом и возвратно-поступательные движения абразивного инструмента. Вращение инструмента кинематически не связано с вращением обрабатываемого колеса, а перемещение инструмента осуществляют по касательной к основной окружности.
Недостатком способа шлифования является искажение эвольвентного профиля нарезаемого зуба. Кроме того, способ не учитывает износ цилиндрической рабочей профилирующей поверхности инструмента, что приводит к снижению точности обработки зубчатого венца колеса.
Наиболее близким по технической сущности является способ чистовой обработки эвольвентных профилей круговых зубьев цилиндрических колес, по которому обработку осуществляют инструментом с цилиндрической рабочей профилирующей поверхностью, которому сообщают вращательное движение вокруг своей оси с требуемой скоростью резания и качательно-возвратное движение по траектории так, что его режущие кромки перемещаются по радиусу кривизны круговых зубьев. При этом обрабатываемое колесо вращают и взаимосвязано поступательно перемещают вдоль касательной к основной окружности на каждом качательном ходе инструмента.
Указанный способ также не учитывает износ абразивного инструмента, который усугубляется применением абразивного пальцевого инструмента, имеющего небольшие диаметральные размеры, что снижает точность обработки эвольвентных профилей круговых зубьев.
Достигаемый технический результат повышение точности обработки за счет компенсации износа цилиндрической профилирующей поверхности инструмента.
Сущность изобретения в том, что по способу шлифования эвольвентных профилей круговых зубьев цилиндрических колес методом единичного деления в условиях возвратно-качательного движения инструментом, рабочая профилирующая поверхность которого выполнена цилиндрической, при этом ось вращения инструмента установлена перпендикулярно оси вращения обрабатываемого колеса на заданном расстоянии от межосевого перпендикуляра, в процессе шлифования измеряют текущее значение радиуса кривизны обрабатываемого зуба и радиуса цилиндрической профилирующей поверхности инструмента, а ось вращения инструмента устанавливают с возможностью изменения ее положения относительно оси возвратно-качательного движения на величину, значения которой соответствуют разности измеренных величин.
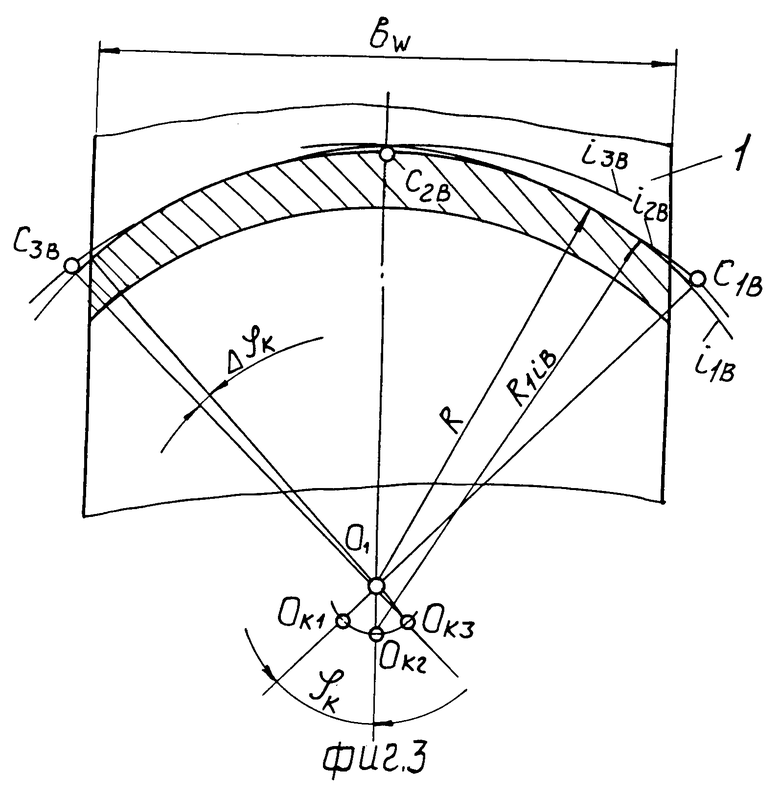
На фиг. 1 показано устройство, реализующее предлагаемый способ; на фиг. 2 и 3 схемы формообразования соответственно вогнутой и выпуклой сторон эвольвентного профиля шлифуемого зуба.
Шлифуемое зубчатое колесо 1, имеющее радиус кривизны зубьев R, установлено на вращающейся (по стрелке В2) планшайбе стола 2 станка с возможностью его перемещения в поперечной плоскости (по стрелке П) (фиг. 1). Абразивный инструмент в виде чашечного шлифовального круга 3 с рабочей профилирующей цилиндрической поверхностью радиуса R1i вращается по стрелке В1 в соответствии с выбранной скоростью резания вокруг своей оси от двигателя 4 посредством клиноременной передачи 5 и совершает качательно-возвратное движение на угол 2 ϕк (угол ϕк зависит от ширины Вw обрабатываемого колеса 1) относительно оси О1, смещенной с оси инструмента на величину регулируемого расстояния е R R1i, где R и R1i текущие значения радиусов кривизны соответственно обрабатываемого зуба и цилиндрической профилирующей поверхности инструмента.
Привод качательно-возвратного движения инструмента осуществляют от двигателя 6 через орган настройки 7, кривошипно-кулисный механизм 8, регулируемый орган настройки 9, инструментальную шайбу 10, размещенную в опорах 11.
Относительно шайбы 10 шпиндельная шайба 12 посредством шарико-винтового механизма 13 может смещаться на величину регулируемого расстояния l. Шпиндельная шайба 12 размещена на опорах 14. Привод шарико-винтового механизма 13 осуществляется от двигателя 15.
Блок программного управления (БПУ) 16, координирующий работу всех звеньев устройства, имеет функциональные связи 17, 18 и 19 соответственно с двигателями приводов вращения шлифовального круга 4, качательно-возвратного движения 6 и смещения шпиндельной шайбы относительно инструментальной шайбы 15, а также связь 20 с измерителем 21 положения шлифуемого колеса 1, связь 22 с измерителем 23, фиксирующим текущее значение радиуса R1i инструмента, связь 24 с измерителем 25, фиксирующим текущие значения радиуса кривизны R шлифуемого зуба.
При шлифовании вогнутой поверхности зуба (фиг. 2) центр шлифовального круга 3 в обкаточном движении вокруг оси О1 последовательно занимает положение Oк1 Oк2 и Oк3 а рабочая профилирующая поверхность инструмента соответственно траектории i1, i2, i3 с точками профилирования С1, С2 и С3 (точки С1 и С3 показаны с учетом перебега инструмента на величину угла Δ ϕк. Номинальный радиус профилирующей цилиндрической поверхности инструмента R1i R l.
При шлифовании выпуклой поверхности зуба (фиг. 3) аналогично центр круга инструмента занимает положения Oк1 Oк2 Oк3, а рабочая профилирующая поверхность инструмента соответственно траектории С1В, С2В, С2В с точками профилирования С1В, С2В и С3В (точки С1В и С3В показаны с учетом перебега инструмента на величину угла Δ ϕк).
В этом случае номинальный радиус цилиндрической профилирующей поверхности инструмента R1iB R + l.
Способ реализуется на приведенном устройстве следующим образом.
Перед шлифованием, например, вогнутой поверхности круговых зубьев на зубчатом колесе 1 определяют номинальные величины размеров l и R1i (при шлифовании выпуклой поверхности зубьев R1iB) по вышеприведенным зависимостям. Затем настраивают устройство, смещая ось шлифовального круга 3 с оси О1 посредством шарико-винтового механизма 13 на величину номинального значения и устанавливая с помощью кривошипно-кулисного механизма 8 размах качательно-возвратного движения инструмента на угол ϕк с учетом перебега инструмента на величину угла Δ ϕк. Скорость качательно-возвратного движения устанавливают посредством органа настройки 7.
Сообщают шлифовальному кругу 3 вращательное движение В1 со скоростью резания, а шлифуемому зубчатому колесу 1 взаимосвязанные вращательное В2 и поступательное П движения относительно рабочей профилирующей цилиндрической поверхности чашечного абразивного круга в направлении по касательной к окружности нижних активных точек эвольвентного профиля зуба.
В память БПУ 16 вводят (например, в цифровом виде) данные о номинальных значениях радиуса кривизны обрабатываемого зуба и радиуса цилиндрической профилирующей поверхности инструмента, а также данные о требуемых скоростях качательно-возвратного движения инструмента и скорости резания. Затем вводят в контакт инструмент 3 и шлифуемое колесо 1, фиксируя фазовое положение последнего измерителем 21. Сигналы с измерителя 21 по каналу связи 20 поступают в БПУ и служат (после усиления) управляющими импульсами (по каналам связи 17 и 18) для начала работы соответственно двигателей 4 и 6. При этом дискретные сигналы с измерителей 23 и 25 (например, индуктивного типа) по каналам связей 22 и 24 соответственно подаются в БПУ. Эти сигналы, отражающие текущие значения соответственно радиуса R1i инструмента и радиуса кривизны R шлифуемого зуба, сравниваются с их номинальными значениями, введенными в память БАУ, и друг с другом.
Разности дискретных значений измеренных величин R R1i l, определенные в БПУ, являются (после усиления) управляющими импульсами (по каналу связи 19) для работы двигателя 15 привода шарико-винтового механизма 13, регулирующего величину расстояния l. При шлифовании зуба за несколько проходов измерение текущих значений R и R1i осуществляется за каждый качательный ход инструмента.
В результате центр инструмента последовательно занимает положения Oк1 Oк2 Oк3 и в обкаточном движении шлифовальный круг последовательно обрабатывает эвольвентную поверхность вогнутой стороны зуба по заданному радиусу кривизны R. Обработанная поверхность зуба будет огибающей ряда положений шлифовального круга (например i1, i2, i3 с точками профилирования соответственно С1, С2, С3).
При обработке выпуклой стороны эвольвентного профиля кругового зуба (фиг. 3) настраивают устройство, смещая ось шлифовального круга относительно оси О1 в противоположную сторону на величину расстояния l так, чтобы номинальный радиус цилиндрической профилирующей поверхности инструмента R1iB R + l. Шлифование выпуклой стороны кругового зуба осуществляют в дальшейшем аналогичным образом.
После обработки вогнутой (выпуклой) стороны одного зуба переход к следующему зубу осуществляют методом единичного деления.
Возможность смещения оси вращения инструмента относительно оси возвратно-качательного движения на величину регулируемого расстояния l, значения которого соответствуют разности измеренных величин радиуса кривизны шлифуемого зуба и радиуса цилиндрической профилирующей поверхности инструмента, позволяет в процессе шлифования компенсировать износ профилирующей поверхности инструмента, что повышает точность обработки.
Введение обратной связи в процессе шлифования эвольвентного профиля кругового зуба при регулировании величины расстояния l позволяет избежать правки шлифовального круга на период обработки всех зубьев колеса, что также повышает точность и качество обработки цилиндрических колес с криволинейными по длине зубьями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074062C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБА | 1993 |
|
RU2068322C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ | 1993 |
|
RU2076022C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| АРОЧНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092725C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
SU1831978A3 |


Изобретение относится к машиностроению и может быть использовано для чистовой обработки цилиндрических колес с криволинейными по длине зубьями эвольвентного профиля с высокой твердостью поверхности инструментом в виде чашечного абразивного круга с нулевым профилем. Достигаемый технический результат повышение точности обработки за счет компенсации износа цилиндрической профилирующей поверхности инструмента. Сущность изобретения: в процессе шлифования эвольвентного профиля кругового зуба измеряют текущее значение радиуса кривизны обрабатываемого зуба и радиуса цилиндрической профилирующей поверхности инструмента, а ось вращения инструмента устанавливают с возможностью изменения ее положения относительно оси возвратно-качательного движения на величину, значения которой соответствуют разности измеренных величин. Возможность смещения оси вращения инструмента на величину регулируемого расстояния позволяет компенсировать износ профилирующей поверхности шлифовального круга. 3 ил.
СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС методом единичного деления в условиях возвратно-качательного движения инструментом, рабочая профилирующая поверхность которого выполнена цилиндрической, при этом ось вращения инструмента установлена перпендикулярно оси вращения обрабатываемого колеса на заданном расстоянии от межосевого перпендикуляра, отличающийся тем, что в процессе шлифования измеряют текущее значение радиуса кривизны обрабатываемого зуба и радиуса цилиндрической профилирующей поверхности инструмента, а ось вращения инструмента устанавливают с возможностью изменения ее положения относительно оси возвратно-качательного движения на величину, значения которой соответствуют разности измеренных величин.
| Способ чистовой обработки эвольвентных профилей круговых зубьев цилиндрических колес | 1986 |
|
SU1664479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
