Изобретение относится к области машиностроения, в частности к производству арочных зубчатых передач с эвольвентным профилем зубьев в тяжелом и среднем машиностроении.
Известна зубчатая передача, в которой обеспечивается сопряжение зубьев эвольвентного профиля в зацеплении по длине арки по идентичной кривой, расположенной в плоскости линии зацепления и одинаковой по высоте зуба.
К недостаткам известных передач относится то, что в таких передачах ограничен кинематический угол зацепления. Чем больше зубчатые колеса, тем меньше угол зацепления, что увеличивает кромочные напряжение.
По технической сущности и достигаемому результату наиболее близкой к заявленной является цилиндрическая зубчатая передача, сопряжение эвольвентного профиля которой осуществляется по идентичным кривым, расположенным в плоскости линии зацепления и одинаковым по высоте зуба, у которой нет ограничения зацепления.
Однако передача сложна в изготовлении. Для ее изготовления требуются три резцовые головки. Одна -для нарезания выпуклых и вогнутых сторон зубьев колеса и две другие для нарезания соответственно выпуклой и вогнутой стороны шестерни.
Известен способ изготовления арочной зубчатой передачи, в котором формирование зубьев осуществляется двумя резцовыми головками с нулевым контуром инструментальной рейки [1]
Недостаток способа в том, что нулевой контур ограничивает кинематический угол зацепления.
Известен также более близкий к заявляемому способ изготовления арочной передачи, при котором зубья сопряженного зубчатого колеса формируются одной резцовой головкой с контуром инструментальной рейки больше нуля, а зубья сопряженной шестерни формируются двумя резцовыми головками с контуром инструментальной рейки равным нулю [2]
Недостатком способа является сложность его реализации, предусматривающей диагональное перемещение одной резцовой головки при нарезании зубьев колеса и ортогональное перемещение двух резцовых головок при нарезании зубьев шестерни.
При создании изобретения решается задача расширения арсенала используемых в технике арочных зубчатых передач и способов их изготовления.
Технический результат изобретения заключается в реализации этого назначения заявляемой арочной передачи с предложенными новыми параметрами зацепления, которая была бы проще в изготовлении и не имела бы ограничения угла зацепления.
Технический результат достигается тем, что в арочной зубчатой передаче и способе ее изготовления, сопряжение эвольвентного профиля зубьев которой осуществляется по идентичным кривым, расположенным в плоскости линии зацепления, сопряженные идентичные кривые по линии зацепления зубьев различны между собой в каждой точке эвольвенты по высоте зуба без ограничения угла зацепления передачи за счет разных радиусов кривизны арки по высоте зубьев Ru1 и Rup, определяемых по формулам: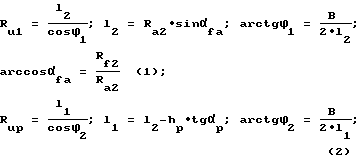
где Ru1 радиус дуги арки в основании выпуклой стороны колеса;
l2 длина пути инструмента при формировании зубьев колеса по впадинам;
Φ1 угол наклона арки в основании зубьев;
Ra2 радиус дуги по вершинам зубьев колеса;
αfa угол пути перемещения резцов в основании зубьев;
B длина зубьев арки;
Rf2 радиус основания зубьев колеса;
Rup радиус резцов, формирующих вершину зубьев колеса и впадину зубьев шестерни;
l1 длина пути инструмента при формировании зубьев колеса по вершинам;
Φ2 угол наклона арки в вершине зубьев;
hp активная высота режущей части резцов, калибрующих эвольвенту;
αp контур инструментальной рейки угол станочного зацепления.
В способе изготовления арочной зубчатой передачи, при котором формообразование выпуклых и вогнутых сторон зубьев шестерни и колеса осуществляют последовательно двумя торцевыми резцовыми головками при согласованном вращении заготовки и тангенциальной подаче инструмента, контур инструментальной рейки αp резцовых головок задают таким, чтобы радиусы резания Ru1 и Rup в основании и по вершинам зубьев для выпуклых и вогнутых сторон зубьев колеса и шестерни были различны исходя из соотношений:
по впадинам выпуклой стороны зубьев идентично с кривизной зубьев шестерни по вершинам (формула (1));
по вершинам вогнутой стороны зубьев колеса и впадинам зубьев шестерни (формула (2)).
Отличительные признаки арочной зубчатой передачи выражены в том, что сопряженные идентичные кривые по линии зацепления зубьев различны между собой в каждой точке эвольвенты по высоте зуба без ограничения угла зацепления передачи за счет разных радиусов кривизны арки по высоте зубьев, определяемых по приведенным выше формулам.
Отличительные признаки способа выражены в том, что контур инструментальной рейки αp резцовых головок задают таким, чтобы радиусы резания в основании и по вершинам зубьев для выпуклых и вогнутых сторон зубьев колеса и шестерни были различны исходя из соотношений:
по впадинам выпуклой стороны зубьев колеса идентично с кривизной зубьев шестерни по вершинам (формула (1));
по вершинам вогнутой стороны зубьев и впадинам зубьев шестерни (формула (2)).
В заявленном способе формообразование зубьев как на колесе, так и на шестерне, осуществляется одними и теми же резцовыми головками с контуром инструментальной рейки больше нуля и равным αp с ортогональным перемещением инструмента для колеса и шестерни.
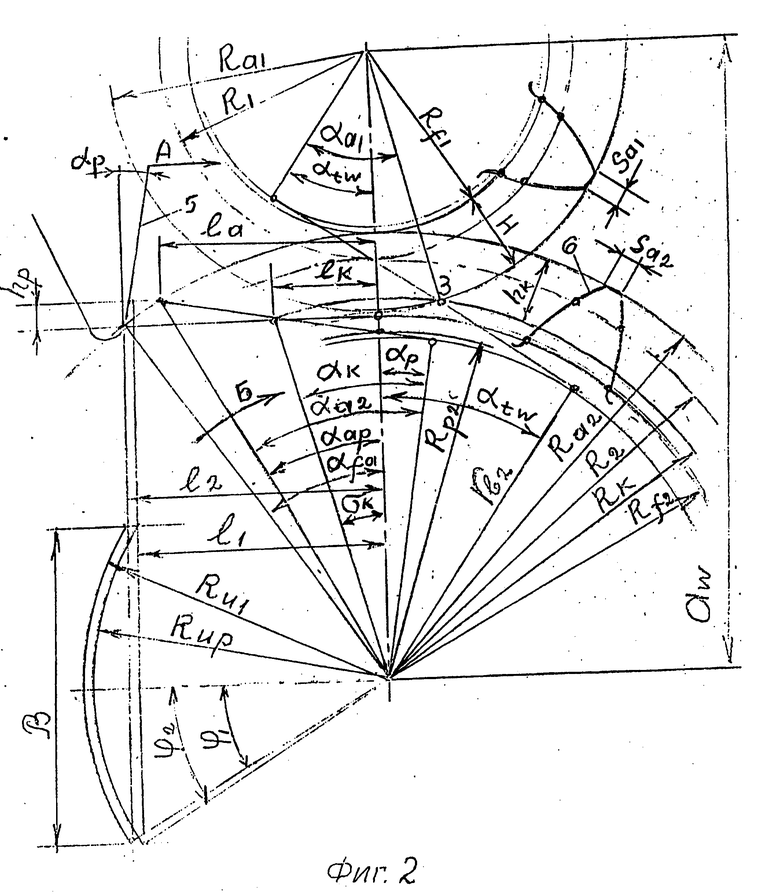
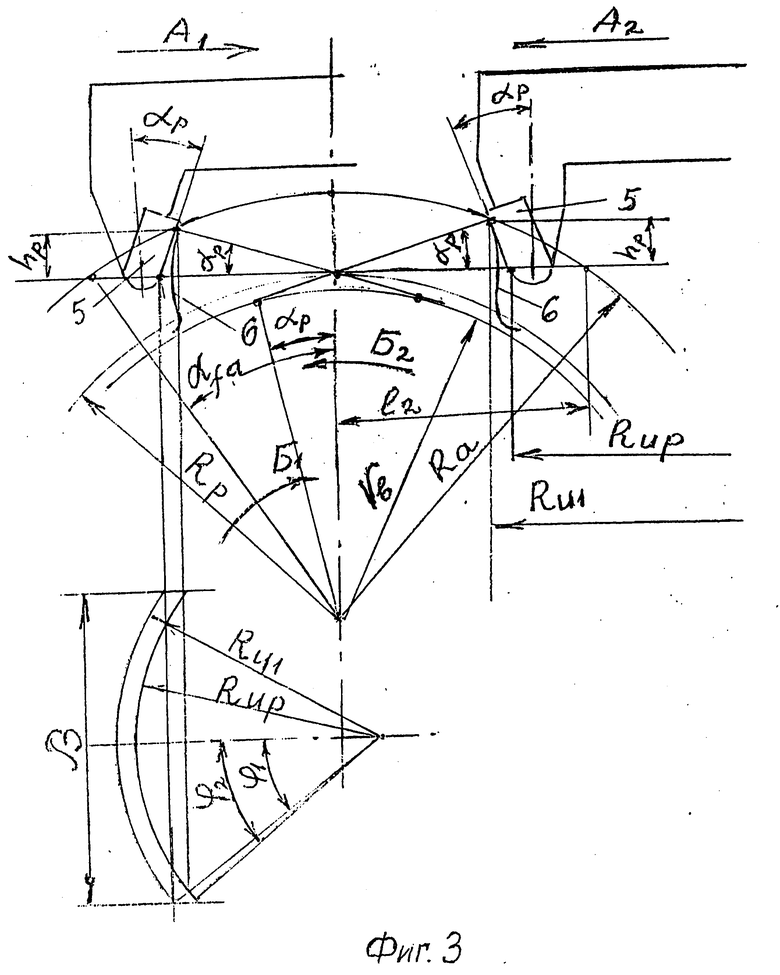
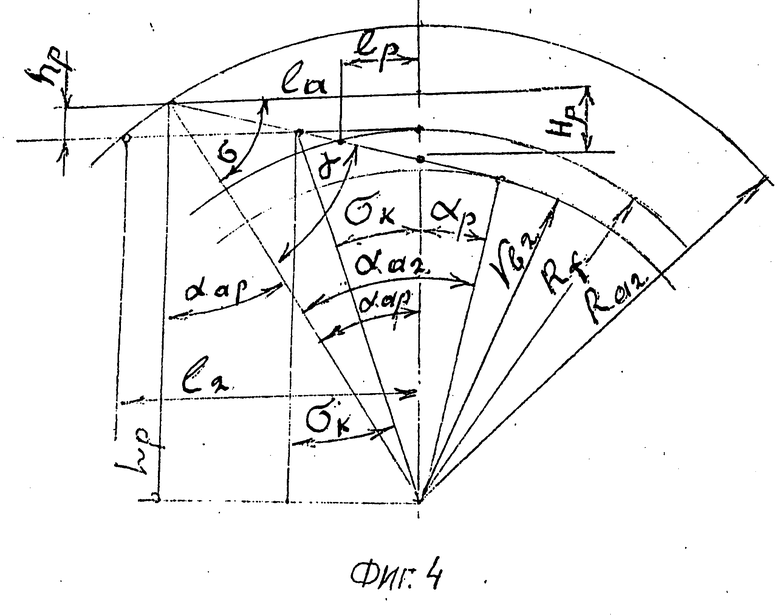
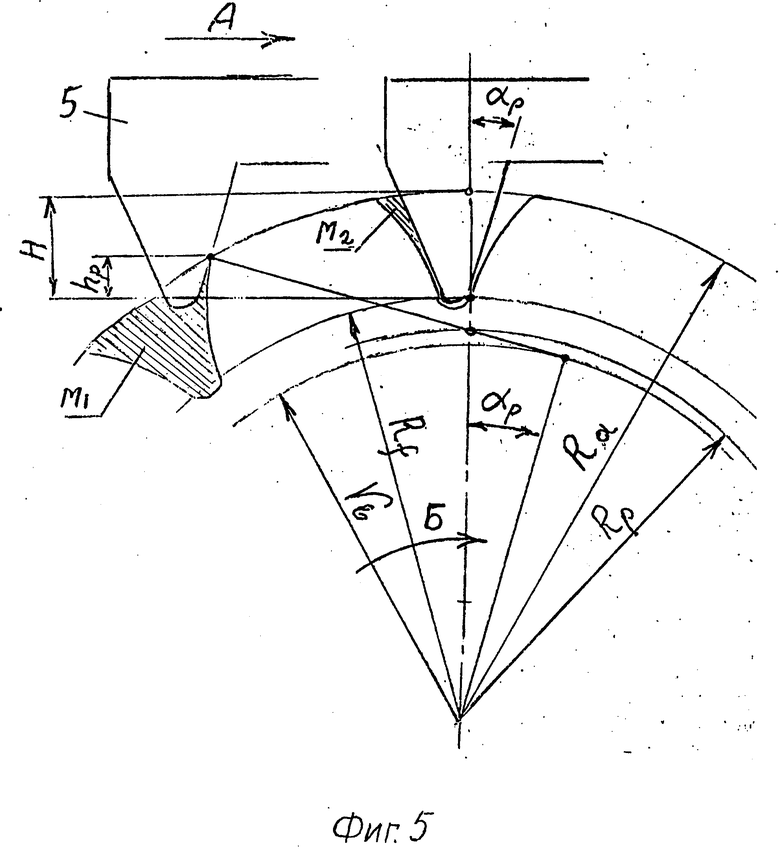
На фиг. 1 даны геометрические параметры зацепления арочной зубчатой передачи; на фиг. 2 геометрические параметры сопряженной пары, определяющие разность радиусов кривизны арки по впадинам и вершинам зубьев; на фиг. 3 - схема использования резцовых головок с резцам и армированными пластинками из твердого сплава; на фиг. 4 схема для определения геометрических параметров зубчатого колеса; на фиг. 5 схема снятия основного металла М1 при черновом проходе с оставленным припуском М2.
Геометрические параметры зубчатого зацепления, изображенного на фиг.1-5, и их величины определяются по формулам, приведенным ниже, а также дается пример расчета конкретного зубчатого зацепления.
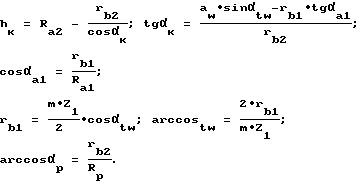
где hк высота активной части зубьев колеса;
rв2 радиус основной окружности колеса;
αк угол контакта зубьев шестерни в точке 3;
aw межосевое расстояние;
αtw угол кинематического зацепления;
rв1 радиус основной окружности шестерни;
αa1 угол давления по вершинам зубьев шестерни;
Ra1 радиус по вершинам зубьев шестерни;
m кинематический модуль зацепления;
z1 число зубьев шестерни;
Rp радиус дуги станочного зацепления.
Пример расчета.
Дано: величина hp назначается в пределах hp≅0,3 H, что определяет угол станочного зацепления αp исходя из которого подсчитываются геометрические параметры зацепления и разность радиусов дуги арки по вершинам и впадинам зубьев и схемам, изображенным на фиг. 1-5.
Z1 26;
Z2 114;
aw 596 мм;
αtw 20o;
В 135 мм;
Н 17 мм.
Кинематический модуль зацепления будет равен: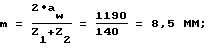
Диаметры делительных окружностей:
D1 m•Z1 8,5•26 221 мм; R1 110,5 мм;
D2 m•Z2 8,5•114 969 мм; R2 484,5 мм.
Диаметры основных окружностей:
D01 D1•cos20o 221•0,93969 207,67 мм; rв1 103,836 мм;
D02 D2•cos20o 969•0,93969 910,56 мм; rв2 455,281 мм.
Радиус дуги по вершинам зубьев колеса:
Ra2 aw rв1 1 595 103,836 1 490,16 ≈ 490 мм.
Радиус основания зубьев колеса:
Rf2 Ra2 H 490 17 473 мм.
Радиус по вершинам зубьев шестерни:
Ra1 aw Rf2 595 473 122 мм.
Угол давления по вершинам зубьев шестерни:
Угол контакта зубьев шестерни в точке 3: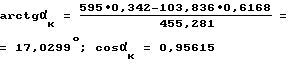
Радиус вращения точки 3:
Высота активной части зубьев колеса:
hк Ra2 Rк 490 476,16 13,84 мм.
Определяем hp:hp 0,3•17 5,1≈ 5 мм.
По схеме фиг. 4 находим:

Угол станочного зацепления:
αp = σ - α = 77,294 - 68,302 = 8,992° ≈ 9°.
Прямая перемещения режущего инструмента по стрелке А (фиг. 2, 3, 5) взаимосвязана с противолежащим катетом угла

Угол наклона арки в основании зубьев:
Радиус дуги арки в основании выпуклой стороны зубьев колеса:
Радиус арки по вершинам зубьев колеса выпуклой стороны и по впадинам вогнутой стороны зубьев шестерни:
где H высота зубьев;
Z2 число зубьев колеса;
D1 диаметр делительной окружности шестерни;
R1 радиус делительной окружности шестерни;
D2 диаметр делительной окружности колеса;
R2 радиус делительной окружности колеса;
D01 диаметр основной окружности шестерни;
D02 диаметр основной окружности колеса;
Rк радиус вращения точки 3;
αup разность углов αa2 и αp
σ угол, определяющий формирование зубьев колеса по вершине;
aa2 угол давления по вершинам зубьев колеса.
На фиг. 1 изображена схема зацепления арочной зубчатой передачи, в которой сопряжение эвольвентного профиля как головки зубьев шестерни на участке 1-2, так и ножки зубьев колеса на участке 1-4, осуществляется по идентичным кривым при совпадении их в точке 3. При этом обеспечивается условие, что угол давления в точке 3 является исходным геометрическим параметром, определяющим идентичную кривизну арки по линии зацепления. Идентичные кривые, расположенные в плоскости линии зацепления 1-3, различны между собой в каждой точке эвольвенты по высоте зуба H без ограничения угла зацепления передачи за счет разных радиусов кривизны арки по высоте зубьев Ru1 и Rup, определяемых по формулам (1) и (2).
При изготовлении арочной зубчатой передачи формообразование выпуклых и вогнутых сторон 6 зубьев, как колеса, так и шестерни (фиг. 2, 3), осуществляют последовательно двумя торцевыми головками с заданным контуром инструментальной рейки углом станочного зацепления αp Для формирования выпуклых сторон зубьев заготовке сообщают вращение по стрелке Б1, а инструменту - согласованную с вращением заготовки тангенциальную подачу по стрелке А1. Для формирования вогнутых сторон зубьев наклон калибрующей части резцов выполнен в обратную сторону и направление движения заготовки и тангенциальной подачи меняют на противоположное соответственно по стрелкам Б2 и А2. Контур инструментальной рейки резцовых головок задают таким, чтобы радиусы резания в основании и по вершинам зубьев для выпуклых и вогнутых сторон зубьев колеса и шестерни были различны исходя из соотношений: по впадинам выпуклой стороны зубьев колеса идентично с кривизной зубьев шестерни по вершинам соответственно формуле (1), а по вершинам вогнутой стороны зубьев колеса и впадины шестерни соответственно формуле (2).
Для формирования зубьев при чистовой обработке закаленных колес резцы головок могут быть армированы пластинками 5 из твердого сплава с теми же геометрическими параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ | 1993 |
|
RU2076022C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074062C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРИВОЛИНЕЙНЫХ ПО ДЛИНЕ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1995 |
|
RU2094183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
SU1831978A3 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
Использование: машиностроение. Сущность изобретения: в арочной зубчатой передаче и способе ее изготовления сопряжение эвольвентного профиля зубьев осуществлено по идентичным кривым, расположенным в плоскости линии зацепления. Сопряженные идентичные кривые по линии зацепления зубьев различны между собой в каждой точке эвольвенты по высоте зуба без ограничения угла зацепления передачи. Это происходит за счет разных радиусов кривизны арки по высоте зубьев, определяемых соотношением параметров. В способе формообразование выпуклых и вогнутых сторон зубьев шестерни и колеса осуществляют последовательно двумя торцевыми резцовыми головками при согласованном вращении заготовки и тангенциальной подаче инструмента. Контур инструментальной рейки резцовых головок задают таким, чтобы радиусы резания в основании и по вершинам зубьев для выпуклых и вогнутых сторон зубьев колеса и шестерни были различны, исходя из определенных соотношений: по впадинам выпуклой стороны зубьев колеса идентично с кривизной зубьев шестерни по вершинам вогнутой стороны зубьев колеса и впадинам зубьев шестерни. 2 с.п. ф-лы, 5 ил.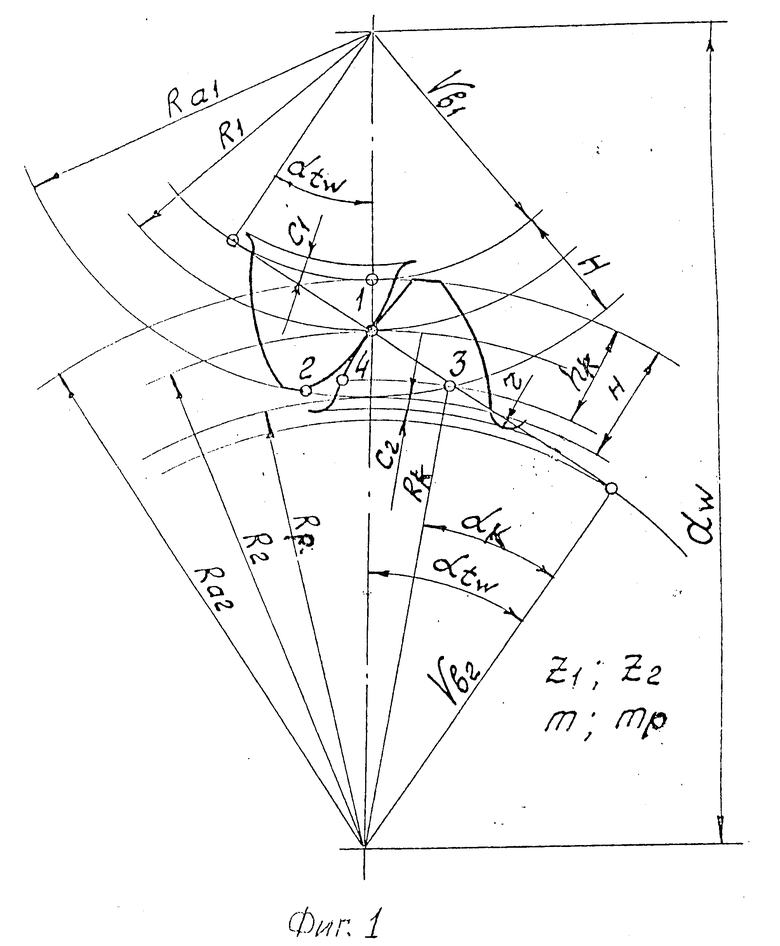

где Ru1 радиус дуги арки в основании выпуклой стороны зубьев колеса;
l2 длина пути инструмента при формировании зубьев колеса по впадинам; угол наклона арки в основании зубьев;
угол наклона арки в основании зубьев;
Rа2 радиус дуги по вершинам зубьев колеса;
αfa - угол пути перемещения резцов в основании зубьев;
β - длина зубьев арки;
Rf2 радиус основания зубьев колеса;
Ruр радиус резцов, формирующих вершину зубьев колеса и впадину зубьев шестерни,
l1 длина пути инструмента при формировании зубьев колеса по вершинам;
Φ2 - угол наклона арки в вершине зубьев;
hр активная высота режущей части резцов, калибрующих эвольвенту;
αp - контур инструментальной рейки угол станочного зацепления.
по впадинам выпуклой стороны зубьев колеса идентично с кривизной зубьев шестерни по вершинам
по вершинам вогнутой стороны зубьев колеса и впадинам зубьев шестерни
где Ru1 радиус дуги арки в основании выпуклой стороны зубьев колеса;
l2 длина пути инструмента при формировании зубьев колеса по впадинам,
Φ1 - угол наклона арки в основании зубьев;
Rа2 радиус дуги по вершинам зубьев колеса,
αfa - угол пути перемещения резцов в основании зубьев;
β - длина зубьев арки,
Rf2 радиус основания зубьев колеса;
Ruр радиус резцов, формирующих вершину зубьев колеса и впадину зубьев шестерни;
l1 длина пути инструмента при формировании зубьев колеса по вершинам;
Φ2 - угол наклона арки в вершине зубьев;
hр активная высота режущей части резцов, калибрующих эвольвенту;
αp - контур инструментальной рейки угол станочного зацепления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цилиндрическая зубчатая передача | 1978 |
|
SU785569A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Цилиндрическая зубчатая передача | 1986 |
|
SU1509570A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
