Изобретение относится к машиностроению и может быть использовано при чистовой обработке инструментов в виде резцовой головки или чашечного абразивного круга с нулевым профилем цилиндрических колес криволинейными по длине зубьями с эвольвентным профилем.
Известен способ формообразования эвольвентной поверхности зубьев цилиндрических арочных колес резцовой головкой и при шлифовании зубьев чашечным абразивным кругом с нулевым профилем.
Сущность способа состоит в том, что при формировании эвольвентного профиля вогнутой или выпуклой сторон зуба сообщают взаимосвязанные перемещения нарезаемого зубчатого колеса и режущего инструмента. Колесу сообщают вращательное движение, а инструменту поступательное с подачей по касательной к основной окружности. В основу указанного способа обработки эвольвентных профилей круговых зубьев заложено совмещение начальной и основной окружностей и размещение последней вблизи окружности нижних точек активных профилей зубьев. Однако известный способ не обеспечивает получение зубчатой передачи с углом зацепления αtw > 15о, при этом наблюдается искривление дна впадины колеса, высота которого достигает в реальных зубчатых колесах (z 118, m 10 мм, R 124 мм радиус кривизны арки зуба) величины 7,8 мм.
Попытка устранить указанные недостатки привели к наклону режущего инструмента на некоторый угол αp, что равносильно смещению основной окружности значительно меньше окружности нижних точек активных профилей в зацеплении. В этом случае повышение αtw до 24.25о сопровождается ростом кривизны дна впадины указанного зубчатого колеса до 10.11 мм и искажением эвольвентного профиля нарезаемого зуба.
Наиболее близким по технической сущности является способ чистовой обработки эвольвентных профилей круговых зубьев цилиндрических колес, по которому обработку осуществляют инструментом с цилиндрической профилирующей поверхностью. Инструменту сообщают вращательное движение вокруг своей оси с требуемой скоростью резания и качательно-возвратное движение по траектории так, что его режущие кромки перемещаются по радиусу кривизны круговых зубьев. Обрабатываемое колесо взаимосвязано вращают и поступательно перемещают со скоростью подачи вдоль касательной на каждом качательном ходе инструмента, при этом вращение инструмента кинематически независимо от вращения и поступательного перемещения обрабатываемого колеса.
Указанный способ также не обеспечивает получение зубчатых колес, образующих передачу с большими углами зацепления, так как базируется при нарезании эвольвентных профилей круговых зубьев цилиндрических колес на совмещении начальной и основной окружности и размещении последней вблизи окружности нижних точек активных профилей зубьев.
Кроме этого, кинематическая независимость скорости подачи инструмента от вращения и поступательного перемещения обрабатываемого колеса приводит к искажению формы эвольвентного профиля зуба, поскольку всегда основная окружность в обработке получается автоматически на радиусе, на котором окружная скорость обрабатываемого колеса равна нормальной скорости движения режущих кромок инструмента. Чем больше отличаются радиусы окружностей нижних точек активного эвольвентного профиля и основной окружности обрабатываемого колеса, тем больший угол зацепления в передаче можно получить, обрабатывая зубчатые колеса, образующие эту передачу. Поэтому необходимо кинематически связать скорость подачи инструмента, вращение и поступательное перемещение обрабатываемого колеса.
Достигнутый технический результат повышение точности формообразования эвольвентного профиля зубьев зубчатых колес, образующих передачу с большими углами зацепления.
Сущность изобретения в том, что по способу обработки эвольвентных профилей круговых зубьев цилиндрических колес, включающий согласованные вращение обрабатываемого зубчатого колеса и тангенциальное перемещение со скоростью подачи вращающегося со скоростью резания инструмента, рабочая профилирующая поверхность которого выполнена цилиндрической, при этом ось вращения инструмента установлена перпендикулярно оси вращения обрабатываемого зубчатого колеса на заданном расстоянии от межосевого перпендикуляра. Скорость подачи инструменту задают в соответствии с зависимостью
v2τ KvRk где vRk линейная скорость точки, лежащей на окружности нижних точек активного профиля зуба;
К Rk/Rb;
Rb и Rk радиусы соответственно основной окружности обрабатываемого колеса и окружности нижних точек активного эвольвентного профиля зубьев, при этом инструмент устанавливают с возможностью касания профилирующей точки режущей кромки инструмента с нижней активной точкой эвольвентного профиля зуба.
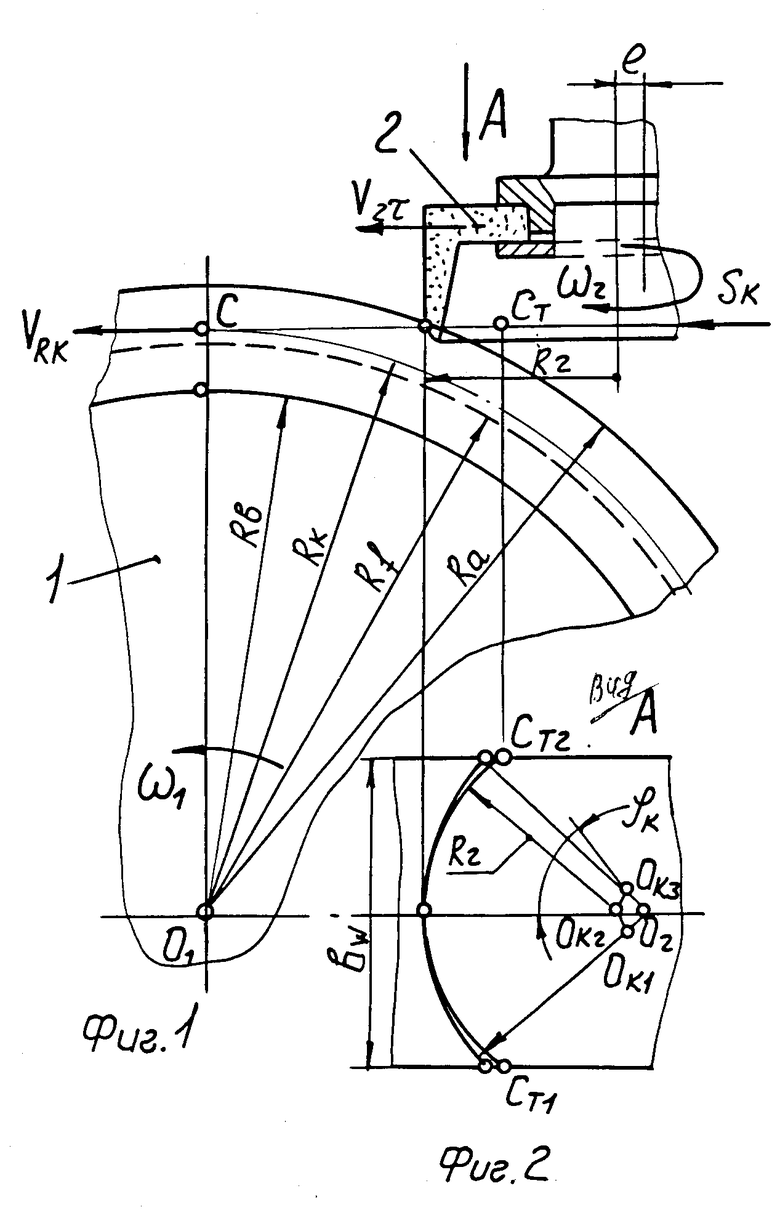
На фиг.1 представлена схема обработки эвольвентных профилей круговых зубьев цилиндрических колес; на фиг.2 вид по стрелке А на обрабатываемое зубчатое колесо фиг.1.
Зубчатое колесо 1, вращающееся с угловой скоростью ω1 против часовой стрелки с радиусами Rb основной окружности, Rf окружности впадин, Ra наружной окружности, Rk окружности нижних точек активного эвольвентного профиля зуба, обрабатывают, например, шлифуют инструментом 2 в виде чашечного абразивного шлифовального круга с цилиндрической рабочей профилирующей поверхностью радиуса R2. Инструмент вращается с угловой скоростью ω2 вокруг своей оси в соответствии с выбранной скоростью резания и совершает качательно-возвратное движение на угол 2 ϕk (угол ϕk зависит от ширины bw обрабатываемого колеса) относительно оси О2, смещенной с оси инструмента на величину расстояния l R R2, где R радиус кривизны круговых зубьев (фиг.2), например, при обработке вогнутой стороны зуба.
Для формообразования эвольвентного профиля, например, вогнутой стороны зуба методом обката необходимо сообщить инструменту подачу в направлении по касательной к окружности нижних активных точек эвольвентного профиля зубьев обрабатываемого колеса и соблюсти следующие кинематические соотношения:
vb ω1Rb и v2τ vRk ω1Rk (из теоретического построения удлиненной эвольвенты на нижней активной точке С эвольвентного профиля зуба).
Откуда v2τ vRkRk/Rb где v2τ скорость подачи инструмента в направлении по касательной к окружности нижних активных точек эвольвентного профиля зубьев;
vRk линейная скорость точки, лежащей на окружности нижних активных точек эвольвентного профиля зуба.
Способ реализуется на приведенной схеме следующим образом.
Перед обработкой, например, вогнутой стороны круговых зубьев на зубчатом колесе 1 устанавливают инструмент с возможностью касания профилирующей точки режущей кромки инструмента с нижней активной точкой С эвольвентного профиля зуба. Сообщают обрабатываемому колесу 1 угловую скорость ω1 и задают скорость подачи инструменту в соответствии с зависимостью
v2τ KvRk где К Rk/Rb, vRk ω1Rk
Инструменту 2 сообщают при этом требуемую скорость резания и качательно-возвратное движение вокруг оси О2 на угол 2 ϕk и одновременно зависимо кинематически перемещают в тангенциальном направлении (по стрелке Sk) к нижней активной точке С эвольвентного профиля зуба.
В обкаточном движении центр инструмента 2 последовательно занимает положение OK1, OK2, OK3, а рабочая цилиндрическая профилирующая его поверхность обрабатывает эвольвентный профиль вогнутой стороны зуба с радиусом кривизны R (при положении центра инструмента в точке OK2 по торцам колеса 1 его профилирующая поверхность займет положение в точках CT1 и СТ2).
После обработки вогнутой стороны одного зуба переход к следующему зубу осуществляют методом единичного деления. Обработку вогнутой поверхности последующего зуба осуществляют аналогично.
Введение при формообразовании эвольвентного профиля обрабатываемого зуба колеса зависимой скорости подачи инструмента в направлении по касательной к окружности нижних активных точек эвольвентного профиля от линейной скорости точки, лежащей на окружности нижних точек активного профиля зуба, через коэффициент К Rk/Rb позволяет по сравнению с прототипом получить в обработке теоретически точный профиль зуба по удлиненной эвольвенте, исключить кривизну дна впадины и обработать зубчатые колеса, образующие передачу с большими углами зацепления (αtw 24.30о), так как, чем больше величина коэффициента К, тем больше угол зацепления в передаче αtw.
Изобретение относится к машиностроению и может быть использовано при чистовой обработке инструментом в виде резцовой головки или чашечного абразивного круга с нулевым профилем цилиндрических зубчатых колес с криволинейными по длине зубьями с эвольвентным профилем. Достигаемый технический результат повышение точности формообразования эвольвентного профиля зубьев зубчатых колес, образующих передачу с большими углами зацепления. Сущность изобретения состоит в сообщении инструменту скорости подачи в соответствии с зависимостью, указанной в описании. Инструмент устанавливают с возможностью касания профилирующей точки режущей кромки инструмента с нижней активной точкой эвольвентного профиля зуба. Это позволяет получить в обработке теоретически точный профиль зуба по удлиненной эвольвенте и исключить кривизну дна впадины при обработке зубчатых колес, образующих передачу с большими углами зацепления (αtw= 24 ... 30°). 2 ил.
СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС, включающий согласование вращения обрабатываемого зубчатого колеса и тангенциальное перемещение со скоростью подачи вращающегося инструмента, рабочая профилирующая поверхность которого выполнена цилиндрической, при этом ось вращения инструмента установлена перпендикулярно оси вращения обрабатываемого зубчатого колеса на заданном расстоянии от межосевого перпендикуляра, отличающийся тем, что при обработке зубчатых колес, образующих передачу с большими углами зацепления, скорость подачи инструменту задают в соответствии с зависимостью.

где  линейная скорость точки, лежащей на окружности нижних точек активного профиля зуба;
линейная скорость точки, лежащей на окружности нижних точек активного профиля зуба;
K Rk/Rb где Rb и Rk радиусы соответственно основной окружности обрабатываемого колеса и окружности нижних точек активного профиля,
при этом инструмент устанавливают с возможностью касания профилирующей точки режущей кромки инструмента с нижней активной точкой эвольвентного профиля.
| Способ чистовой обработки эвольвентных профилей круговых зубьев цилиндрических колес | 1986 |
|
SU1664479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
