Изобретение относится к пайке и лужению, в частности к способам и материалам для изготовления припойных паст.
Известен способ изготовления паяльной пасты, включающий смешение компонентов флюса, связующего, пластификаторов с порошкообразным припоем, подогрев и размешивание смеси до получения однородной массы.
Частицы припоя предварительно обволакивают слоем канифоли, сушат, а затем обволакивают слоем сополимера этилена с винилацетатом 10-35% после чего сушат, охлаждают и смешивают с остальными компонентами смеси [1]
Недостаток известного способа заключается в том, что он усложняет процесс получения припойной пасты.
Известен способ получения припойной пасты, согласно которому пасту получают путем смешения порошка припоя с флюсом, содержащим хлористый цинк, хлористый аммоний и глицерин [2] В соответствии с традиционными методами получения припойных паст перед смешением порошок припоя распыляют.
Недостатком прототипа является невысокое качество пайки припойной пасты. При этом за параметры оценки качества пайки принимают
коэффициент удержания припоя (Ку), который определяет степень разбрызгивания припоя при оплавлении и характеризует потери припоя на образование мелких шариков;
коэффициент смачиваемости (Ксм) характеризует образование прочного контакта между металлизацией контактных площадок и припоем,
количество мелких шариков припоя характеризует степень разбрызгивания припойной пасты при оплавлении.
Изобретение направлено на решение задачи повышения качества пайки припойной пастой.
Изобретение позволяет получить припойную пасту с повышенной растекаемостью (коэффициентом смачиваемости Ксм > >3%) и уменьшенной разбрызгиваемостью при пайке (увеличением коэффициента удержания припоя Ку до 98,0% и выше и уменьшением количества мелких шариков припоя до одного).
Для достижения обеспечиваемого изобретением технического результата в способе получения припойной пасты, включающем приготовление флюса путем смешения хлористого цинка с хлористым аммонием и глицерином, распыление расплавленного припойного порошка и соединение его с флюсом, после распыления припойный порошок замачивают в растворе, содержащем (2-5) мас. гидроокиси калия и (95-98) мас. глицерина, затем порошок промывают и сушат, после чего к нему добавляют флюс в следующем соотношении, мас.
Флюс 5-21
Припойный порошок 79-95
Исследование микроструктуры поверхности исходного припойного порошка, например, ПОСК 50-18 (состава Sn-Pb-Cd), методом растровой электронной микроскопии в режиме съемки во вторичных электронах показало наличие на поверхности частиц порошка припоя окислов тяжелых металлов. Частицы порошка ПОСК 50-18 имели типичную структуру тройной эвтектики Sn-Pb-Cd, состоящую из зон свинца-кадмия и олова. После обработки в растворе гидроокиси калия в глицерине в заявляемом соотношении их происходит растворение окислов тяжелых металлов и выравнивание поверхностной концентрации элементов, что улучшает в конечном счете технологические свойства припойных паст и качество пайки.
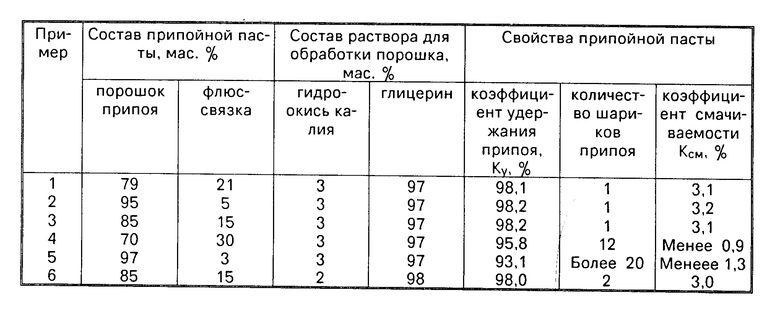
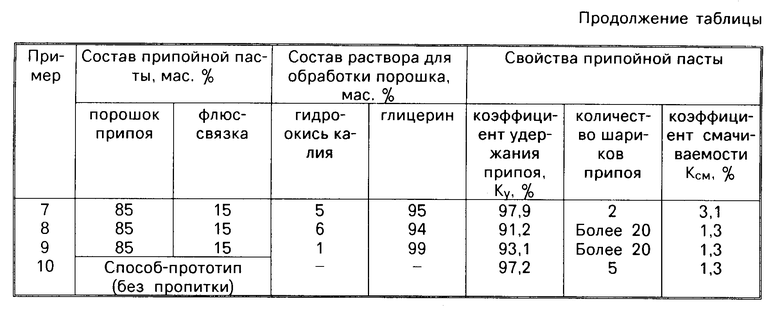
Характеристики получаемой припойной пасты приведены в таблице. Из данных, представленных в таблице, следует, что положительный результат достигается при соблюдении заявляемых пределов содержания "флюс-припойный порошок". Соответственно свойства припойной пасты в части разбрызгивания и растекаемости (смачиваемости) ухудшаются при содержании компонентов, выходящем за предельные значения.
Предлагаемый способ получения припойной пасты осуществляют следующим образом.
Хлористый цинк и хлористый аммоний тщательно растирают по отдельности в ступке и затем отмеряют в соотношении
ZnCl2 30-50 мас.ч.
NH4Cl 40-30 мас.ч.
Отмеренные количества компонентов высыпают в ступку и тщательно растирают до тонкого порошка.
Отмеряют глицерин в количестве 100-200 мл и выливают в сосуд, который ставят на водяную баню. Смесь ZnCl2 и NH4Cl небольшими порциями добавляют в глицерин и каждый раз перемешивают до полного растворения в нем смеси.
Распыленный мелкодисперсный порошок припоя (ПОС-63 или ПОСК 50-18) замачивают в растворе, содержащем 2-5 мас. гидроокиси калия и 95-98 мас. глицерина в течение 1-2 ч.
Приготовленный раствор наливают в стакан, который устанавливают на предварительно нагретую до 130оС плитку и, непрерывно перемешивая, выдерживают до полного выкипания растворенной в глицерине воды (до прекращения образования пузырьков). Далее устанавливают температуру нагрева плитки 200оС, а температуру раствора контролируют термометром и поддерживают на уровне не ниже 190оС в течение 3-5 мин.
После замачивания порошок припоя промывают в этиловом спирте три раза, каждый раз заменяя раствор на свежий.
Просушку порошка осуществляют в термостате или сушильном шкафу при 50-70оС в течение 0,5-1 ч. Просушенный порошок не позднее, чем через 2 ч после просушки, взвешивают в нужном соотношении (79-95)% и перемешивают с флюсом-связкой (5-21)%
В таблице приведены свойства припойной пасты, полученной в результате использования предлагаемого способа, и пасты, полученной экспериментальным путем в результате реализации способа-прототипа (без обработки припойного порошка в растворе).
При определении свойств припойной пасты применяют следующую методику:
для установления коэффициента удержания припоя (Ку) на ситалловую подложку помещают каплю припойной пасты, затем ее оплавляют. При оплавлении пасты припой образует одну основную каплю (ядро) и мелкие шарики вокруг нее. Коэффициент Ку определяют как разность между общей массой капли из припойной пасты и массой мелких шариков (потерь);
для определения коэффициента смачиваемости (растекаемости) (Ксм) на металлизированные контактные площадки через трафарет наносят пятно припойной пасты, затем производят оплавление, замеряя диаметр пятна после оплавления. Величину коэффициента Ксм определяют как отношение диаметров до и после оплавления.
На практике установлено, что для получения качественных паяных соединений Ксм должен быть не менее 2,0. Уменьшение Ксм приводит к образованию соединений с низкой механической прочностью.
Практически установлено, что количество мелких шариков вокруг основной капли припоя порядка 5-ти и более затрудняет отмывку изделия, снижая тем самым качество на операции пайки.
Из данных, представленных в таблице, следует, что улучшенные свойства припойной пасты наблюдаются в примерах 1, 2, 3, 6 и 7. (Ку ≈ 98,0% Ксм 3,0-3,2% количество шариков 1-2). В примерах на запредельные значения (примеры NN 4, 5, 8 и 9) показано, что свойства припойной пасты ухудшаются (Ку 91,2-95,8% Ксм 1,3% и менее; количество шариков более 20).
Соответственно для припойной пасты, полученной по способу-прототипу, Ку 97,2% Ксм 1,6% количество шариков 5.
Таким образом, предлагаемый способ позволяет улучшить качество пайки припойной пастой, обеспечив снижение разбрызгиваемости и повышение смачиваемости пасты.
Полученная припойная паста успешно применяется для пайки проволочных выводов компенсаторов К10-43, К10-47, для лужения к-ров К15-20, для пайки поверхностно-монтируемых элементов на печатные платы, микросборки, для лужения никелевых выводов микросборок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паста для пайки радиодеталей | 1990 |
|
SU1773647A1 |
| Способ контроля качества сцепления серебряного покрытия с керамической деталью | 1990 |
|
SU1716397A1 |
| ПАЯЛЬНАЯ ПАСТА | 2015 |
|
RU2591920C1 |
| ПАЯЛЬНАЯ ПАСТА | 2006 |
|
RU2331501C1 |
| Паяльная паста для лужения и пайки изделий радиоэлектронной аппаратуры | 1988 |
|
SU1532249A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463145C2 |
| ПАСТА ДЛЯ ПАЙКИ И ЛУЖЕНИЯ | 1987 |
|
SU1743101A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| ПАСТА ДЛЯ ПАЙКИ И ЛУЖЕНИЯ | 1987 |
|
SU1743100A1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
Использование: пайка изделий электротехнической и электронной техники. Сущность изобретения: полученный припойный порошок замачивают в растворе, содержащем, мас. гидроокись калия 2 5; глицерин 95 98, затем порошок промывают и сушат, после чего к нему добавляют флюс, содержащий хлористый цинк, хлористый аммоний и глицерин, в следующем соотношении, мас. флюс 5 - 21; припойный порошок 79 95. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ПРИПОЙНОЙ ПАСТЫ, включающий приготовление флюса путем смешения хлористого цинка с хлористым аммонием и глицерином, распыление расплавленного припойного порошка и соединение его с флюсом, отличающийся тем, что после распыления припойный порошок замачивают в растворе, содержащем 2 5 мас. гидроксида калия и 95 98 мас. глицерина, затем порошок промывают и сушат, после чего к нему добавляют флюс в следующем соотношении, мас.
Флюс 5 21
Припойный порошок 79 95
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
