Изобретение относится к пайке, а именно к составам паяльной пасты, используемой при монтаже узлов и деталей радиоэлектронной аппаратуры.
Известен состав органического связующего для припойной пасты, содержащий смолу и в качестве флюса производное четвертичного аммониевого основания в количестве 20-68% и 0,01-1% соответственно, остальное - органический растворитель (Патент Великобритании №1301076, кл. В23К 35/36, 1972).
Недостатком известного флюса является влияние на коррозионные и флюсующие свойства условий приготовления, соотношений составляющих его компонентов, сложность и трудоемкость приготовления.
Известен состав органического связующего для припойной пасты, содержащий органический растворитель и полиэфирную смолу, полученную с использованием в качестве реагента малеинового ангидрида, при этом полиэфир содержит в качестве спиртового реагента оксипропилированный тетрабромдифенилолпропан, при следующем соотношении компонентов, мас.%: оксипропилированный тетрабромдифенилолпропан 4,5-52,6, малеиновый ангидрид 1,23-13,2, остальное - органический растворитель (Авторское свидетельство СССР №1286382, кл. В23К 35/363, 1985).
Недостатком известного флюса является низкая антикоррозионная и флюсующая способность.
Наиболее близким по технической сущности к изобретению является состав органического связующего для паяльной пасты, содержащий полиэфирную смолу, модифицированную канифолью, и соль четвертичного аммониевого основания при следующих соотношениях, мас.%: полиэфирная смола 92-98, соль четвертичного аммониевого основания 2-8 (Патент СССР №1769733, кл. В23К 35/363, 1992).
Недостатком данного флюса является ограниченность его применения ввиду того что используемые соли четвертичных аммониевых оснований могут использоваться в рецептурах низкотемпературных паяльных паст с рабочей температурой оплавления до 350°С.
Задача, решаемая изобретением, заключается в создании рецептур низкотемпературных некоррозионно-активных паяльных паст с более высокой температурой оплавления.
Технический результат заключается в разработке новой композиции для низкотемпературной паяльной пасты, включающей полиэфирную смолу и бетулин, повышении термостойкости, снижении коррозионной активности флюса. Кроме того, расширяются возможности ее использования в рецептурах низкотемпературных паяльных паст в производстве тонкопленочных и толстопленочных гибридных интегральных микросхем (ГИС СВЧ), применение которых позволяет осуществить групповую пайку навесных элементов на контактные площадки микросборок, создает реальные условия для автоматизации технологических операций сборки и монтажа ГИС СВЧ. Исключение стадии очистки после пайки сокращает количество используемого материала, стоимость операций и упрощает технологический процесс. Отпадает необходимость в сборке после пайки в случаях, когда компоненты несовместимы с процессом очистки и припаиваются вручную.
Указанный технический результат достигается тем, что в паяльной пасте, содержащей полиэфирную смолу и флюс, в качестве флюса используется бетулин при следующем соотношении компонентов, мас.%:
В качестве флюса используют бетулин формулы:
который выделяют из бересты березы - отходов деревопереработки (Патент РФ №2131882, кл. 6 С07J 53/00, 63/00).
Бетулин - белый кристаллический порошок. Тпл=261-262°С, практически нерастворим в воде, растворим в спирте. Бетулин нетоксичен (Jaaskelainen P. Papari ja Puu., 1981, № 10, p.599).
Ввиду того что рабочая температура оплавления низкотемпературных паяльных паст, в зависимости от состава применяемого припоя, для трафаретной печати 200-450°С, для дозатора 140-350°С, большое значение имеет термостабильность используемых органических связок, флюсов и композиций на их основе.
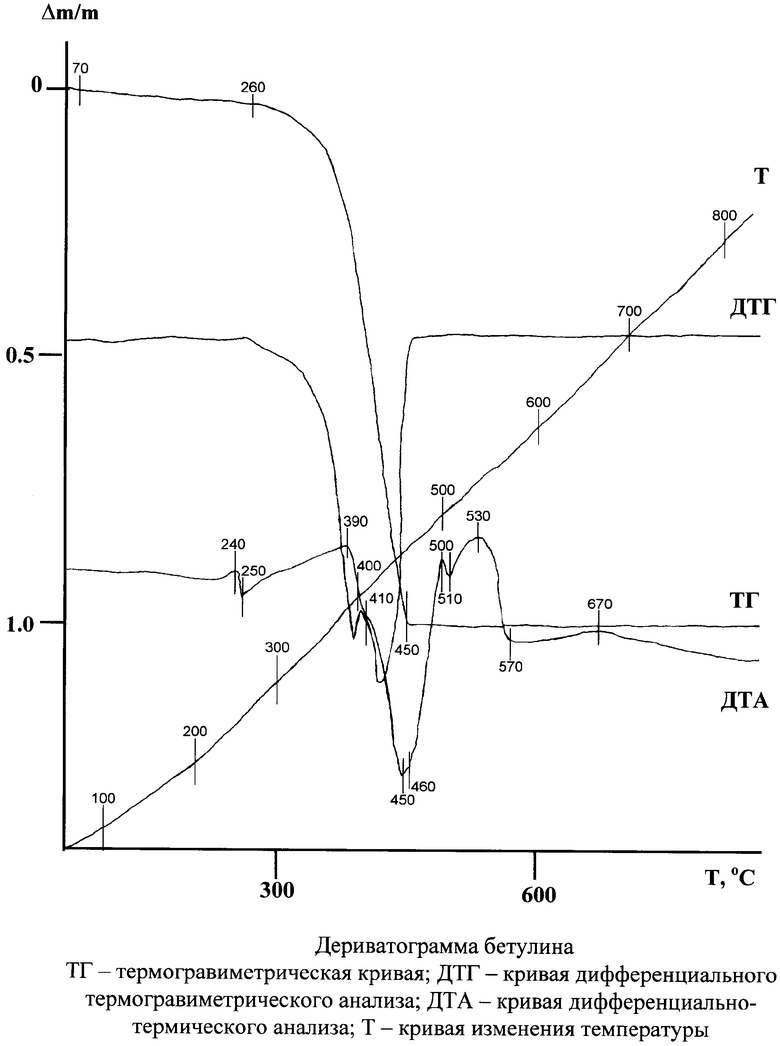
О термостойкости полиэфирной смолы и композиции на основе полиэфирной смолы и бетулина судили по температуре начала деструкции (Tд ДТА - температура начала экзотермического эффекта на кривой ДТА, связанного с началом окисления, Tд ДТГ - температура начала отклонения кривой ДТГ) (табл.1).
Из данных, представленных в таблице 1 видно, что полиэфирная смола и композиция на основе полиэфирной смолы и бетулина устойчивы к термоокислительной деструкции.
На чертеже представлена термограмма бетулина (ТГ -термогравиметрическая кривая; ДТГ - кривая дифференциального термогравиметрического анализа; ДТА - кривая дифференциально-термического анализа, Δm/m - относительное изменение массы, Т - температура (°С).
Анализ кривых ДТГ и ДТА используемого флюса бетулина показывает, что термическая деструкция исследуемого образца происходит в интервале температур 260-460°С (см. чертеж). Это свидетельствует о том, что исследуемый флюс может быть использован в составе паяльных паст с рабочей температурой оплавления до 460°С.
Исследование свойств паяльных паст, содержащих 14-17% полиэфирной смолы, 1-4% бетулина и 79-85% порошка припоя, проводили согласно требованиям ГОСТ В 20.39.304-76 и ОСТ 4ГО 033000.
Результаты проверки показали, что при добавлении в полиэфирную смолу бетулина меньше 1% ухудшается флюсующая способность, а при добавлении более 4% увеличивается вязкость композиции, что влияет на реологические характеристики паяльных паст.
Для исследования свойств паяльной пасты, полученной на основе полиэфирной смолы и бетулина, она наносилась на контактные площадки тестовых плат, выполненных по толстопленочной технологии из серебросодержащих и серебро-палладиевых проводниковых композиций, а также тонкопленочных медных проводников с защитным покрытием оловом или золотом. Паяльные пасты изготавливались на основе припоев с рабочими температурами оплавления, °С: ПОИн-52 - 120; композиция 45% Sn, 29% Pb, 17% Cd, 9% In - 140-150; ПОСК 50/18 - 170-180; ПОС-61 - 220-250.
Качество лужения исследовалось под микроскопом МБС-9 при увеличении 8-16 раз. Площадь необлуженных частей контактных площадок измерялась при помощи измерительного микроскопа. Коэффициент смачивания, в процентах, определялся по формуле:

где S1, S2, ..., Sn - площади несмоченных участков контактной площадки, мм2;
S0 - полная площадь контактной площадки, мм.
Качество лужения при использовании паяльной пасты, содержащей полиэфирную смолу и в качестве флюса бетулина, оказалось очень хорошим, т.к. площадь непокрытия припоем составила менее 10% от общей облуживаемой поверхности по ГОСТ В 20.39.304-76.
Прочность сцепления слоя паяльной пасты после оплавления с контактной площадкой проверяли методом отрыва пленки от контактной площадки тест-платы на отрывной машине МР-05.
К четырем контактным площадкам тест-платы с размерами 2×2 мм при помощи паяльной пасты припаивали четыре латунных стержня с головками, диаметр которых около 2 мм. Затем припаянные стержни отрывали на отрывной машине. По усилию отрыва определяли прочность сцепления припойной пасты после оплавления с контактной площадкой.
Прочность сцепления слоя паяльной пасты после оплавления с контактными площадками, выполненными по толстопленочной технологии составило не ниже 50 кг/см2, по тонкопленочной - не ниже 25 кг/см2. В большинстве случаев прочность паяного соединения превышала силу сцепления контактной площадки с подложкой.
Для проверки на коррозионную активность паяльная паста наносилась на платы ГИС с медными и золочеными контактными площадками и затем проверялась на коррозионную активность по ГОСТ 20.57.406-81, метод 207-2. В камеру влаги: температура (40±2)°С, время 21 день, влажность (93±3)%, без отмывки продуктов флюсования помещался образец паяльной пасты, которую получали простым смешиванием компонентов полиэфирной смолы, бетулина и порошка припоя при комнатной температуре. Различное соотношение компонентов приведено в примерах 1-4 в таблице 2.
Оценка полученных результатов по ГОСТ 2.7597-88 показала, что разработанные композиции припойных паст некоррозионно-активны.
Величина удельного объемного сопротивления органической части, оставшейся после пайки, измеренного по ОСТ4. ГО.029.204, составляет ρV=17,75×1010 Ом·см.
Введение в состав полиэфирной смолы бетулина позволило получить органическое связующее для припойных паст с повышенной термостойкостью, флюсующей активностью (табл.3) и отсутствием коррозионной активности по сравнению с известными.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| Припойная паста | 2016 |
|
RU2623571C1 |
| Припойная паста | 2016 |
|
RU2623554C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| ПАЯЛЬНАЯ ПАСТА | 2015 |
|
RU2591920C1 |
| ПАСТА ДЛЯ ПАЙКИ И ЛУЖЕНИЯ | 1987 |
|
SU1743101A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463143C2 |
| ПАСТА ДЛЯ ПАЙКИ И ЛУЖЕНИЯ | 1987 |
|
SU1743100A1 |
Изобретение относится к низкотемпературным припойным пастам и может быть использовано при монтаже узлов и деталей радиоэлектронной аппаратуры, например в производстве тонкопленочных и толстопленочных гибридных интегральных микросхем. Паяльная паста содержит компоненты в следующем соотношении, мас.%: полиэфирная смола 14-17, бетулин 1-4, порошок припоя 79-85. Исключение стадии очистки после пайки сокращает количество используемого материала, стоимость операций и упрощает технологический процесс. Отпадает необходимость в сборке после пайки в случаях, когда компоненты несовместимы с процессом очистки и припаиваются вручную. Композиция обеспечивает высокую термостойкость при снижении коррозионной активности. 3 табл., 1 ил.
Паяльная паста, содержащая полиэфирную смолу, флюс и порошок припоя, отличающаяся тем, что в качестве флюса используется бетулин при следующем соотношении компонентов, мас.%:
| Паяльная паста для пайки и лужения | 1984 |
|
SU1214372A1 |
| Паста для пайки и лужения электрорадиоэлементов | 1989 |
|
SU1669676A1 |
| ПАСТА ДЛЯ ПАЙКИ И ЛУЖЕНИЯ | 1987 |
|
SU1743101A1 |
| SU 1769733 A1, 15.10.1992 | |||
| JP 58013491 A, 25.01.1983. | |||

