Изобретение относится к области машиностроения, преимущественно к холодной и горячей механической обработке металлов, в частности к методам увеличения износостойкости режущего инструмента.
Известен способ обработки стальных заготовок режущим инструментом, изготовленным из твердых сплавов на основе монокарбида вольфрама с кобальтовой связкой и подвергнутым облучению протонами высоких энергий.
Наиболее близким к заявляемому способу является способ обработки стальных заготовок режущим твердосплавным инструментом на основе монокарбида вольфрама с кобальтовой связкой, в который с целью увеличения износостойкости вводят карбиды титана, тантала и ниобия.
Недостатки известных способов: необходимость использования уникального дорогостоящего оборудования ускорителя заряженных частиц высоких энергий (циклотрона), остаточная радиоактивность обработанных изделий, большая длительность процесса облучения порядка нескольких часов; малая величина износостойкости, недостаточная эффективность способа, обусловленная отсутствием критерия, связывающего ее с составами обрабатываемого материала (стали) и инструмента.
Цель изобретения повышение износостойкости режущего инструмента, предупреждение возникновения остаточной радиоактивности, повышение эффективности способа за счет установления зависимости, связывающей ее с составами режущего инструмента и обрабатываемой инструментом стали.
Поставленная цель достигается тем, что обработке подвергают сталь, содержащую, мас. хром не менее 12, марганец не менее 1,05, кобальт не менее 14, никель не менее 5. Используют инструмент, изготовленный из твердого сплава с суммарным содержанием кобальта, карбида титана, карбида тантала и карбида ниобия не менее 15 мас. Инструмент предварительно подвергают воздействию доз α- или γ-излучения в интервалах 4,0˙ 1012 1,9 ˙ 1013 см-2, 8,6˙ 107 1,3˙ 108 рентген соответственно.
Положительный эффект изобретения проявляется в том, что появляется возможность: увеличения износостойкости режущего инструмента в несколько раз; использования простого оборудования, например природных источников α -излучения, в частности Pu238, с энергией α -частиц ≈ 5 МэВ, и γ -излучения, в частности Со60, Cs137, с энергиями γ-квантов ≈ 0,5-1,2 МэВ, не вызывающими наведения остаточной радиоактивности в твердосплавном материале.
Режущие пластины, изготовленные из твердых сплавов марок МС 111, МС 146, Т 5К10 и Т15К6, увеличивают свою износостойкость и срок службы от 30% до 5-7 раз после воздействия ионизирующей радиации: протонов и α-частиц высоких энергий и γ-излучения. Положительный эффект не зависит от рода ионизирующей радиации, что позволяет использовать радиационно безопасные (α γ) и экономически выгодные (природные источники) ее виды. Нами экспериментально и теоретически показано, что во всех случаях механизм увеличения износостойкости один и тот же ионизационный, и найдены pежимы, обеспечивающие максимум работоспособности режущих пластин. Для α--излучения это дозы Φα11,4˙ 1013 см-2 и Φα2 (2-4) ˙ 1014 см-2. Для γ-излучения это дозы Dγ1 ≈104 -105 рентген и Dγ2 8,6 ˙ 107 1,3 ˙ 108 рентген. Эти режимы неразрывно связаны с энергией (6,3 МэВ) и потоком (4 ˙ 1014 см-2) протонов в аналоге и обусловлены равенством поглощенной энергии и количества частиц, падающих на 1 см2 поверхности твердого сплава для всех трех видов ионизирующей радиации.
Положительный зффект радиационного воздействия определяется как состав твердого сплава, из которого изготовлен режущий инструмент, так и составом обрабатываемого материала, причем между ними существует закономерная связь. Чем сильнее легирован обрабатываемый материал (например, сталь) различными элементами (например Cr, Mn, Ni, Mo, Co и др.), тем меньшие концентрации кобальта и карбидов титана, тантала и ниобия может содержать твердый сплав. Существенно, что указанная закономерность справедлива лишь в том случае, если дозы радиации отвечают энергетическому максимуму времени работоспособности облученного инструмента (доза протонов Φp ≈ 4 ˙ 1014 см-2, доза α-частиц Φα ≈ 1,4 ˙1013 см-2, доза γ -квантов Dγ ≈ 8,6 ˙ 107 1,3 ˙ 108 рентген. Примеры, представленные ниже, посвящены исключительно одному виду материалов сталям, в связи с их чрезвычайной важностью для практики.
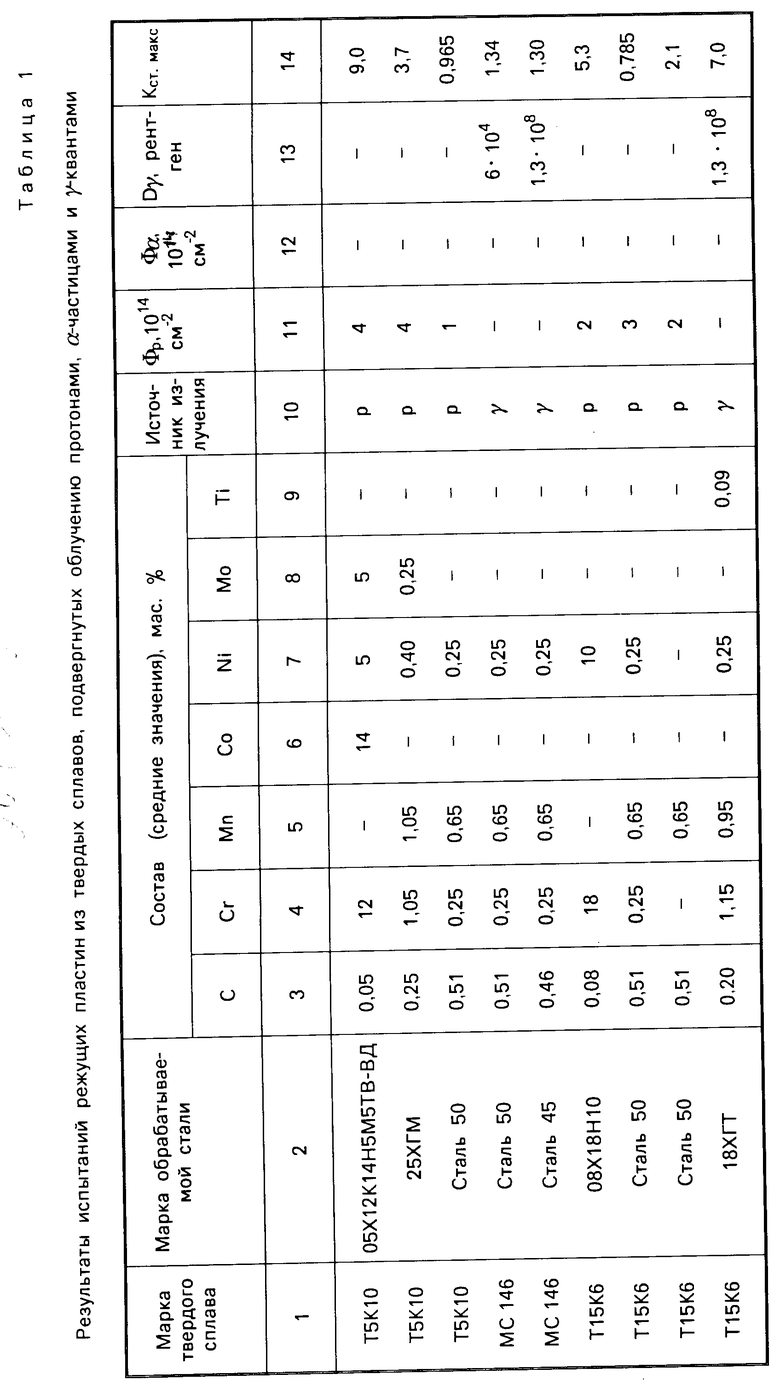
П р и м е р 1. В способе-аналоге в МГТУ им. Н.Э.Баумана режущими пластинами из твердого сплава марки Т15К10 обрабатывались заготовки из стали 05Х12К14Н5-М5ТВ-ВД, относящейся к коррозионно-стойким, жаропрочным, низкоуглеродистым сложнолегированным мартенситно-стареющим сталям (IV группа обрабатываемости). Состав стали и результаты испытаний представлены в 1-й строке табл.1. Максимальное значение коэффициента от стойкости (Кст)Кст.макс. 9,0.
П р и м е р 2. На заводе МосАвтоЗИЛ проведены две серии испытаний на срок службы режущих пластин из твердого сплава марки Т5К10. Пластины были облучены протонами с начальной энергией Ео 6,3 МэВ и дозами от 1 ˙ 1014 см-2 до 4 ˙ 1014 см-2. В первой серии испытаний обрабатывались заготовки из стали 25ХГМ. Обработка проводилась на токарном гидрокопировальном полуавтомате модели 1722. Скорость резания V составляла 120 м/мин, подача s 0,15 мм/об. глубина резания t 2,0 мм. Состав стали, условия облучения и результаты испытаний представлены во 2-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 3,7.
Во второй серии опытов обрабатывались заготовки из стали 50. При тех же значениях скорости и глубины резания величина подачи была увеличена и равнялась 0,86 мм/об. Состав стали, условия облучения и результаты испытаний представлены в 3-ей строке табл.1.
Максимальное значение коэффициента стойкости Кст.макс. 0,97.
П р и м е р 3. На Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 146, близкого по составу и области применения к твердому сплаву марки Т5К10. Пластины были подвергнуты воздействию γ-излучения от природного источника Сs137 с энергией ≈ 0,5 МэВ. Дозы варьировались в интервале 6 ˙ 102 8,6 ˙ 107 рентген. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1М63. Скорость резания V составляла 140 м/мин, подача s 0,20 мм/об. глубина резания t 1,0 мм. Состав стали, условия облучения и результаты испытаний представлены в 4-й строке табл.1. Максимальное значение коэффициента стойкости достигалось при дозе 6 ˙ 104 рентген и равнялось Кст.макс. 1,34. Однако при дозе 8,64 ˙ 107 рентген Кст 0,945 Кст.макс.
П р и м е р 4. На заводе "Фрезер" проведены испытания на износостойкость фрез, изготовленных из твердого сплава марки МС 146, близкого по составу, и области применения к твердому сплаву марки Т5К10. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозой 1,3 ˙ 108 рентген. Пластины в количестве 8 шт. установленные в корпусе универсальной фрезы 125 мм, испытывались на вертикально-фрезерном станке модели 6Т13Ф20. Обрабатываемый материал сталь 45. Число оборотов шпинделя n 300 об/мин, скорость резания V 117,8 м/мин, подача минутная S 250 мм/мин, подача на зуб s 0,104 мм/зуб. глубина фрезерования t 3 мм, ширина фрезерования b 80 мм, длина прохода l 300 мм. Нормативный средний износ по задней поверхности 1 мм. Испытания проведены на четырех режущих кромках облученных пластин и двух режущих кромках контрольных пластин. Результаты испытаний: причиной прекращения испытаний обоих партий пластин явилось достижение нормативного износа режущих кромок по задней поверхности, сколов или выкрошиваний режущих кромок не наблюдалось; средняя стойкость облученных пластин на 30% выше средней стойкости контрольных пластин. Состав стали, условия облучения и результаты испытаний представлены в 5-й строке табл.1. Среднее значение коэффициента стойкости Кст 1,30.
П р и м е р 5. На головном предприятии Объединения МЭЛЗ проведены испытания на срок службы режущих пластин из твердого сплава марки Т15К6, подвергнутых облучению потоком протонов с начальной энергией Е 6,3 МэВ. Материал заготовок сталь 08Х18Н10. Состав стали, условия облучения и результаты испытаний представлены в 6-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 5,3.
П р и м е р 6. На заводе МосАвтоЗИЛ проведены испытания на срок службы режущих пластин из твердого сплава марки Т15К6. Условия облучения и испытаний были теми же, что и во второй серии испытаний примера 2. Результаты испытаний представлены в 7-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс0,785 и достигалось при значении потока протонов Φp 3 ˙ 1014 см-2.
П р и м е р 7. На Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава на циклотроне НИИЯФ МГУ. Энергия протонов Ео6,4 МэВ, поток Φp варьировался в интервале от 1 ˙ 1014 см-2 до 8 ˙ 1014 см-2. Условия испытаний были теми же, что и в примере 3, но скорость резания V 210 м/мин. Состав стали, условия и результаты испытаний представлены в 8-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 2,1 и достигалось при значении потока протонов Φp 2 ˙ 1014 см-2.
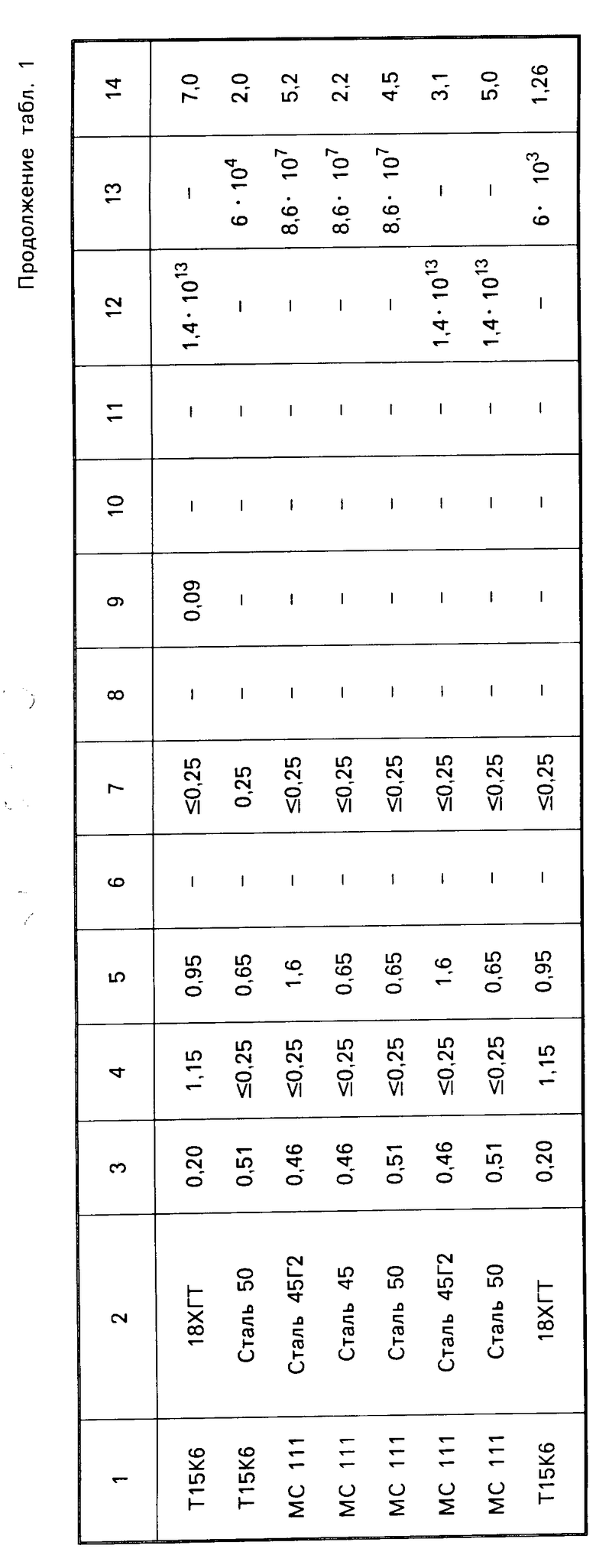
П р и м е р 8. В Люберецком производственном объединении "Завод им; Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозами от 4,3 ˙ 107 до 1,3 ˙ 108 рентген. Испытания проведены при трех видах механической обработки заготовок: черновой, токарной и чистовой. Во всех случаях испытывалось по одной контрольной и одной облученной режущим пластинам. Черновая обработка заготовок из стали 18ХГТ проводилась на восьмишпиндельном вертикальном полуавтоматическом станке модели 1К282. В шести операциях скорость резания V изменялась от 68 до 140 м/мин, ( 93 м/мин), подача s от 0,17 до 0,34 мм/об. (
93 м/мин), подача s от 0,17 до 0,34 мм/об. ( 0,24 мм), число оборотов шпинделя n от 119 до 248 об/мин (
0,24 мм), число оборотов шпинделя n от 119 до 248 об/мин ( 173 об/мин), диаметр обрабатываемых заготовок D от 72 до 178 мм (
173 об/мин), диаметр обрабатываемых заготовок D от 72 до 178 мм ( 96 мм). Чистовая и токарная обработки проводились на станке модели 1Н713. В трех операциях V изменялась от 62 до 102 м/мин. (
96 мм). Чистовая и токарная обработки проводились на станке модели 1Н713. В трех операциях V изменялась от 62 до 102 м/мин. ( 89 м/мин), подача s от 0,1 до 0,2 мм/об. (
89 м/мин), подача s от 0,1 до 0,2 мм/об. ( 0,15 мм/об.), глубина резания t от 0,6 до 1,0 мм (
0,15 мм/об.), глубина резания t от 0,6 до 1,0 мм ( 0,9 мм), число оборотов шпинделя n от 180 до 250 об/мин (
0,9 мм), число оборотов шпинделя n от 180 до 250 об/мин ( 203 об/мин). Состав стали и результаты испытаний представлены в 9-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс7,0 достигалось при черновой обработке и дозе 1,3 ˙ 108 рентген.
203 об/мин). Состав стали и результаты испытаний представлены в 9-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс7,0 достигалось при черновой обработке и дозе 1,3 ˙ 108 рентген.
П р и м е р 9. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты воздействию α-излучения от природного источника Pu238 с энергией ≈ 5 МэВ и дозами Φ1α 1,4 ˙ 1013 см-2, Φ2α 2,8 ˙ 1013 см-2 и Φ3α5,6 ˙ 1013см-2. Условия испытаний были теми же, что и в примере 8. Результаты испытаний представлены в 10-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс. 7,0 достигалось при чистовой обработке и дозе Φ1α 1,4˙ 1013 см-2.
П р и м е р 10. На Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты воздействию γ-излучения от природного источника Сs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до ≈ 1,0 ˙ 108 рентген. Условия испытаний были теми же, что и в примере 7. Результаты испытаний представлены в 11-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс. 2,0 и достигалось при дозе 6 ˙ 104 рентген.
П р и м е р 11. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозами от ≈ 8,6 ˙ 107 рентген до ≈ 2,2 ˙ 108 рентген. Обрабатываемая деталь КРНО3604, материал заготовок сталь 45Г2 (первая серия опытов) и сталь 45 (вторая серия опытов). Обработка проводилась на гидрокопировальном полуавтоматическом станке модели 473-4. Число оборотов шпинделя n 400 об/мин, скорость резания V= 70 м/мин, подача s 0,53 мм/об. глубина резания t 2,5 мм. Результаты испытаний приведены в 12-й и 13-й строках табл.1. Максимальное значение коэффициента стойкости зависели от состава обрабатываемого материала: Кст.макс 5,2 (сталь 45Г2) и Кст.макс 2,2 (сталь 45) и достигались при дозах ≈ 8,6 ˙ 107 рентген.
П р и м е р 12. На Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Сs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до ≈ 1,0 ˙ 108 рентген. Испытания проводились на станке модели 1 М63 при тех же значениях скорости резания V1 190 м/мин, V2 215 м/мин и V3 220 м/мин. Значения подачи и глубины резания и обрабатываемый материал были теми же, что и в примерах 7 и 10. Результаты испытаний представлены в 14-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 4,5 и достигалось при дозе ≈ 8,6 ˙107 рентген.
П р и м е р 13. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию α-излучения от природного источника Pu238 с энергией ≈ 5 МэВ и дозами от 1,4 ˙ 1013 см-2 до 1,1 ˙1014 см-2. Испытания проводились при тех же условиях, что и в примере 11 (обрабатываемый материал сталь 45Г2). Результаты испытаний представлены в 15-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 3,1 и достигалось при дозе Φ1α 1,4˙ 1013 см-2.
П р и м е р 14. На Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию α-излучения от природного источника Pu238 с энергией ≈ 5 МэВ и дозами от 9,75 ˙ 109 см-2 до 1,4 ˙ 1013 см-2. Условия испытаний были теми же, что и в примере 12. Результаты испытаний представлены в 16-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс 5,0 и достигалось при дозе Φ1α1,4˙ 1013см-2.
П р и м е р 15. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты воздействию γ-излучения от природного источника Сs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до 7,2˙ 105 рентген. Испытания проводились при тех же условиях, что и в примере 8 (черновая обработка). Результаты испытаний представлены в 17-й строке табл.1. Максимальное значение коэффициента стойкости Кст.макс. 1,26 и достигалось при дозе 6˙ 103 рентген.
Во всех испытаниях коэффициент стойкости определяется сравнением с базисными пластинами той же марки.
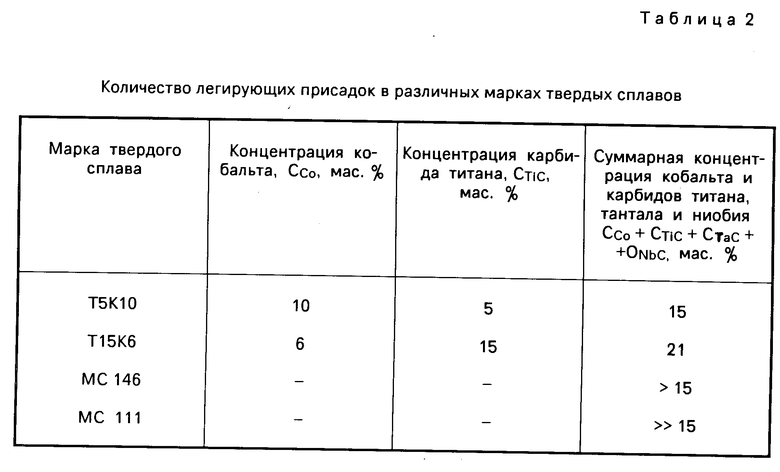
Анализ результатов, представленных в примерах 1-14 и подытоженных в табл.1, показывает, что как в лабораторных, так и в заводских испытаниях проявляется общая закономерность: максимальное значение коэффициента стойкости режущих пластин, подвергнутых воздействию ионизирующей радиации, намного больше единицы, если ими обрабатываются легированные стали. Величина коэффициента стойкости закономерно убывает по мере уменьшения содержания в стали различных легирующих присадок. Иначе говоря, эффект проявляется в полной мере в случае легированных сталей и в значительно меньшей степени (только в случае МС 111) в случае углеродистых сталей. Этот эффект весьма четко проявляется на режущих пластинах из твердых сплавов марок Т5К10, МС 146 и Т15К6 и менее заметен на пластинах из сплава МС 111, т.е. он зависит от состава твердого сплава (см.таб.2). Если в твердых сплавах суммарное содержание Со, TiC, TaC и NbC не менее 15 мас. то режущими пластинами, изготовленными из них и подвергнутыми воздействию ионизирующей радиации, можно с успехом обрабатывать легированные и сложнолегированные стали. Эффект увеличения износостойкости объясняется легированием режущей кромки вследствие радиационно-стимулированной диффузии при высокой температуре кромки в процессе резания. В то же время такими пластинами можно обрабатывать и углеродистые стали, но большого выигрыша от введения еще одной операции в производственный цикл ожидать не следует. Если же в твердых сплавах суммарное содержание Со, TiC, TaC и NbC значительно превосходит 15 мас. то режущими пластинами, изготовленными из них и подвергнутыми воздействию ионизирующей радиации, можно с успехом обрабатывать любые сорта стали, в том числе и углеродистые. Легирование режущей кромки инструмента из обрабатываемой стали в процессе резания играет меньшую роль.
Результаты, представленные в табл.1 и 2, показывают, что высокие значения коэффициента стойкости достигаются в тех случаях, когда механической обработке подвергают сталь, содержащую, мас. Cr не менее 12; Mn не менее 1,05; Со не менее 14; Ni не менее 5; Мо не менее 5. Суммарное содержание кобальта и карбидов титана, тантала и ниобия в твердом сплаве составляет не менее 15 мас. Предварительное облучение α-частицами высоких энергий или γ-квантами проведено в интервалах доз, отвечающих энергетическому максимуму времени работоспособности, что соответствует дозам α-частиц 4,0 ˙ 1012 -1,9 ˙ 1013 см-2 и дозам γ-квантов 8,7 107- 1,3 ˙ 108 рентген. Приведенный интервал доз для случая облучения α-частицами найден нами из графиков дозовых зависимостей tp/tрмакс и Ng/Ngмакс на уровне 0,85 от максимальных значений величин: tр времени работоспособности режущего инструмента, подвергнутого воздействию ионизирующей радиации, Ng количества обработанных им деталей. Интервал доз γ-излучения найден нами из того же критерия с учетом "резонансного" характера дозовой зависимости Ng/Ngмакс. Приводится лишь один пример (пример 15), подтверждающий, что квантовый максимум tр для γ-излучения (Dγ 6 ˙ 103 6˙ 104 рентген) не в состоянии обеспечить в случае легированных сталей значений Кст 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2083330C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2067919C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2066596C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2047666C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 1993 |
|
RU2047667C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2096519C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА | 1993 |
|
RU2057619C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДОВ ВОЛЬФРАМА | 1993 |
|
RU2056974C1 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА И НИТРИДА ТИТАНА | 2002 |
|
RU2225459C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1998 |
|
RU2131331C1 |
Использование: для холодной и горячей механической обработки металлов, в частности для увеличения износотойкости режущего инструмента. Цель повышение износостойкости режущего инструмента, предупреждение возникновения остаточной радиоактивности, повышение эффективности способа за счет установления зависимости, связывающей ее с составами режущего инструмента и обрабатываемой инструментом стали. Сущность: предварительно обрабатываемую сталь металлургически легируют порознь или совместно хромом, марганцем, кобальтом, никелем и молибденом до концентраций, мас. хром не менее 12; марганец не менее 1,05; кобальт не менее 14, никель не менее 5, молибден не менее 6, в твердый сплав вводят кобальт, карбид титана, карбид тантала, и карбид ниобия так, что их суммарная концентрация составляет не менее 15 мас. Изготовленный из сплава инструмент подвергают воздействию доз α или g излучения в интервалах 4,0·1012-1,9·1013 см-2 8,6·107-1,3·108 рентген. 2 табл.
СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК, включающий механическую обработку заготовок режущим инструментом из твердых сплавов на основе монокарбида вольфрама с кобальтовой связкой и добавками карбидов титана, тантала и ниобия, отличающийся тем, что обработке подвергают сталь содержащую (мас.) хрома не менее 12, марганца не менее 1,05, кобальта не менее 14, никеля не менее 5, молибдена не менее 5, и используют инструмент, изготовленный из твердого сплава с суммарным содержанием кобальта, карбида титана, карбида тантала и карбида ниобия не менее 15 мас. причем инструмент предварительно подвергают воздействию доз α- или γ излучения в интервалах 4,0·1012 - 1,9·1013 см-3, 8,6·107 1,3·108 рентген соответственно.
| Третьяков В.И | |||
| Основы металловедения и технологии производства спеченных твердых сплавов | |||
| М.: Металлургия, 1976, с | |||
| Бензиновая зажигалка | 1923 |
|
SU491A1 |
