Изобретение относится к машиностроению, преимущественно к холодной и горячей механической обработке металлов, в частности, к методам увеличения износостойкости режущего инструмента.
Известен способ [1] увеличения износостойкости твердосплавного режущего инструмента на основе монокарбида вольфрама путем нанесения износостойкости покрытия, состоящего, например, из карбидов или нитридов титана. Способ позволяет увеличить износостойкость режущего инструмента в несколько раз.
Известен также способ увеличения износостойкости твердосплавного режущего инструмента на основе монокарбида вольфрама путем имплантации ионов азота или гелия из импульсного источника [2]
Наиболее близким к предлагаемому способу является способ обработки твердосплавного режущего инструмента на основе монокарбида вольфрама (твердый сплав Т5К10) путем воздействия одним из видов ионизирующей радиации пучком протонов высоких энергий (энергия протонов Eо 6,3 МэВ, поток Ф 4 ˙ 1014 см-2 [3]
Недостатками известных способов являются:
малая толщина покрытия, составляющая ≈ 10о 101 мкм и ухудшение адгезии между материалом твердого сплава и покрытием при увеличении толщины последнего;
необходимость использования уникального дорогостоящего оборудования импульсного ускорителя ионов;
необходимость использования уникального дорогостоящего оборудования ускорителя заряженных частиц высоких энергий (циклотрона), остаточная радиоактивность обработанных изделий, большая длительность процесса облучения порядка нескольких часов.
Целью настоящего изобретения является предупреждение возникновения остаточной радиоактивности, повышение экономичности и эффективности способа и установление зависимостей между параметром режима обработки дозой облучения, максимумами времени работо- способности tр обработанного изделия и составом твердого сплава.
Поставленная цель достигается тем, что в сплав вводят карбид титана с концентрацией не менее 15 массовых процентов, а воздействие ведут гамма-излучением,дозы которого, обеспечивающие максимальные значения tp, выбирают из условий:
ССо ≅ 6 массовых процентов Dγ= 6 ˙ 102- -6 ˙ 104 рентген,
ССо≥ 9,5 массовых процентов Dγ1 6 ˙ 102-6 ˙ 104 рентген,
Dγ2 8,0 ˙ 106-1,5 ˙ 108 рентген, где ССо концентрация кобальта в твердом сплаве.
Положительный эффект настоящего изобретения проявляется:
в том, что "износостойкое покрытие" обладает идеальной адгезией, так как является частью матрицы изделия из твердосплавного материала, а его толщина определяется энергией γ-излучения и может составлять до ≈ 10-1-10о см;
в том, что появляется возможность использования простого оборудования, например, природных источников γ-излучения: в частности, Со60, Сs137 с энергиями γ-квантов (0,5-1,2 МэВ), не вызывающими наведения остаточной радиоактивности в твердосплавном материале;
в том, что появляется возможность существенно уменьшить время воздействия, снизив его до 6,0-6 ˙ 102 с.
Экспериментально установлено, что режущие пластины, изготовленные из твердых сплавов марок МС 111, МС 146, МС 321 и Т15К6, увеличивают свою износостойкость и срок службы от 30% до 5-7 раз после воздействия γ-излучения с энергией≈ 0,5 МэВ и дозами от 6 ˙ 102 до 2,05 ˙ 108 рентген, причем максимум времени работоспособности достигался дважды: в интервале доз 6 ˙ 103-6 ˙ 104 рентген и в интервале доз ≈ 8 ˙ 107-1,0 ˙ 108 рентген.
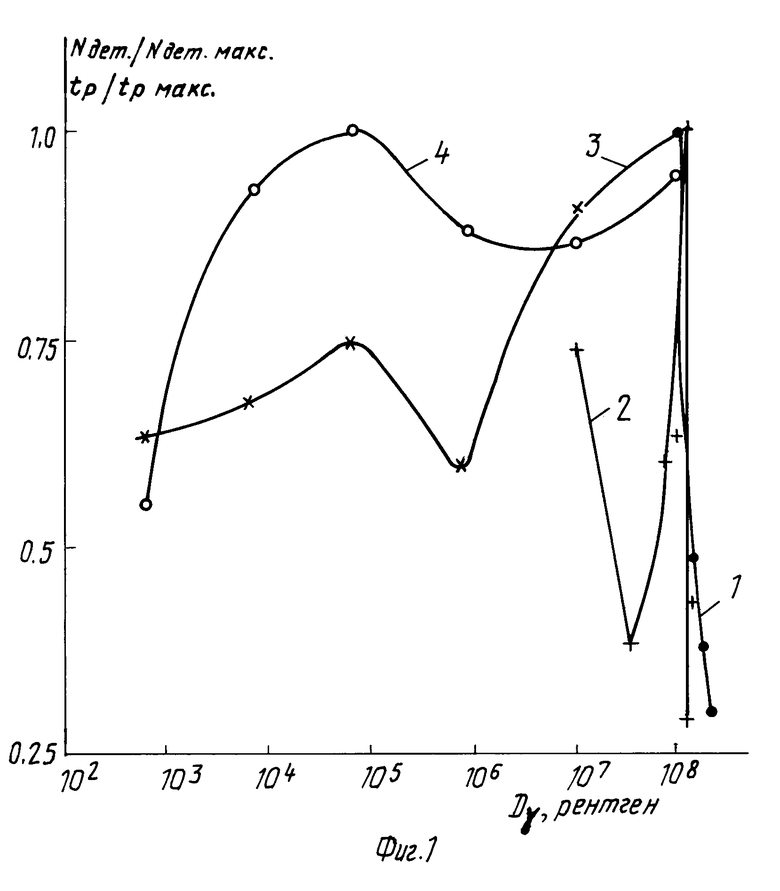
На фиг.1 изображены дозовые зависимости времени работоспособности срока службы режущих пластин из твердых сплавов МС 111 и МС 146, облученных γ-квантами, где 1,2 МС 111, срок службы, 3 МС 111, время работоспособности, 4 МС 146 время работоспособности.
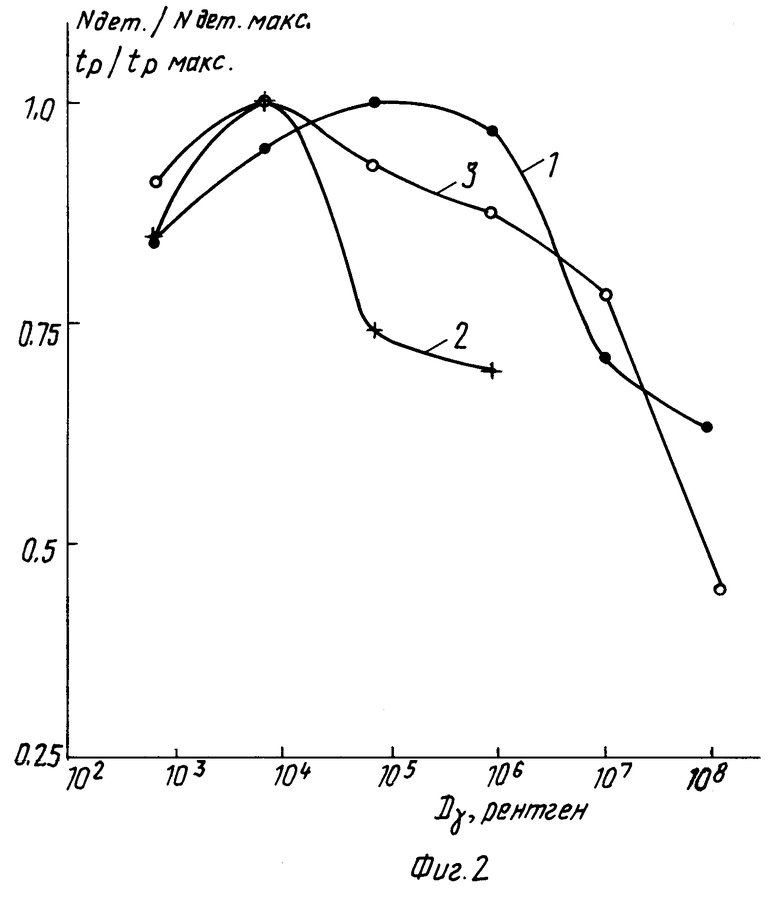
Фиг. 2 дозовые зависимости времени работоспособности и срока службы режущих пластин из твердых сплавов МС 321 и Т15К6, облученных γ-квантами, где 1- Т15К6, время работоспособности, 2 Т15К6, срок службы, 3 МС 321, время работоспособности.
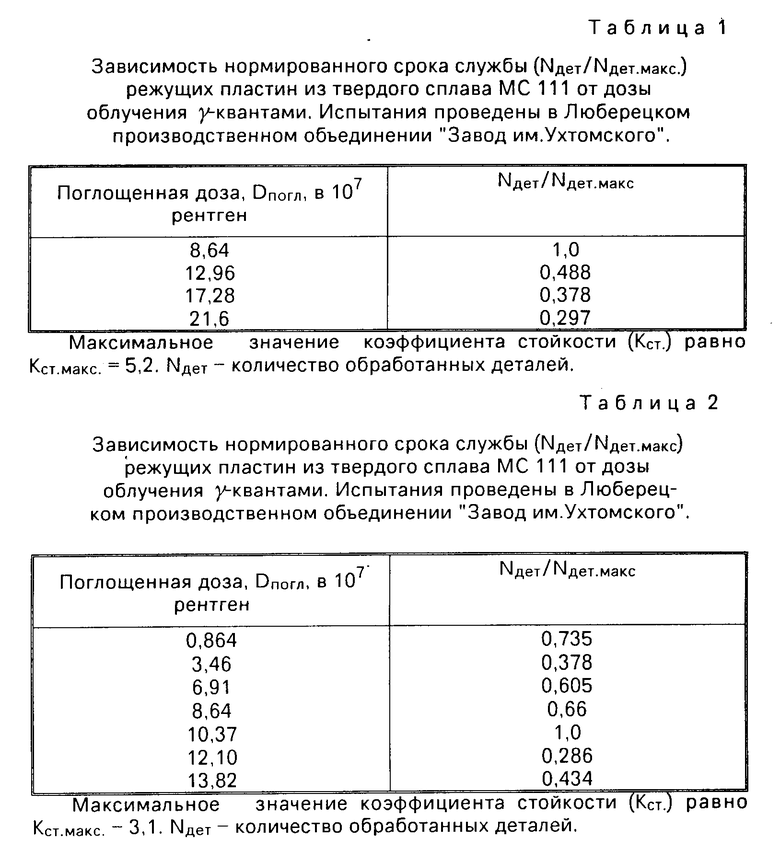
П р и м е р 1. В Люберецком производственном объединении "Завод им.Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ. В первой серии опытов дозы варьировались в интервале ≈ 1,0 ˙ 108- 2,5 ˙ 108 рентген, а во второй в интервале ≈ 1 ˙ 107-1,4 ˙ 108 рентген. Обрабатываемая деталь КРНО3604, материал заготовок сталь 45Г2. Обработка проводилась в цехе N 21 н гидрокопировальном полуавтоматическом станке модели 473-4. Число оборотов шпинделя n 400 об/мин, скорость резания V 70 м/мин, подача S 0,53 мм/об. глубина резания t 2,5 мм. Зависимости нормированного срока службы (Nдет/Nдет,макс) от дозы облучения представлены в табл.1 и 2 и на фиг.2 (кривые 1 и 2). Максимуму обработанных деталей Nдет.макс. соответствуют дозы ≈ 8,6 ˙ 107 рентген (табл.1 и кривая 1 фиг.1) и ≈ 1,04 ˙ 108 рентген (табл.2 и кривая 2 фиг.1).
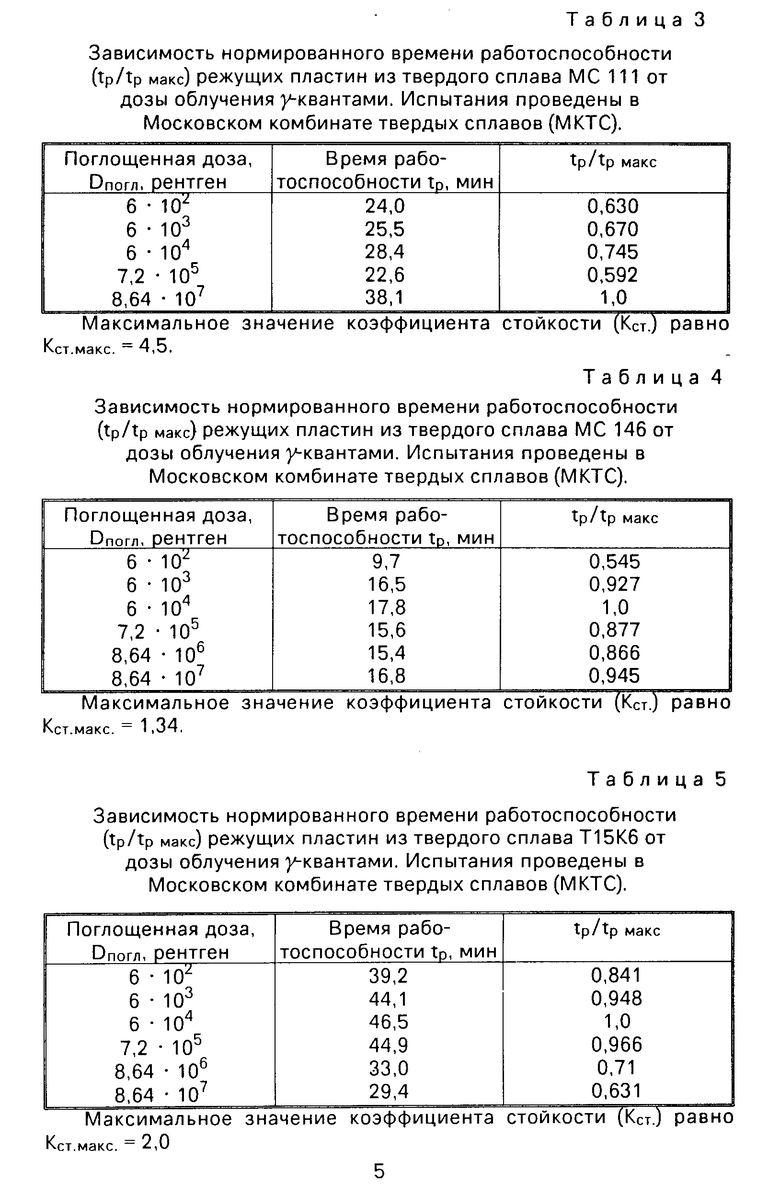
П р и м е р 2. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до ≈ 1,0 ˙ 108 рентген. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1М63. Скорость резания V составляла 180, 215 и 220 м/мин, подача S 0,20 мм/об. глубина резания t1,0 мм. Зависимость нормированного времени работоспособности (tp/tрмакс.) от дозы облучения представлена в табл.3 и на фиг. 1 (кривая 3). На кривой 3 наблюдаются два максимума: один соответствует дозе 6 ˙ 104 рентген, второй дозе ≈ 8,6 ˙ 107 рентген.
П р и м е р 3. В Московском комбинате твердых сплавов (МКГС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 146. Пластины были подвергнуты воздействию γ-излучения от природного источника -Сs147 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до 1,0 ˙ 108 рентген. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1 М63. Скорость резания V составляла 140 м/мин, подача S 0,20 мм/об. глубина резания t 1,0 мм. Зависимость нормированного времени работоспособности от дозы облучения гамма-квантами представлена в табл.4 и на фиг.1 (кривая 4). На кривой 4 наблюдается два максимума: один, соответствующий дозе 6 ˙ 104 рентген, а другой дозе ≈ 8,6 ˙ 107 рентген.
П р и м е р 4. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до ≈ 1,0 ˙ 108 рентген. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1 М63. Скорость резания V составляла 210 м/мин, подача S 0,20 мм/об. глубина резания t 1,0 мм. Зависимость нормированного времени работоспособности от дозы облучения гамма-квантами представлена в табл.5 и на фиг.2 (кривая 1). На кривой 1 наблюдается один максимум, соответствующий дозе 6 ˙ 104 рентген.
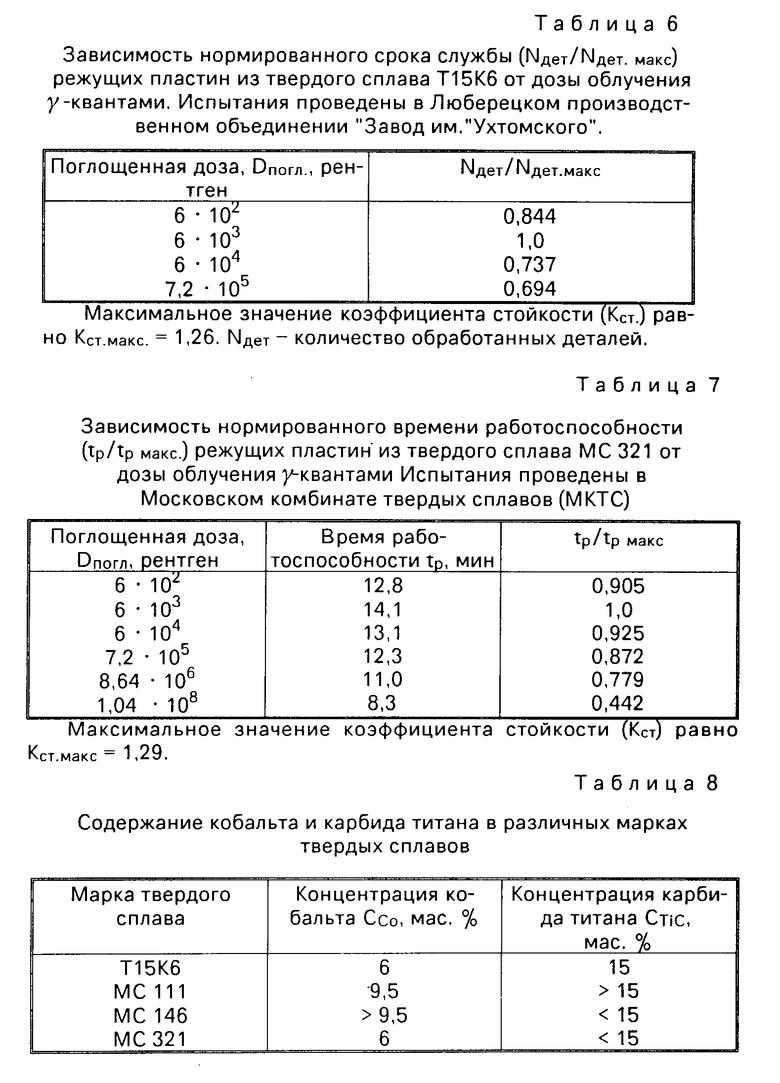
П р и м е р 5. В Люберецком производственном объединении "Завод им.Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава Т15К6. Пластины были подвергнуты воздействию γ-излучения от природного источника с энергией ≈ 0,5 МэВ в интервале доз 6 ˙ 102-7,2 ˙ 105 рентген. Обрабатываемый материал сталь 18ГТТ. Обработка проводилась в цехе N 18 на восьмишпиндельном вертикальном полуавтоматическом станке модели 1К282. Число оборотов шпинделя n 175 об/мин, скорость резания V 95 м/мин, подача S 0,25 мм/об. глубина резания t 1,5 мм. Зависимость нормированного срока службы от дозы облучения представлена в табл.6 и на фиг.2 (кривая 2). Максимуму Nдет соответствует доза 6 ˙ 103 рентген.
П р и м е р 6. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 321. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈ 0,5 МэВ и дозами от 6 ˙ 102 до 1,0 ˙ 108 рентген. Обрабатываемый материал чугун СЧ25. Обработка проводилась на станке модели 1М63. Скорость резания V cоставляла 140 м/мин, подача S 0,20 мм/об. глубина резания t 1,0 мм. Зависимость нормированного времени работоспособности от дозы облучения гамма-квантами представлена в табл.7 и на фиг.2 (кривая 3). На кривой 3 наблюдается один максимум, соответствующий дозе 6 ˙ 103 рентген.
Анализ результатов, представленных в примерах 1-6, показывает, что на зависимостях tp f(Dγ) наблюдается либо один максимум (Т15К6, МС 321), либо два максимума (МС 111, МС 146). Количество максимумов tp явно связано с содержанием кобальта (Со) в твердых сплавах: один максимум наблюдается в режущих пластинах с меньшим содержанием кобальта и, соответственно с меньшей прочностью (6 мас. Т15К6, МС 321), а два с содержанием кобальта 9,5 и более, мас. (МС 111, МС 146) и, соответственно, с большей прочностью. Естественно, напрашивается заключение, что в сплавах с содержанием кобальта, меньшими 6 мас. также будет наблюдаться лишь один максимум tp. Кроме того, значения Kст.макс. ≥ 2,0 наблюдаются, если содержание карбида титана в сплаве составляет не менее 15 мас. (см.табл.8). Поскольку состав сплавов МС 111, МС 146, МС 321 является коммерческой тайной МКТС, в та бл.8 приведены неполные данные.
Время работоспособности tp определялось как время, необходимое для износа задней режущей кромки на 0,5 мм (см.табл.3-5, 7).
В связи с тем (табл.3-5, 7, кривые 3 и 7 фиг.1 и кривые 1 и 3 фиг.2), что максимумы tp весьма размыты, интервал доз, где имеет место наибольший эффект при облучении γ-квантами, целесообразно выбрать равным 6 ˙ 102-6 ˙ 104 рентген для первого максимума и 8,6 ˙ 106-1,5 ˙ 108 рентген для второго максимума.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2047666C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДОВ ВОЛЬФРАМА | 1993 |
|
RU2056974C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА | 1993 |
|
RU2057619C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2066596C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА | 1993 |
|
RU2082801C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2067919C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 1993 |
|
RU2043869C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2083330C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2096519C1 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА И НИТРИДА ТИТАНА | 2002 |
|
RU2225459C2 |
Использование: в машиностроении, в частности в способе обработки изделий из твердых сплавов на основе монокарбида вольфрама, преимущественно холодной и горячей обработкой. Сущность изобретения: для увеличения износостойкости режущего инструмента, предупреждения возникновения остаточной радиоактивности, повышения экономичности и эффективности способа и установления зависимости между параметром режима обработки дозой облучения и составом твердого сплава способ предусматривает введение в состав сплава карбида титана с концентрацией не менее 15 мас. Воздействие ведут гамма-излучением, дозы которого, обеспечивающие максимальные значения за время работоспособности обработанного изделия, выбирают из выражений, приведенных в формуле изобретения. 2 ил. 8 табл.
СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА с кобальтовой связкой и добавками карбида титана путем воздействия ионизирующей радиации, отличающийся тем, что в сплав вводят карбид титана с концентрацией не менее 15 мас. а воздействие ведут гамма-излучением, дозы которого, обеспечивающие максимальные значения тp, выбирают из условий:
CCO ≅ 6 мас. Dj 6 102 6 104 рентген,
CCO ≥ 9,5 мас. Dj1 6 102 6 104 рентген,
Dj2 8,0 106 1,5 108 рентген,
где тp время работоспособности обработанного изделия;
CCO концентрация кобальта в твердом сплаве.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станки и инструмент, 1990, N 99, с.18 - 20. | |||
