Изобретение относится к производству сборного железобетона, а именно к изготовлению пространственных арматурных каркасов, предназначенных для армирования железобетонных элементов.
Известен способ изготовления пространственного арматурного каркаса для изготовления стеновых панелей, заключающийся в соединении вязкой продольных плоских каркасов с поперечными стержнями [1]
Известен способ изготовления пространственного арматурного каркаса для стеновых панелей, заключающийся в соединении продольных плоских каркасов с рабочей арматурой, с поперечными стержнями при помощи точечной сварки с помощью сварочных клещей на специальных стендах [2]
Наиболее близким к предлагаемому является способ образования пространственного арматурного каркаса для железобетонных элементов, включающий установку продольных плоских каркасов с рабочей арматурой, поперечных стержней со стержневыми фиксаторами, введение последних между продольными каркасами и их соединение [3]
Основными недостатками этих способов являются трудоемкость его изготовления, наличие дополнительных площадей для сборки, дефицитного оборудования и ручного труда.
Техническая задача заключается в снижении трудоемкости изготовления каркаса за счет уменьшения доли ручного труда и многодельности и упрощении технологии изготовления за счет возможности собирать каркас в опалубочной форме без предварительной фиксации.
Поставленная задача решается таким образом, что в способе образования пространственного арматурного каркаса для железобетонных элементов, включающем установку продольных плоских каркасов с рабочей арматурой, поперечных стержней со стержневыми фиксаторами, введение последних между продольными каркасами и их соединение, соединение поперечных стержней с фиксаторами осуществляют путем сварки пары стержней с несколькими парами фиксаторов, расстояние между которыми составляет 2-2,5 диаметра рабочей арматуры каркаса, и с шагом, соответствующим расстоянию между продольными каркасами, после чего изгибают фиксаторы, а установку поперечных стержней осуществляют путем расположения фиксаторов вершинами внутрь пространственного каркаса.
Предлагаемый способ отличается от известного тем, что соединение плоских продольных каркасов с поперечными стержнями осуществляют без контактной точечной сварки при помощи гнутых стержневых фиксаторов, жестко связанных с поперечными стержнями в местах установки продольных каркасов, что обеспечивает упрощение сборки и снижение трудоемкости, поскольку позволяет одновременно с фиксаторами устанавливать армирующие стержни.
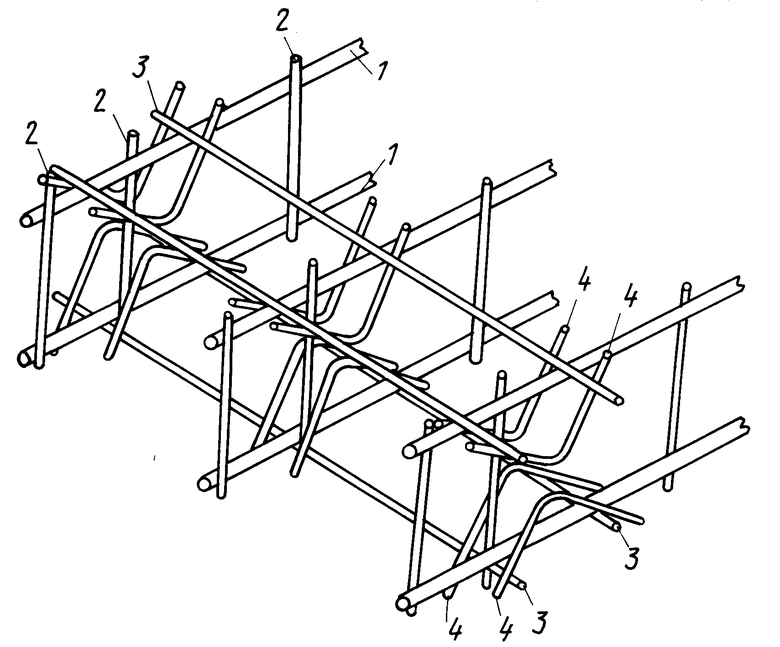
На чертеже изображен пространственный арматурный каркас.
Способ осуществляется следующим образом.
Изготавливают плоские продольные каркасы, состоящие из рабочих стержней 1 и поперечных стоек 2, и плоские сетки-заготовки, состоящие из двух поперечных стержней 3, соединенных между собой несколькими парами стержневых фиксаторов. Расстояние в каждой паре между стержневыми фиксаторами составляет 2-2,5 диаметра рабочих стержней плоских продольных каркасов, а шаг между парами стержневых фиксаторов равен расстоянию между продольными плоскими каркасами в пространственном арматурном каркасе конструкции. После этого плоские сетки заготовки изгибают по стержневым фиксаторам 4 вдоль поперечных стержней 3 так, что угол изгиба каждого стержневого фиксатора составляет 90о.
Затем полученные изогнутые поперечные каркасы-фиксаторы устанавливают в проектное положение на поддон опалубки таким образом, чтобы вершины гнутых стержневых фиксаторов были направлены вверх. В зазоры, образованные каждой парой стержневых фиксаторов, устанавливают плоские продольные каркасы, которые затем закрепляют сверху аналогичными изогнутыми поперечными каркасами-фиксаторами, устанавливаемыми вниз вершиной гнутых стержневых фиксаторов в тех же местах, что и нижние поперечные каркасы-фиксаторы.
Расстояние между стержнями в паре стержневых фиксаторов, соответствующее 2-2,5 диаметрам рабочей арматуры продольных каркасов, выбрано экспериментально; при расстоянии, превышающем 2,5 диаметра рабочей арматуры, надежность фиксации проектного положения арматуры снижается из-за роста степени свободы, а при уменьшении расстояния меньше 2-х диаметров рабочей арматуры увеличивается трудоемкость установки и поперечных каркасов-фиксаторов и продольных плоских каркасов.
Способ изготовления позволяет снизить трудоемкость сборки каркасов за счет исключения сварочных работ на месте сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОСТРАНСТВЕННЫЙ АРМАТУРНЫЙ КАРКАС ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2045636C1 |
| СТРОИТЕЛЬНАЯ МНОГОПУСТОТНАЯ ПАНЕЛЬ | 1996 |
|
RU2109892C1 |
| АРМАТУРНЫЙ КАРКАС ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1993 |
|
RU2033506C1 |
| Арматурный каркас для косвенного армирования | 1991 |
|
SU1787190A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| ЖЕЛЕЗОБЕТОННОЕ СТРОПИЛО | 1995 |
|
RU2083778C1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| СТРОИТЕЛЬНАЯ МНОГОПУСТОТНАЯ ПЛИТА | 1999 |
|
RU2161230C1 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 1996 |
|
RU2100540C1 |
| СБОРНЫЙ ЖЕЛЕЗОБЕТОННЫЙ ФУНДАМЕНТ | 1995 |
|
RU2081244C1 |
Изобретение относится к производству сборного железобетона, а именно к изготовлению пространственных арматурных элементов, предназначенных для армирования железобетонных элементов. Способ изготовления пространственного арматурного каркаса заключается в соединении плоских продольных каркасов с поперечными стержнями без контактной точечной сварки при помощи сдвоенных гнутых стержневых фиксаторов на расстоянии друг от друга в 2 2,5 диаметра рабочей арматуры, жестко связанных с поперечными стержнями в местах проектного расположения плоских каркасов, что обеспечивает снижение трудоемкости изготовления каркаса, исключение дефицитного оборудования и дополнительных площадей при его сборке 1 ил.
СПОСОБ ОБРАЗОВАНИЯ ПРОСТРАНСТВЕННОГО АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ, включающий установку продольных плоских каркасов с рабочей арматурой, поперечных стержней со стержневыми фиксаторами, введение последних между продольными каркасами и их соединение, отличающийся тем, что соединение поперечных стержней с фиксаторами осуществляют путем сварки пары стержней с несколькими парами фиксаторов, расстояние между которыми составляет 2 2,5 диаметра рабочей арматуры каркаса, и с шагом, соответствующим расстоянию между продольными каркасами, после чего изгибают фиксаторы, а установку поперечных стержней осуществляют путем расположения фиксаторов вершинами внутрь пространственного каркаса.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ образования простанственных арматурных каркасов | 1976 |
|
SU651105A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
