Изобретение относится к технологии пpоизводства РЭА и в частности к технологии автоматизации процессов изготовления жгутов из электрических проводов.
Известен способ изготовления жгутов из проводов и шаблон для осуществления способа [1] Способ предусматривает изготовление жгутов с использованием укладываемой и натягиваемой на поверхность шаблона ткани, подшивку жгута и отводов к этой ткани с помощью подшивочной швейной машины для потайного стежка с верхним расположением челнока, с последующей обрезкой ткани по контуру жгута и отводов.
Этот способ не обеспечивает качества жгута, так как жгута нет, а есть просто группа уложенных на поверхности ткани проводов. При пришивке этих проводов на натянутой ткани они не стягиваются в плотный жгут. А после вырезки этих проводов из ткани проводка оказываются практически не стянутыми в жгут, могут легко смещаться относительно друг друга, меняя конфигурацию жгута. Это снижает качество жгута, ограничивает возможности его использования. Обрезка ткани может повредить изоляцию жгута и его отводов, что также отражается на качестве жгута, ухудшая его.
Наиболее близким к изобретению является известная последовательность операций, предусматривающая раскладку проводов на основании шаблона вдоль паза с образованием отводов жгута при помощи устанавливаемых технологических штырей с последующей обвязкой жгута и отводов швейным механизмом, раскреплением и раздвижением технологических штырей и снятием жгута [2] Последовательность этих операций выполняется с использованием шаблона, содержащего основание с пазом и штыри с кронштейнами, прикрепленными к основанию шаблона.
Однако данный способ изготовления жгутов и конструкция шаблона для его реализации исключают возможность ведения автоматизированной раскладки и вязки жгутов с высокой плотностью расположения отводов на поверхности шаблона. Это обусловлено тем, что отводы жгута располагают рядом с кронштейнами крепления технологических штырей и около стоек крепления этих кронштейнов на поверхности шаблона. Пpи этом отвод жгута находится (на участке между технологическим штырем и краем паза) в зоне действия иглы швейного механизма. Таким образом, в момент обвязки отводов (с ростом плотности размещения отводов на основании шаблона) возрастает вероятность и, следовательно, число повреждений отводов иглой швейного механизма, что снижает качество жгута, ограничивает технологические возможности, делая невозможным техпроцесс изготовления жгутов с применением такого шаблона. Кроме того, необходимость выполнения указанной выше последовательности технологических операций с использованием шаблона (таких, например, как установка, закрепление технологических штырей, а после обвязки их раскрепление и раздвижение, особенно с учетом их большого количества) существенно увеличивает время изготовления, снижая производительность.
Цель изобретения повышение качества жгутов, расширение технологических возможностей и повышение производительности процесса изготовления жгутов.
Это достигается тем, что предлагается способ изготовления жгутов из проводов путем их укладки вдоль паза на основании шаблона с образованием отводов жгута при помощи технологических штырей с кронштейнами и последующей обвязкой отводов и жгута с применением швейного механизма, причем отводы жгута располагают над кронштейнами вдоль них с участками отводов в свободно подвешенном состоянии, после чего обвязывают жгут с отводами с помощью швейного механизма с возможностью свободного съема жгута с шаблона.
Для реализации этого способа в шаблоне, содержащем основание с пазом, соответствующим конфигурации жгута, и технологические штыри с кронштейнами, прикрепленными к основанию шаблона, технологические штыри жестко установлены совместно с кронштейнами и смещены относительно них вдоль паза, причем технологические штыри установлены перпендикулярно плоскости основания шаблона, кронштейны укреплены в стенках паза, а в верхней части кронштейнов выполнена выемка между боковой стенкой паза и технологическими штырями.
Сопоставительный анализ с прототипом показывает, что предлагаемый способ отличается тем, что в процессе раскладки жгута отводы располагают над кронштейнами вдоль них с участками отводов в свободно подвешенном состоянии, после чего обвязывают жгут с отводами с помощью швейного механизма с возможностью свободного съема жгута с шаблона, а шаблон для осуществления способа отличается тем, что технологические штыри жестко установлены совместно с кронштейнами и смещены относительно них вдоль паза шаблона, причем технологические штыри установлены перпендикулярно плоскости основания шаблона, кронштейны закреплены в стенках паза, а в верхней части кронштейнов выполнена выемка между боковой стенкой паза и технологическими штырями. Таким образом, способ изготовления жгутов и шаблон для осуществления способа соответствует критерию "новизна".
Сравнение предлагаемого способа изготовления жгутов из проводов и шаблона для его осуществления не только с прототипом, но и с другими известными аналогичными техническими решениями в области механизации процессов изготовления и обвязки жгутов не позволяют выявить в них признаков, отличающих их от прототипа, что позволяет сделать вывод о соответствии критерию изобретения "существенные отличия".
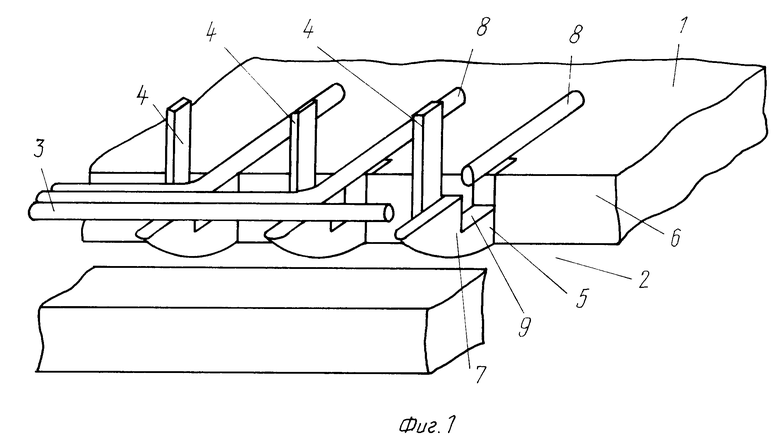
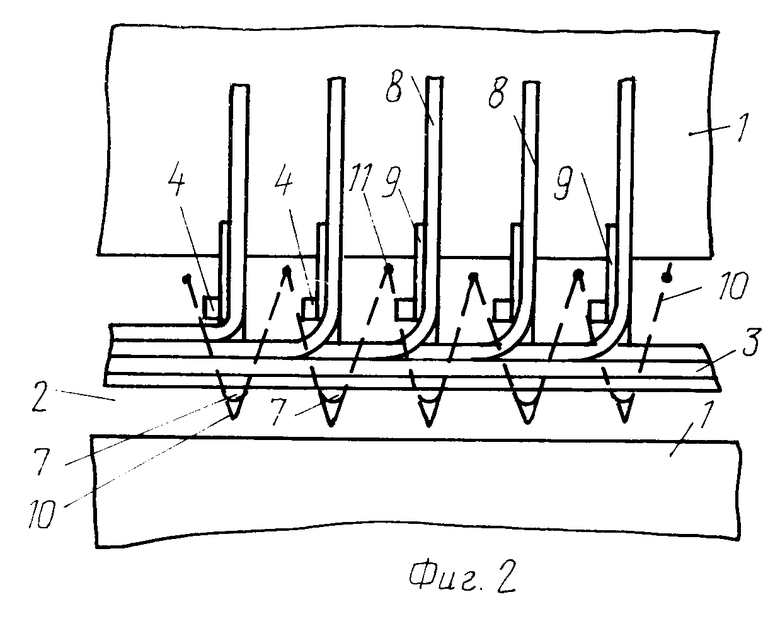
На фиг. 1 в изометрии изображен типовой фрагмент шаблона для осуществления предлагаемого способа изготовления жгутов из проводов; на фиг.2 (в плане) показан аналогичный фрагмент шаблона с уложенным жгутом, трассой машинной обвязки и точками укола иглы швейного механизма в процессе обвязки жгута с отводами.
Шаблон, используемый для реализации предлагаемого способа, содержит основание 1 с пазом 2, соответствующим конфигурации жгута 3, и технологические штыри 4, жестко установленные совместно с кронштейнами 5 и смещенные относительно них вдоль паза 2. Кронштейны 5 оканчиваются опорными выступами 7. Технологические штыри 4 установлены перпендикулярно плоскости основания 1 шаблона. Кронштейны 5 укреплены в стенках 6 паза 2. Отводы 8 жгута 3 расположены над кронштейнами 5 вдоль них с участками отводов в свободно подвешенном состоянии над выемками 9 в верхней части кронштейнов 5. Выемка 9 расположена на участке между боковой стенкой 6 паза 2 и технологическим штырем 4.
Следует отметить, что технологические штыри 4 могут быть смещены как в левую (фиг. 1 и 2), так и в первую (не показано) сторону в горизонтальной плоскости относительно кронштейнов 5 вдоль паза 2 в зависимости от конкретной конструкции шаблона, которая определяется расположением отводов и конфигурацией жгута 3. Обвязка разложенного жгута 3 с отводами 8 ведется по зигзагообразной трассе 10 с помощью швейного механизма (на фиг.2 не показан) с уколами иглы швейного механизма в точках 11.
Изготовление жгутов в соответствии с предлагаемым способом осуществляется следующим образом.
На основании 1 одним из известных способов (вручную или автоматизированным путем) проводят укладку жгута 3 и при этом отводы 8 жгута 3 формуют путем огибания провода вокруг технологических штырей 4, располагая сам отвод 8 над кронштейнами 5 вдоль них. Закрепление концов отводов проводят одним из известных способов, при этом образуют участки отводов 8, которые находятся в свободно подвешенном над выемками 9 состоянии. Такой прием обеспечивает сдвиг (смещение) отвода 8 из зоны, где производится укол 11 швейного механизма, в пространство, лежащее в плоскости над кронштейном 5. После этого последовательно подводя шаблон по зигзагообразной трассе 10 под укол иглы в точках 11, обвязывают жгут 3 и отводы 8 с помощью швейного механизма. При этом жгут 3 с отводами 8 оказывается обвязанным автономно независимо, т.е. без привязки к технологическим штырям 4 или кронштейнам 5 за счет того, что при обвязке нижняя нить швейного механизма будет соскальзывать с опорных выступов 7. При этом сам жгут не привязывается к технологическим штырям 4 за счет их обхода по зигзагообразной трассе 10. Это в сочетании с тем, что сами технологические штыри 4 установлены перпендикулярно плоскости основания 1 шаблона, обеспечивает возможность свободного съема жгута 3 с шаблона после окончания процесса обвязки жгута 3 с отводами 8.
Использование предлагаемого способа изготовления жгутов из проводов и шаблона для его осуществления позволяет расширить технологические возможности процесса изготовления жгутов за счет пpокладки отводов над кронштейнами вдоль них. Такая технологическая операция позволяет сдвинуть отвод жгута в плоскость кронштейна, освободить зону укола швейного механизма и за счет этого освобождения дополнительно по сравнению с известными существующими способами повысить плотность расположения отводов на поверхности шаблона. Тем самым обеспечивается возможность изготовления жгутов, отводы которых располагаются с шагом, соизмеримым с толщиной отвода и размерами иглы швейного механизма, т. е. расширить номенклатуру жгутов. Этой же цели служит и крепление кронштейнов непосредственно в стенках паза. Тем самым исключается ограничение из-за наличия стоек, где крепятся кронштейны, на возможность сближения отводов, т.е. расширяются технологические возможности, что делает способ и шаблон более универсальными. Предлагаемое техническое решение повышает производительность процесса изготовления жгутов, поскольку съем готового жгута с шаблона (после обвязки) производится свободно, просто и быстро, так как жгут не привязан к технологическим штырям и не требуется раскреплять и раздвигать их, как это имеет место в прототипе. Следует отметить, что эти дополнительные (по сравнению с прототипом) операции здесь полностью отсутствуют. А наличие выемки в верхней части кронштейна и свободная подвеска в этом месте отвода жгута исключает возможное сдавливание или прижатие участка отвода между иглой и кронштейном в момент обвязки. В худшем случае, когда плотность расположения отводов максимальна, т.е. когда они идут друг за другом с зазором, равным диаметру иглы, игла будет лишь касаться отвода, который слегка сдвинется в сторону. Повреждение отводов, свободно подвешенных в этом месте, таким образом, исключается, что обеспечивает повышение качества изготовления жгута.
Все вышеперечисленные результаты получили экспериментальное подтверждение на ряде опробированных макетных образцов шаблонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жгутов из проводов | 1991 |
|
SU1811046A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Способ изготовления жгутов из проводов и устройство для его осуществления | 1991 |
|
SU1802429A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1706072A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| ИГЛА ДЛЯ ОБВЯЗКИ ЖГУТОВ | 1989 |
|
RU2016939C1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1983 |
|
SU1117707A1 |
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
Изобретение относится к производству электро- и радиоэлектронной аппаратуры, в частности к технологии автоматизированной раскладки и вязки объемных жгутов. Повышение качества жгутов, производительность их изготовления и расширения технологических возможностей за счет увеличения плотности размещения отводов достигается жестким закреплением технологических штырей на кронштейнах перпендикулярно плоскости основания со смещением их от осевых линий кронштейнов вдоль паза и выполнением в верхней части кронштейнов, укрепленных в стенках паза, выемки между боковыми стенками и технологическими штырями. 2 с. п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1499544A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
