Изобретение относится к оборудованию для нанесения защитного покрытия, а точнее к линии окраски длинномерных труб малого диаметра.
Известна поточная линия для нанесения защитных покрытий, содержащая ванны, установленные по ходу технологического процесса, транспортирующий элемент, несущий тележки с подвесками и механизм подъема-опускания подвесок, который установлен на кронштейне силового цилиндра съема и навески подвесок посредством расположенных в вертикальных плоскостях рычажных параллелограммов, соединенных с силовым цилиндром, механизм подъема-опускания подвесок выполнен в виде трособлочной системы, при этом нижние рычаги параллелограммов выполнены двуплечими и снабжены противовесами, установленными на плечах, свободных от связей с механизмом подъема-опускания подвесок [1]
Недостатком этой поточной линии является низкая производительность, обусловленная выполнением транспортирующего элемента в виде общего цепного конвейера с подвесами, на которых подвешены изделия. Изделия перемещаются по контуру движения конвейера, поочередно проходя все технологические позиции, занимающие по продолжительности различное время, в результате чего самая продолжительная операция будет задерживать весь поток, что снижает производительность линии.
Из известных поточных линий для нанесения покрытий на изделия наиболее близкой по технической сущности является поточная линия, содержащая ванны, установленные по ходу технологического процесса, транспортирующий элемент, несущий тележки с подвесками, загрузочное и выгрузочное устройства [2]
Недостатком этой поточной линии является низкая производительность. Это объясняется тем, что весь поток движения изделий происходит по одной прямой и нахождение изделия по времени в различных технологических позициях различно, следовательно, происходит задержка потока, что ведет к снижению производительности.
Техническим результатом изобретения является создание такой поточной линии, которая позволила бы наносить покрытия на вертикально расположенные трубы без подтеков и наплывов, избежать задержек по времени и тем самым создать поточную линию, которая позволит качественно и с высокой производительностью наносить покрытия на трубы.
Поставленная задача достигается тем, что поточная линия для нанесения покрытия на изделия, преимущественно труб, содержащая ванны, установленные по ходу технологического процесса, транспортирующий элемент, несущий тележки с подвесками, загрузочное и выгрузочное устройства, согласно изобретению снабжена встроенными в транспортирующий элемент на каждой технологической позиции и в местах изменения направления транспортирующего элемента поворотными устройствами с индивидуальными приводами, выполненными в виде корпуса с размещенными внутри него рельсами для тележек, устройствами для подъема-опускания тележек, установленными над каждой ванной и выполненными в виде вертикальных направляющих и перемещающихся по ним площадок с рельсами под тележки, приводами для продвижения тележек с позиции на позицию, установленными вдоль транспортирующего элемента между технологическими позициями, а также внутри каждого поворотного устройства и на одной из площадок устройства подъема-опускания, причем ванны установлены в два ряда параллельно по разные стороны транспортирующего элемента.
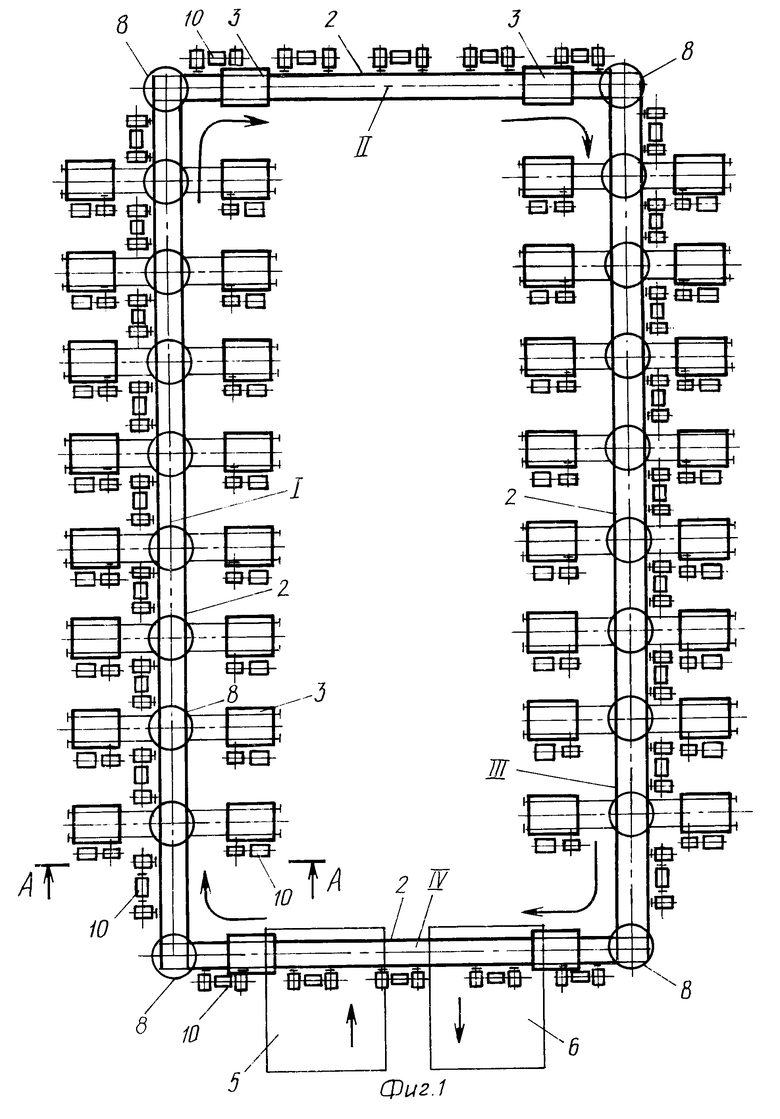
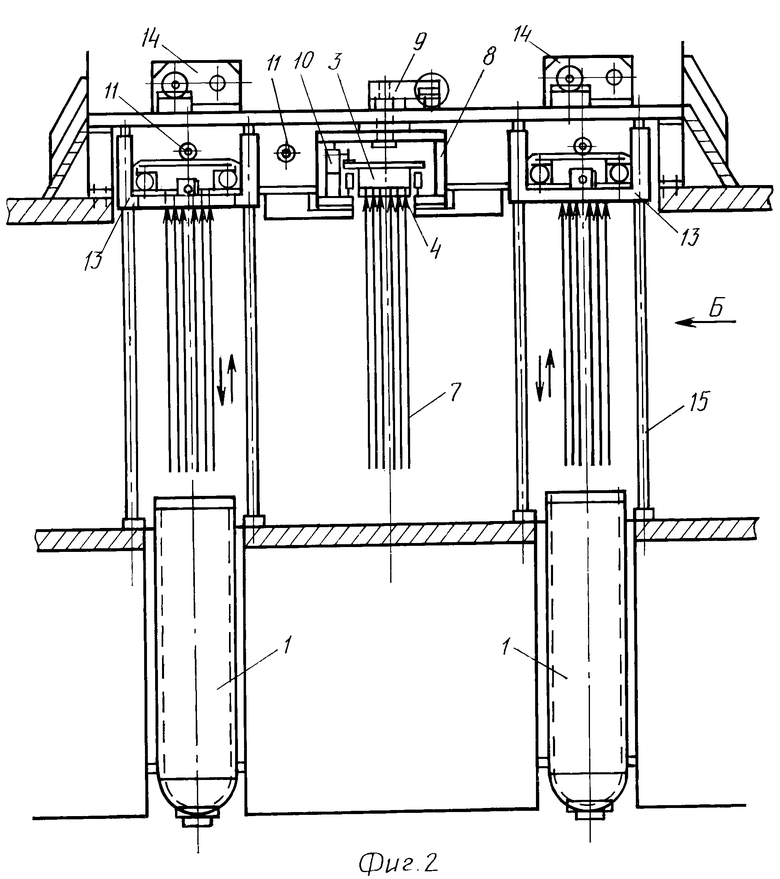
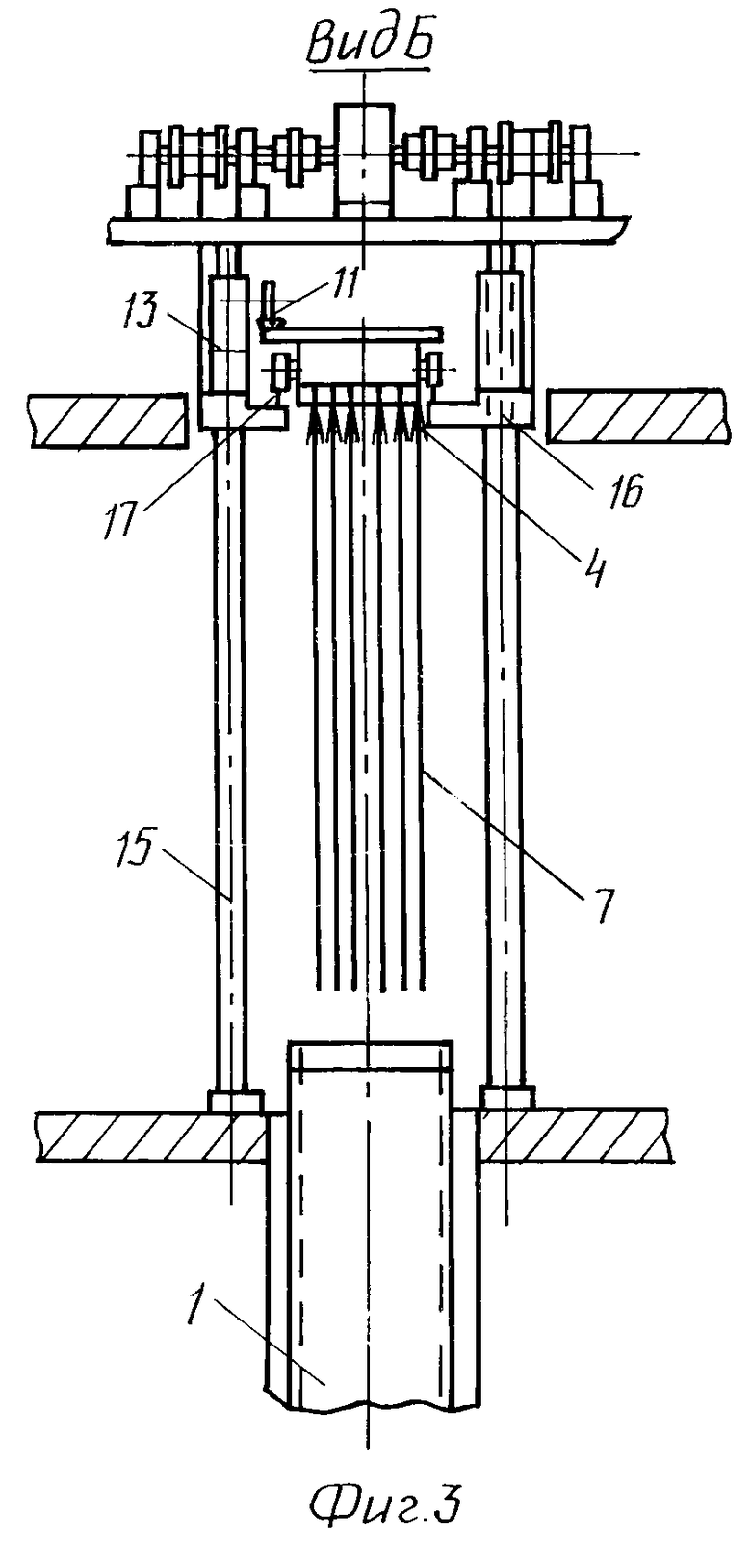
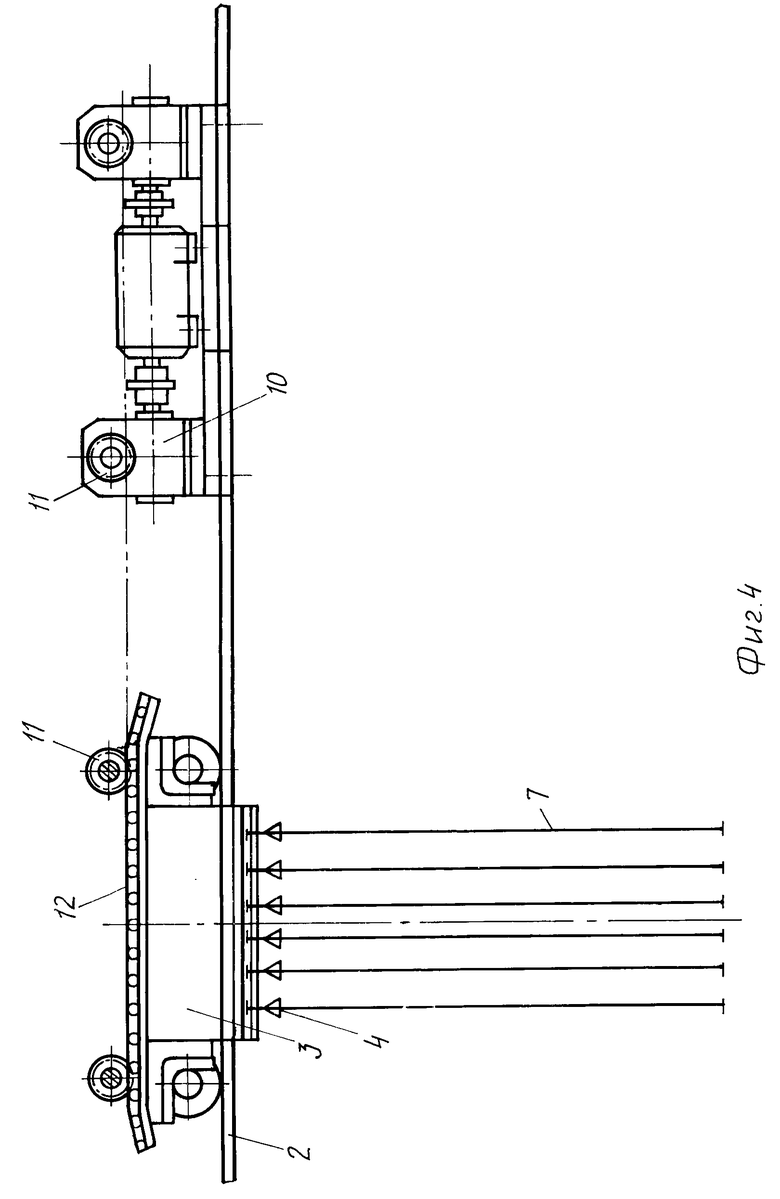
На фиг. 1 изображена поточная линия для нанесения покрытия на изделия, вид сверху; на фиг.2 разрез А-А на фиг.1; на фиг.3 вид по стрелке Б на фиг. 2; на фиг.4 тележка с приводом ее перемещения.
Поточная линия для нанесения покрытий на изделия, преимущественно трубы, содержит ванны 1, транспортирующий элемент 2, тележки 3 с подвесками 4, загрузочное 5 и выгрузочное 6 устройства. Транспортирующий элемент 2 выполнен в виде расположенных по замкнутому кругу рельсов, содержащих линии I, II, III, IV, и перемещающихся по ним холостых тележек 3. На тележках 3 крепятся подвески 4, на которых подвешиваются в вертикальном положении трубы 7. Ванны 1 установлены параллельно по разные стороны транспортирующего элемента 2 и на каждой технологической позиции. Поточная линия содержит также поворотные устройства 8 с индивидуальными приводами 9, выполненными в виде корпуса с размещенными внутри рельсами для тележек и расположенными на каждой технологической позиции, и направляющими тележки с трубами к ваннам, расположенным вправо или влево от рельсового пути в зависимости от свободного места над ваннами. Тележки перемещаются по рельсам с помощью приводов 10, выполненных в виде двух приводных звездочек 11 и установленных вдоль рельсов 2 между технологическими позициями и внутри каждого поворотного устройства 8. На тележках закреплены рейка или цепь 12, взаимодействующие со звездочками 11 приводов 10 таким образом, что тележки находятся в контакте с одним или с двумя приводами одновременно и перемещаются по эстафете от одного привода к другому по всему замкнутому кругу рельсов.
На каждой технологической позиции размещены устройства 13 подъема-опускания тележки со своими приводами 14.
Устройство 13 для подъема-опускания тележки выполнено в виде вертикальных направляющих 15 и перемещающихся по ним площадок 16 с рельсами 17 под тележки. На одной из площадок установлен привод 10 для продвижения тележек с позиции на позицию.
Устройство работает следующим образом.
Трубы 7 в количестве 36 штук на позиции загрузки 5 устанавливаются в вертикальном положении на подвесках 4 (на чертежах не показано). Включается привод 10 перемещения тележки 3, которая подхватывает весь пакет труб и транспортирует эти трубы до поворотного устройства 8. На этой позиции тележка разворачивается при помощи привода 9, установленного на поворотном устройстве. Включаются приводы 10 перемещения тележек и трубы в подвешенном положении перемещаются по линии 1 подготовки труб к покрытию. На этой линии и справа, и слева от нее на каждой технологической позиции установлены два ряда ванн 1 для очистки труб перед покрытием. Тележка, перемещаясь по линии I и попадая поочередно на позицию ванн, разворачивается поворотным устройством 8 направо или налево от основной линии I в зависимости от свободного места над ванной 1. Этим процессом управляют датчики (автооператор), установленные вдоль всего пути перемещения тележки (на чертежах не показано). На позиции ванн 1 тележка с трубами устанавливается на площадке 16 устройства 13 подъема-опускания. Включается привод 14 и устройство 13 вместе с тележкой 3 и трубами опускается над ванной 1 таким образом, чтобы трубы погрузились в жидкий раствор. По окончании травления труб или промывки их в зависимости от технологического процесса включается привод 14 подъема и тележка 1 с трубами поднимается вверх на исходную позицию. Включается привод 10 перемещения тележки и она с трубами на поворотном устройстве 8 разворачивается и продвигается по линии I далее до следующего поворотного устройства на следующие позиции обработки труб. За первой тележкой следует вторая, третья и т.д. и весь процесс повторяется.
По окончании процесса очистки трубы на линии I тележки поворотным устройством 8 разворачиваются на обводную линию II, а затем на линию III. На линии III происходит процесс покрытия труб, но порядок передвижения тележек тот же, что и на линии I. По окончании процесса покрытия труб тележка 3 поворотным устройством 8 разворачивается и перемещается на линию IV выгрузки-загрузки. На позиции выгрузки тележка останавливается и все трубы снимаются с нее устройством съема (на чертежах не показано), далее свободная тележка перемещается на позицию загрузки. Пакет труб уже ожидает тележку, которая подхватывает его. Включается привод 10 перемещения тележки и процесс повторяется.
Предложенная поточная линия для нанесения покрытия на изделия, преимущественно трубы, по сравнению с известными позволяет повысить качество покрытия, так как трубы свободно подвешены в вертикальном положении, нет подтеков и наплывов покрытия на стенках труб за счет того, что трубы окунаются в раствор покрытия и медленно вынимаются из него (подтеки и наплывы покрытия на стенках труб стекают ровным слоем), а также повысить производительность за счет того, что покрываются трубы не по одной, а пакетом из 36 штук. Качество покрытия труб улучшается за счет того, что трубы от начала загрузки и до выгрузки нигде не перекладываются, покрытие не портится.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ | 2003 |
|
RU2271403C2 |
| ПЕТЛЕВОЙ АККУМУЛЯТОР ПОЛОСЫ | 1990 |
|
RU2014921C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ НА ТРАНСПОРТНЫЙ РОЛЬГАНГ | 1993 |
|
RU2057697C1 |
| ПОТОЧНАЯ ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ТРУБ | 1997 |
|
RU2147261C1 |
| ПЕРЕДАТОЧНАЯ ТЕЛЕЖКА | 2004 |
|
RU2288797C2 |
| ЦЕПЬ | 1998 |
|
RU2154009C2 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА | 1993 |
|
RU2048222C1 |
| УСТАНОВКА ДЛЯ ПОДАЧИ ТРУБ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2070447C1 |
Использование: окраска длинномерных труб малого диаметра в поточной линии, которая позволила бы наносить покрытия на вертикально расположенные трубы без подтеков и наплывов. Сущность изобретения: линия снабжена встроенными в транспортирующий элемент на каждой технологической позиции в местах изменения направления транспортирующего элемента поворотными устройствами с индивидуальными приводами, выполненными в виде корпуса с размещенными внутри него рельсами для тележек, линия снабжена также устройствами для подъема-опускания тележек, установленными над каждой ванной и выполненными в виде вертикальных направляющих и перемещающихся по ним площадок с рельсами под тележки. Линия снабжена также приводами для продвижения тележек с позиции на позицию, установленными вдоль транспортирующего элемента между технологическими позициями, а также внутри каждого поворотного устройства и на одной из площадок устройства подъема-опускания. Ванны установлены в два ряда параллельно по разные стороны транспортирующего элемента. 4 ил.
ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ, преимущественно трубы, содержащая ванны, установленные по ходу технологического процесса, транспортирующий элемент, несущий тележки с подвесками, загрузочное и выгрузочное устройства, отличающаяся тем, что она снабжена встроенными в транспортирующий элемент на каждой технологической позиции и в местах изменения направления транспортирующего элемента поворотными устройствами с индивидуальными приводами, выполненными в виде корпуса с размещенными внутри него рельсами для тележек, устройствами для подъема-опускания тележек, установленными над каждой ванной и выполненными в виде вертикальных направляющих и перемещающихся по ним площадок с рельсами под тележки, приводами для продвижения тележек с позиции на позицию, установленными вдоль транспортирующего элемента между технологическими позициями, а также внутри каждого поворотного устройства и на одной из площадок устройства подъема-впускания, причем ванны установлены в два ряда параллельно по разные стороны транспортирующего элемента.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для травления полых изделий | 1984 |
|
SU1235995A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
