Изобретение относится к химической обработке изделий и может использовано для травления полых крупногабаритных изделий, например молочных фляг.
Целью изобретения является повышение производительности.
На фиг. 1 дана линия, общий вид; на фиг. 2 - разрез А-А ьа фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3;
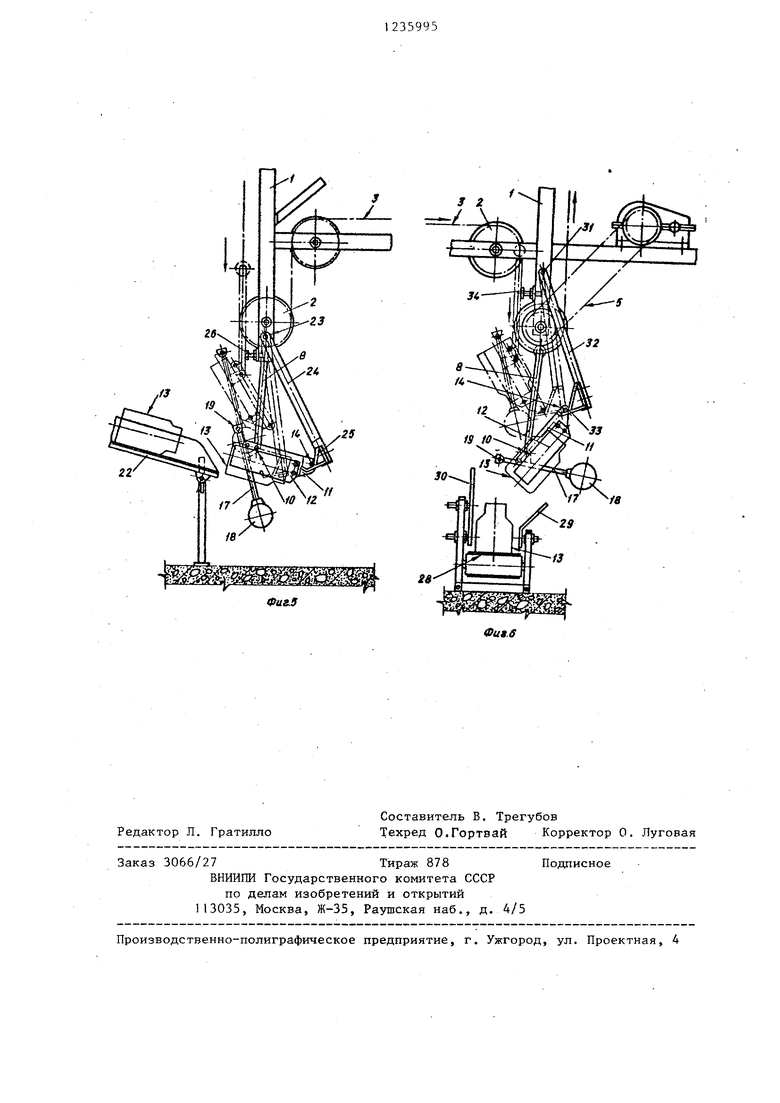
на фиг. 5 зона загрузки; на фиг. 6- зона выгрузки.
Линия для травления полых изде - лий состоит из рамы 1, на которой смонтированы поворотные устройства 2, транс.портируютций элемент в виде двух- цет;с)го конвейера 3, Движение конвейеру 3 сообщено от привода 4 посредством иеппых передач 5 и приводных звездочек 6. На конвейере 3 установлены с определенным шагом подвески 7, которые содержат две тяги 8, связанные стержнем 9. К подвескам 7 на осяк 10 подвешены кассеты П., у которых центр тяжести смещен относительно оси .7 подвески 10 для обеспечения самоопрокидывания. В кассетах il закреплены оправки 12, на которые устанавливают обрабатываемые изделия 13, и упоры 14 и 15. На осях 10 посредством вилок 16 подвешены поплавковые запоры-кантователи 17, со- дер;капше поплавки 18 и запоры 19,, которые удерживают изделия 13 на оправках 12. Под вертикальным участком трассь конвейера 3 расположены ванны 20; содержа1Ц1-1е рабочие растворы. В зоне 21 разгрузки для травления по- полых изделий смонтировано загрузочное устройство .22, выполненное в виде наклонных лотков. В зоне 21 загрузки к раме 1 на осях 23 подвешена поворотная рамка 24 со скобой 25.
Исходное положение рамки определяет винт 26, В зоне 27 выгрузки установлен ленточный транспортер 28 и направляющие 29 и 30. К раме 1 в зоне 27 выгрузки на осях 31 под- вепгена отклоняющая рамка 32 со скобой 33. Исходное положение рамки 32 определяет винт 34.
Линия работает следующим образом.
При двргжении подвески 7 конвейер 3 синхронно останавливают в зонах загрузки 21 и вкгрузки 27, а также под каждой из технологических ванн 20.
1235995
Команду на остановку конвейера 3 подает конечный выключатель (не показан) при подходе к нему очередной подвески 7. Время выдержки подвесок 5 7 с изделиями 13 в зонах загрузки 21 и выгрузки 27 и над каждой из технологических ванн 20 определяет реле време1 и (не показано) , При остановке конвейера 3 в зоне 21 загрузки О на оправки 12 надевают изделия 13, которые подают по лоткам 22 из автоматического накопителя (не показан) . Затем реле времени дает команду на ход конвейера 3, которьй пере- 5 мещается на один шаг. Тяги 8 перемещаются вверх по трассе конвейера 3 и выводят из взаимодействия упоры 14 со скобой 25,, установленной на о 1 клоняго1и:ейся рамке 24. которая под 20 собственным весом возвращается в исходное положение. При этом кассета 11 с оправками 12 и установленными на них изделиями 13 под собственным весом поворач нвается на осях 10 до 25 взаимодействия упоров 15 с тягами 8, а оправки 12 заходят под запор 19, фиксируя изделия 13. Затем кассета 11 поступает в зону технологической ванны 20, опускается по трассе кон- 30 вейера 3 до нижней точки, rjie останавливается. При опускании поплавки 18 взаимодействуют с раствором, находящимся в ванне 20, и поворачивают вокруг осей 10 запоры каитовате- 35 лей 17, которые окончательно запирают изделия 13. Поплавки 18 вступают в контакт с кассетой 11 и увлекают ее за собой. Совместный поворот кассеты 11 с изделиями 13 и запорами- 40 кантователями 17 продолжается до остановки- конвейера 3, после чего изделия s3 на оправках 12 и поплавки 18 занимают положение в ванне вверх горловиной и заполняютсятехно- 45 логическим раствором (фиг. 3),
Во время совместного поворота изделия 13 надежно зафиксировань; запорами 9 . В перевернутом положении
изделиям 13 запорр) 19 не дают сос- 50 кользнуть с оправок 12. В таком положении проходит процесс травления изделий 13 в ваппах 20. При подъеме подвесок 7 из ванны 20 под действием собстветгяот о веса кассеты 1 1 с изде- 55 ЛИЯМИ 13 и запоры-кантователи 17 поворачиваются вокруг осей 10 и технологический раствор выливается из полых изделий 13 o6paTF o в ванну 20.
изделиям 13 запорр) 19 не дают сос- кользнуть с оправок 12. В таком положении проходит процесс травления изделий 13 в ваппах 20. При подъеме подвесок 7 из ванны 20 под действием собстветгяот о веса кассеты 1 1 с изде- ЛИЯМИ 13 и запоры-кантователи 17 поворачиваются вокруг осей 10 и технологический раствор выливается из полых изделий 13 o6paTF o в ванну 20.
Поворот кассеты 1 продолжается до взаимодействия тяги 8 вилок 16 и упоров I5.
После окончания обработки изделий 13 в первой из ванн 20 по команде от реле времени подвеска 7 с изделиями 13 транспортером конвейера 3 перемещается к следующей ванне. В зоне 27 разгрузки подвеска 7 по трас се конвейера 3 опускается вниз, пово рачивает рамку 3I и скоба 33 захва- тьтает упор 14, увлекая за собой кас сету 11, поворачивает ее и освобождает при этом изделия 13 от запора 19. При дальнейшем повороте кассеты П упор 15 взаимодействует с запором кантователем 17 и поворачивает его вокруг осей 10, освобождая зону паде ния изделий 13. Изделия 14 соскаль- зьтают с оправок 12, ориентируются направляюпщми 29 и 30 на транспортер 28 и подаются на следующую технологическую операцию. По мере дальнейшв го движения транспортера-конвейера 3 скоба 33 освобождает упор 14 и кассета I1 с запорами-кантователями 7
возвращается в исходное положение. I
t
2359954
При опускании подвески 7 по трассе конвейера 3 в зоне 21 загрузки скоба 25 захватывает упор 14 и увлекает за собой кассету 11. Поворачивает ее и 5 освобождает от запоров 19 оправки 12, подготавливая их к загрузке. При остановке конвейера 3 кассета 11 с оправками 12 занимает положение против загрузочных лотков (фиг. 5). О После остановки конвейера 3 через
реле времени задают команду на загрузку из автоматического накопителя (не показан), изделия 13 поступают по лоткам 22 и одеваются на оправки 15 12.
При возобновлении движения конвейера 3 скоба 25 освобождает упор 14, кассета 1 с изделиями 13 возвращается в исходное положение, а
20 запор 19 фиксирует при этом изделия 13 на оправках 12.
Таким образом, линия может встраиваться в единый технологический комплекс изготовления полых изделий
25 и использоваться, в частности, в гибком автоматизированном производстве без участия оператора.
А-А
W Ю Фиг.г
6-Б
20
19
у f- yLr fSj- fPiOuf rill r /1 C II jr - T1 -r,
г /J
Фаг.Ъ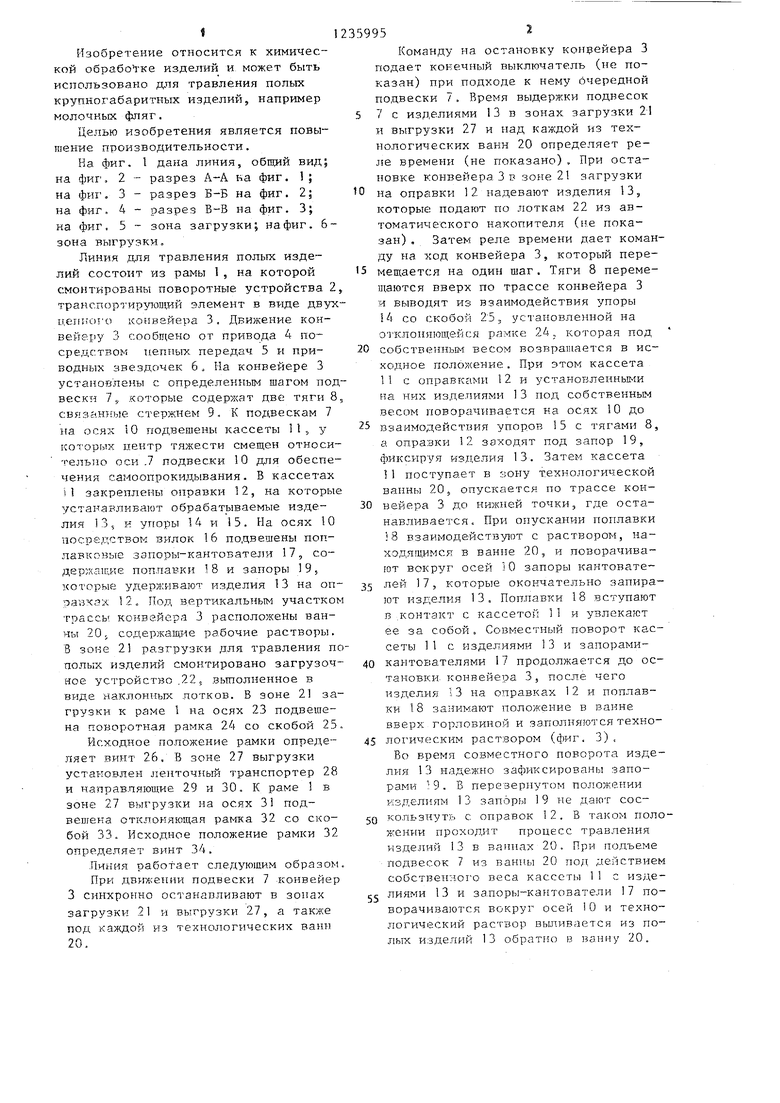

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для травления полых изделий | 1990 |
|
SU1813803A1 |
| Кассета для травления полых изделий | 1986 |
|
SU1407995A1 |
| ПОДВЕСКА ДЛЯ ОБРАБОТКИ ПОЛЫХ ИЗДЕЛИЙ | 1992 |
|
RU2027801C1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для размотки и скрепления рулонных материалов | 1988 |
|
SU1570985A1 |
| КОМПЛЕКС ДЛЯ ОЧИСТКИ ДЕТАЛЕЙ | 1992 |
|
RU2053032C1 |
| Устройство для загрузки подвесного конвейера | 1983 |
|
SU1084212A1 |
| Подвеска с кассетой для укладки и переноса металлических изделий последовательно из одной ванны в другую и сушильную камеру | 1954 |
|
SU101041A1 |
| Устройство для загрузки гравитационного многоярусного стеллажа цилиндрическими изделиями | 1989 |
|
SU1654153A1 |


13
1Z
11
Фиг.
Фа&б
Редактор Л. Гратилло
Заказ 3066/27Тираж 878
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель В. Трегубов
Техред О.Гортвай Корректор 0. Луговая
Подписное
| Устройство для травления посуды | 1979 |
|
SU865754A2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление для химической обработки труб | 1975 |
|
SU707993A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Подвеска с кассетой для укладки и переноса металлических изделий последовательно из одной ванны в другую и сушильную камеру | 1954 |
|
SU101041A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
