Изобретение относится к области прокатного производства, а точнее к оборудованию для поперечной передачи проката.
Изобретение наиболее эффективно может быть использовано на различных участках поточных линий трубоотделки, когда прокат необходимо плавно переместить на рольганг и другие технологические устройства поточной линии.
Известно устройство для поштучной передачи труб на рольганг, содержащее два стеллажа с упорами, перекладыватель с желобом, расположенным симметрично относительно оси рольганга, а также горизонтально расположенный вал перекладывателя и привод его поворота [1]
Недостаток известной конструкции устройства заключается в том, что упор на каждом стеллаже установлен стационарно, вследствие чего не обеспечивается передача труб с широким диапазоном по диаметру.
Из известных устройств наиболее близким по технической сущности является устройство для поштучной поперечной передачи проката, содержащее поворотный относительно горизонтальной оси стеллаж с ограничителем и отсекателем, а также упор, выполненный в виде поворотного рычага, кинематически связанного с механизмом его регулировки и стеллажом. Ось поворотного рычага расположена поперек оси поворота приводного горизонтального вала стеллажа и закреплена на нем. Механизм регулировки упора также смонтирован на упомянутом упоре [2]
Недостаток известной конструкции устройства для поштучной поперечной передачи труб заключается в том, что при его использовании в условиях поточной линии каждый упор в ряду стеллажей при переходе на подачу труб большого диаметра необходимо регулировать индивидуально посредством соответствующего механизма регулировки, что увеличивает время переналадки, а следовательно, снижает производительность поточной линии.
Техническим результатом настоящего изобретения является сокращение времени переналадки устройства при изменении диаметра подаваемого проката.
Поставленная цель достигается тем, что устройство для поштучной поперечной передачи проката, содержащее по крайней мера две балки, между которыми установлен поворотный относительно горизонтальной оси наклонный стеллаж с ограничителем и отсекателем, а также упор, выполненный в виде поворотного рычага, кинематически связанного с приводным механизмом его регулировки и стеллажом, согласно изобретению снабжено корпусом, смонтированным на одной из балок, при этом ось поворота упора и ось поворота стеллажа шарнирно смонтированы в упомянутом корпусе, кинематически связанном с приводом механизма регулировки упора.
Такое конструктивное выполнение устройства для поштучной поперечной передачи проката позволяет каждый упор в ряду стеллажей кинематически связать с общим приводом их регулировки, что, в свою очередь, позволяет сократить время переналадки устройства при изменении диаметра подаваемого проката, а следовательно, повысить производительность устройства в целом.
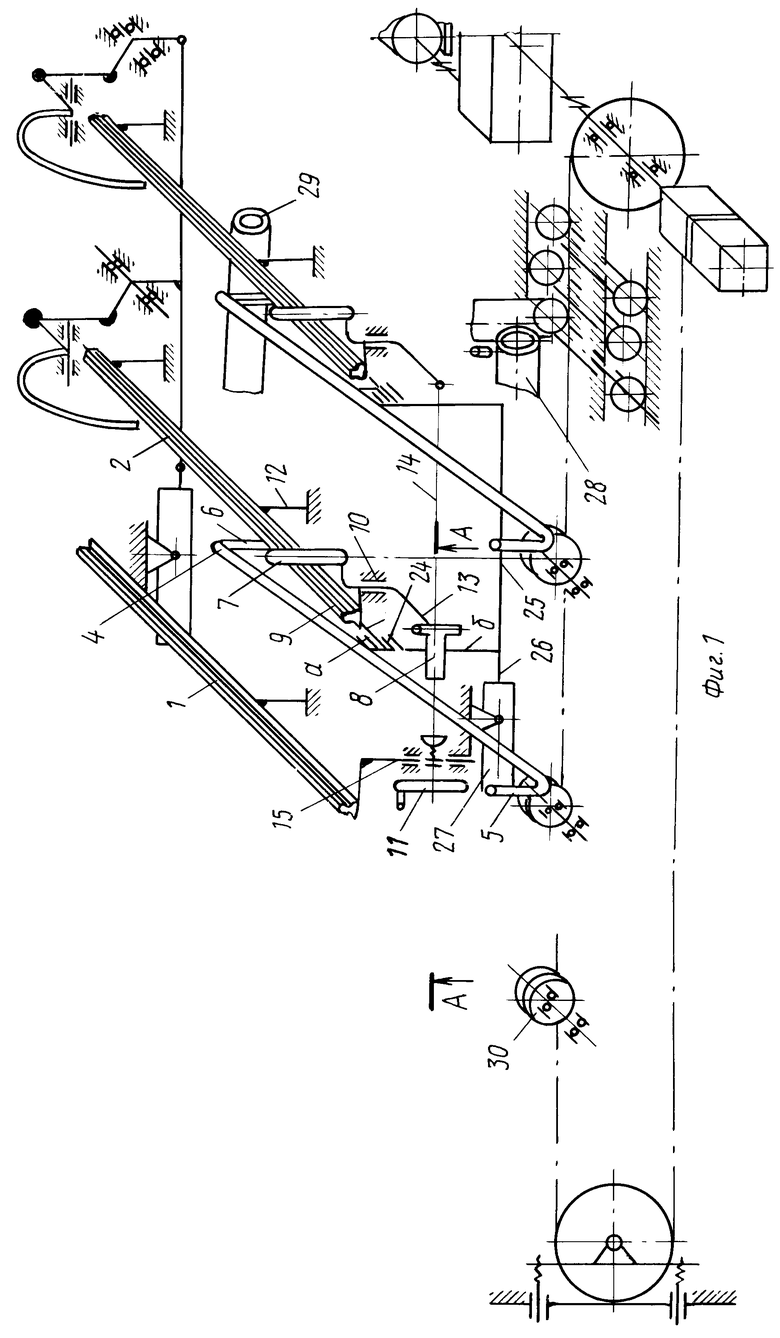
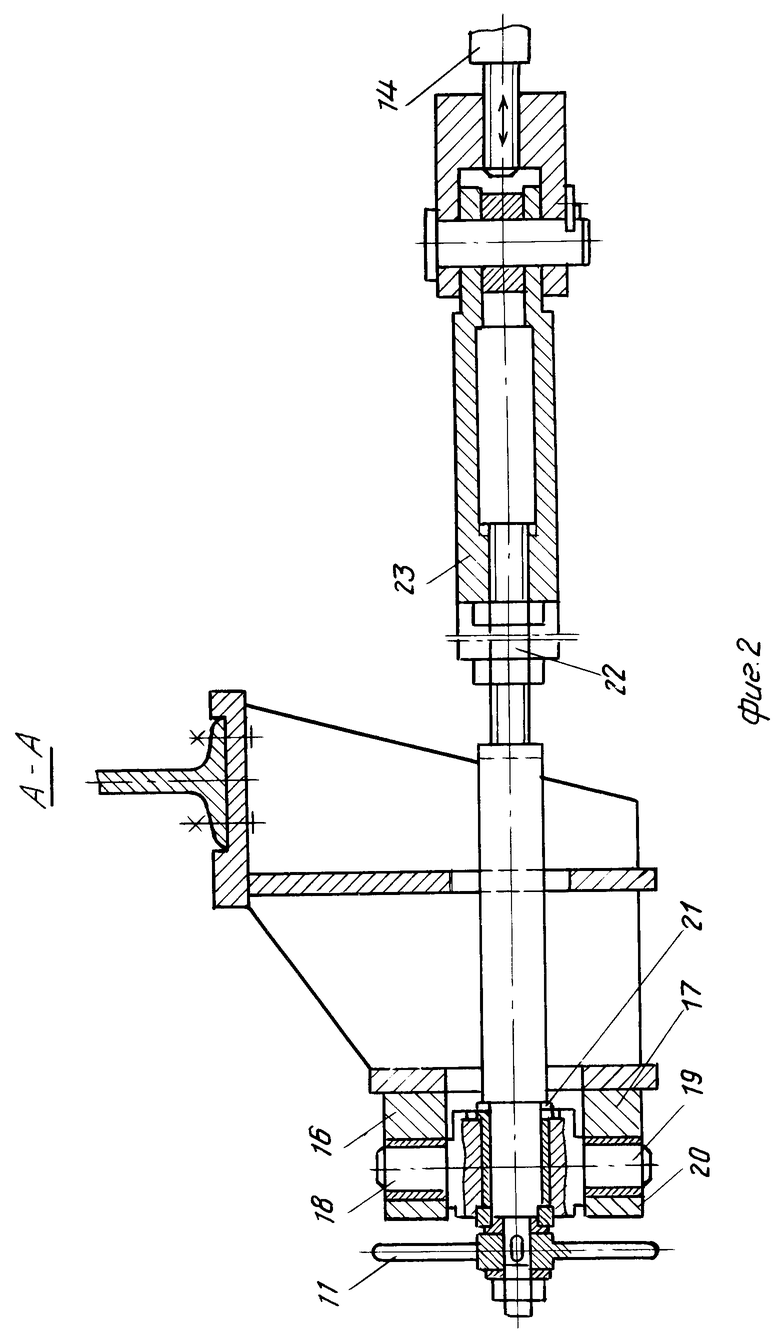
На фиг.1 изображена кинематическая схема устройства для поштучной передачи проката; на фиг.2 разрез А-А на фиг.1.
Устройство для поштучной поперечной передачи проката состоит из балок 1 и 2, между которыми размещены поворотный относительно горизонтальной оси 3 наклонный стеллаж 4 с ограничителем 5 и отсекателем 6, а также упор, выполненный в виде поворотного рычага 7, кинематически связанного с механизмом 8 его регулировки и стеллажом 4. Ось 9 поворота упора шарнирно установлена в корпусе 10 вертикально и кинематически связана с общим приводом 11 механизма 8 регулировки. Ось 3 поворота стеллажа 4 закреплена на корпусе 10. Корпус 10 закреплен на балке 2, установленной на опоре 12. Рычаг 7 закреплен на верхнем конце оси 9, соединенной с нижним концом рычага 13, шарнирно соединенным с тягой 14. На балке 1 закреплен кронштейн 15 с подшипниками 16 и 17, в которых установлены цапфы 18 и 19 корпуса 20. В корпусе 20 предусмотрен подшипник 21, в котором размещена шейка винта 22. Винт 22 соединен одним концом с гайкой 23, а другим концом с приводом 11. Гайка 23 шарнирно соединена с тягой 14. Стеллаж 4 закреплен на конце плеча а двуплечего рычага 24, цапфа которого шарнирно установлена на оси 3, а второе плечо б рычага 24 шарнирно соединено посредством тяги 25 со штоком 26 пневмоцилиндра 27, шарнирно установленного на кронштейне 15.
Устройство работает следующим образом.
В исходном положении стеллаж 4 занимает крайнее нижнее положение, при котором его рабочая поверхность находится ниже рабочей поверхности балки 2. Упор 7 отрегулирован механизмом 8 на требуемый технологический диаметр трубы. Труба 28 по балке 2 скатывается до соприкосновения с упором 7. Включается пневмоцилиндр 27 и шток 26, воздействуя посредством тяги 25 на рычаг 24, поворачивает стеллаж 4 вокруг оси 3. При этом рабочая наклонная плоскость стеллажа 4 поднимается из своего исходного положения выше рабочей плоскости наклонной балки 2 и упора 7, при этом происходит снятие трубы 28 с балки 2 и ее перекатывание по стеллажу 4 в сторону рольганга 30. За полный ход штока 26 пневмоцилиндра 27 стеллаж 4 займет крайнее верхнее положение, причем труба 28 скатывается до соприкосновения с ограничителем 5, а труба 29 отсечена отсекателем 6 и лежит на балке 2 перед упором 7. При обратном ходе штока 26 происходит укладка очередной трубы со стеллажа 4 на ролики рольганга 30. За полный обратный ход штока 26 трубу 28 перекладывают со стеллажа 2 на рольганг 30, а труба 29 входит в соприкосновение с упором 7.
При переходе на передачу трубы с другим диапазоном по диаметру, например большим, включают привод 11 и гайка 23, навинчиваясь на винт 22, перемещает тягу 25 влево, причем упор 7 поворачивается вокруг оси 10 и удаляется от начала стеллажа 4 на требуемое технологическое расстояние. После этого привод 11 отключают и перемещение упора 7 прекращается.
Предложенное устройство для поштучной поперечной передачи проката по сравнению с известными позволяет сократить время переналадки при изменении диаметра подаваемого проката, что, в свою очередь, позволяет повысить производи- тельность поточной линии в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОДАЧИ ТРУБ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2070447C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ НА ТРАНСПОРТНЫЙ РОЛЬГАНГ | 1993 |
|
RU2057697C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТА ТРУБ | 1991 |
|
RU2035369C1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| ПОТОЧНАЯ ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ТРУБ | 1997 |
|
RU2147261C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ОПРАВКИ С ОСИ МЕХАНИЗМА ПОДАЧИ ОПРАВОК НА ОСЬ ПРОКАТКИ И ЗАРЯДКИ | 1994 |
|
RU2108176C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПАКЕТА | 2002 |
|
RU2230646C2 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
Использование: в поточных линиях трубоотделки при поперечной передаче проката. Существо изобретения: устройство содержит балки, наклонный стеллаж с ограничителем и отсекателем, привод поворота стеллажа, упор с механизмом регулировки. На балке установлен корпус, в котором смонтированы ось поворота упора и ось поворота стеллажа, а корпус кинематически связан с механизмом регулировки упора. Это позволяет сократить время переналадки при изменении диаметра проката. 2 ил.
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА, содержащее по крайней мере две балки, между которыми установлен поворотный относительно горизонтальной оси наклонный стеллаж с ограничителем и отсекателем, а также упор, выполненный в виде поворотного рычага, кинематически связанного с приводным механизмом его регулировки и стеллажом, отличающееся тем, что оно снабжено корпусом, смонтированным на одной из балок, при этом ось поворота упора и ось поворота стеллажа шарнирно смонтированы в упомянутом корпусе, кинематически связанном с приводом механизма регулировки упора.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поштучной поперечной передачи труб | 1982 |
|
SU1065056A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
