Изобретение относится к прокатному стану холодного пильгерования с движущейся возвратно-поступательно прокатной клетью, масса инерции которой может компенсироваться за счет противомасс, эксцентрично расположенных на кривошипно-шатунном механизме, соединенном через шатуны с прокатной клетью.
Из описания к акцептованной заявке ФРГ N 1815521 известен пильгерный прокатный стан с прокатной клетью, движущейся возвратно-поступательно в горизонтальной плоскости, чьи приводящие прокатную клеть шатуны шарнирно присоединены к двум кривошипным устройствам, приводимым встречно и синхронно друг относительно друга таким образом, что происходит компенсация сил инерции, вызываемых колеблющимися массами прокатной клети, в проходящей через ось прокатываемого материала плоскости. В известном уровне техники располагаются для полной компенсации вызываемых колеблющимися массами прокатной клети сил инерции дополняющие массы во всех проходящих через ось прокатываемого материала плоскостях, эксцетрично закрепленные на обоих кривошипных устройствах таким образом, что их проекции на плоскость движения прокатной клети в каждый момент времени полного рабочего цикла перемещаются противоположно по отношению к движению прокатной клети. Тем самым предлагается решение проблемы, которая состоит в том, что возвратно-поступательное движение многотонных деталей вызывает силы инерции, влекущие за собой существенные проблемы в области механики.
Согласно ранее известному решению для желаемой полной компенсации сил инерции требуются два шатуна, представляющие собой существенные конструктивные проблемы. В связи с тем, что зубчатые колеса для соединения требуемых для компенсации сил инерции валов должны передавать всю мощность для передвижения прокатной клети, они соответственно должны предусматриваться двойными, в результате чего также повышаются затраты на подшипники и стабильная конструкция корпуса становится очень дорогой. Помимо этого необходимо согласование обеих расположенных параллельно кривошипно-шатунных передач для того, чтобы скомпенсировать обусловленные технологией отклонения кинематических размеров.
Исходя из известной ранее компенсации масс, в основе настоящего изобретения лежит задача предложить простую по выполнению и легко монтируемую конструкцию для кривошипно-шатуннного механизма прокатного стана холодного пильгерования с вращающимися весовыми элементами компенсации масс, при которой ограничивается потребность площади и становятся ненужными дорогие фундаменты.
Для решения этой задачи согласно изобретению предлагается, чтобы кривошипно-шатунный механизм состоял из трех расположенных параллельно друг другу и с одинаковым интервалом валов, из которых средний вал, выполненный в виде коленчатого вала, через его шатунную шейку соединен с шатуном, присоединяющим прокатную клеть, и на его кривошипе со смещением на 180о по отношению к точке шарнирного присоединения шатуна эксцентрично по отношению к оси вращения коленчатого вала расположена наполовину компенсирующая силы инерции прокатной клети основная масса, и чтобы на обоих других валах были расположены две одинаковые по размерам дополнительные массы, компенсирующие другую половину сил инерции прокатной клети, причем для синхронного вращения валов и их масс валы соединены с зацеплением через цилиндрические зубчатые колеса таким образом, что дополнительные массы вращаются с одинаковой по величине скоростью в противоположных направлениях по отношению к основной массе и в мертвых точках прокатной клети сумма действующих там основной и дополнительных масс соответствует массе инерции прокатной клети и других перемещаемых с прокатной клетью масс.
Благодаря изобретению достигается то, что в мертвых точках прокатной клети без остатка компенсируются массовые силы первого порядка. В положении под углом 90о и 270о, в котором не возникают массовые силы клети, вращающиеся весовые элементы компенсируют сами себя. Также без остатка компенсируются все промежуточные положения.
В соответствии со следующим благоприятным признаком изобретения предусмотрено, что для компенсации массовых сил второго порядка расположены две дополнительные одинаковые по величине и вращающиеся с удвоенной скоростью и противоположным друг другу направлением вращения массы на валах, проходящих параллельно остальным валам и через цилиндрические зубчатые колеса соответственно зацепляющихся с одним из цилиндрических зубчатых колес, приводящих дополнительные массы.
Благодаря расположению вращающихся масс, имеющих удвоенное число оборотов, является возможной также компенсация массовых сил второго порядка. Дополнительно предусмотренные массы имеют половинную величину от дополнительных масс, представляющих собой четверть от общей массы, когда расстояние центра тяжести дополнительных масс от соответствующих осей вращения равняется радиусу кривошипа.
При одном благоприятном конструктивном дальнейшем осуществлении изобретения предлагается, чтобы валы основной и дополнительных масс располагались в направлении движения прокатной клети друг за другом. За счет этого расположения обеспечивается то преимущество, что расположенные на корпусе кривошипа агрегаты являются более легко доступными.
Как описано в дополнительных пунктах формулы изобретения, при дальнейших вариантах изобретения, валы могут располагаться как вертикально, так и горизонтально без потери преимущества изобретения.
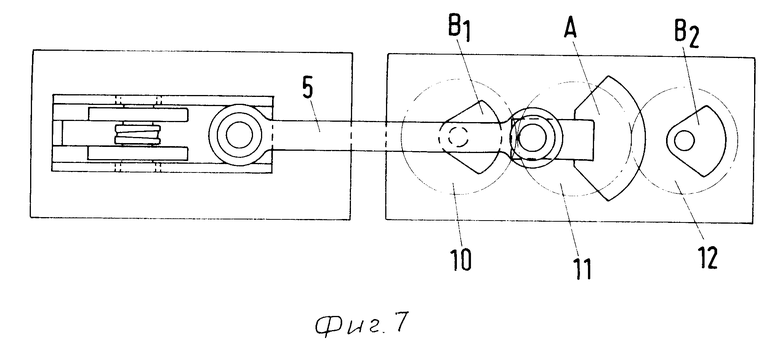
На фиг.1 изображен предлагаемый прокатный стан холодного пильгерования; на фиг.2 то же, вид сверху; на фиг.3 и 4 то же, вид при двух других положениях кривошипно-шатунный передачи; на фиг.5 прокатный стан с дополнительными массами; на фиг. 6 прокатный стан с расположением валов друг за другом; на фиг. 7 вид сверху прокатного стана в нулевом положении согласно фиг.6; на фиг. 8 вид сверху прокатного стана с горизонтально расположенными коленчатым и компенсационными валами; на фиг.9 то же, что и на фиг.8, вид спереди.
На фиг.1 позицией 1 обозначена прокатная клеть прокатного стана холодного пильгерования, в которой установлены пильгерные валки 2. Прокатная клеть 1 может возвратно-поступательно перемещаться на раме 3, а именно через шарнирно присоединенный с одной стороны в позиции 4 к прокатной клети и с другой стороны эксцентрично к кривошипно-шатунному механизму в позиции 6 шатун 5. Шатунно-кривошипный механизм К пpиводится приводным двигателем (не показан).
Массы инерции всей прокатной клети компенсируются за счет противомасс А, В1, В2, расположенных эксцентрично на кривошипно-шатунном механизме К. Кривошипно-шатунный механизм вращается вокруг вертикальных осей вращения.
На фиг.2 изображен вид сверху прокатного стана холодного пильгерования. Средний вал 7 кривошипно-шатунного механизма К выполнен в виде коленчатого вала, к шатунной шейке которого в позиции 6 присоединен шатун 5. Противомасса А смещена на 180о по отношению к точке шарнирного присоединения 6 шатуна 5, ее вес является таким, что он компенсирует половину силы инерции прокатной клети.
Параллельно валу 7 и по обеим сторонам от него предусмотрены валы 8 и 9, на которых расположены одинаковые по величине дополнительные массы В1 и В2, компенсирующие другую половину сил инерции прокатной клети 1, причем синхронное вращение валов 7, 8, 9 обеспечено за счет расположенных на валах 7, 8, 9 цилиндрических зубчатых колес 10, 11, 12, соединенных с зацеплением друг с другом. Дополнительные массы В1, В2 вращаются в противоположном направлении по отношению к основной массе А, а именно с одинаковой скоростью, и расположены таким образом, что в мертвых точках прокатной клети сумма действующих там основной и дополнительных масс А + В1 + В2 соответствует массе инерции прокатной клети и остальных перемещаемых с прокатной клетью масс.
На фиг.3 изображен такой же прокатный стан холодного пильгерования, что и на фиг. 1 и 2, но при положении под 90о прокатной клети, соответственно кривошипно-шатунного механизма. В этом положении массовые силы со стороны клети отсутствуют, вращающиеся массы компенсируют сами себя.
На фиг. 4 показано положение прокатного стана холодного пильгерования, соответственно кривошипно-шатунного механизма, при положении под 180о, здесь также противомассы А, В1 и В2 без остатка компенсируют массовую силу, как при изображенном на фиг.2 положении.
На фиг.5 представлен вид сверху прокатного стана холодного пильгерования в нулевом положении, при котором компенсируются также массовые силы второго порядка. Дополнительно к дополнительным массам В1 и В2 предусмотрены две следующие вращающиеся массы С1 и С2, расположенные на валах 13, 14, проходящих параллельно валам 7, 8, 9. Дополнительные массы С1 и С2 вращаются с удвоенной скоростью по сравнению с массами А, В1 и В2 и приводятся в движение через цилиндрические зубчатые колеса 15, 16, а именно таким образом, что направления вращения масс С1 и С2 являются противоположными. Для этой цели цилиндрическое зубчатое колесо 16, приводящее массу С2, непосредственно зацепляется с цилиндрическим зубчатым колесом 12 дополнительной массы В2 и цилиндрическое зубчатое колесо 15, приводящее массу С1, зацепляется через изменяющую направление вращения промежуточную шестерню 17 с цилиндрическим зубчатым колесом, перемещающим дополнительную массу В1.
Конструктивно наиболее выгодный вариант осуществления прокатного стана холодного пильгерования согласно изобретению представлен схематически на фиг.6. Те же детали имеют те же ссылочные позиции. В этом примере коленчатый и компенсационные валы (см. также и фиг.7, вид сверху прокатного стана холодного пильгерования в соответствии с фиг.6) расположены в направлении прокатки друг за другом. При этом решении агрегаты, расположенные на корпусе кривошипно-шатунного механизма К, являются легко доступными.
Другие варианты осуществления изобретения изображены на фиг.8 и 9, причем в отличие от описанных выше решений шарнирно присоединены по обеим сторонам от кривошипно-шатунного механизма К два шатуна 5а, 5в. Здесь также могут достигаться те же преимущества изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИЛЬГЕРНЫЙ СТАН | 1994 |
|
RU2107565C1 |
| Стан холодной прокатки труб | 1989 |
|
SU1799299A3 |
| ПРИВОДНАЯ СИСТЕМА ДЛЯ ПРОКАТНОГО СТАНА | 2002 |
|
RU2247614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СПОСОБ УРАВНОВЕШИВАНИЯ ВРАЩАЮЩЕГО МОМЕНТА В КРИВОШИПНО-ШАТУННОМ ПРИВОДЕ ПИЛИГРИМОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1992 |
|
RU2054339C1 |
| ПРИВОДНАЯ СИСТЕМА ДЛЯ ПРОКАТНОГО СТАНА, В ЧАСТНОСТИ ДЛЯ ПИЛИГРИМОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2010 |
|
RU2423195C1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| СПОСОБ ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ ТРУБ | 1997 |
|
RU2210444C2 |
| ПРИВОД КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ПОПЕРЕЧНО-ВИНТОВОЙ И ПИЛЬГЕРНОЙ ПРОКАТКОЙ | 1995 |
|
RU2139154C1 |








Прокатный стан холодного пильгерования с подвижной возвратно-поступательно прокатной клетью, масса инерции которой компенсируется за счет противомасс, расположенных на кривошипно-шатунном механизме, соединенном с прокатной клетью. Кривошипно-шатунный механизм состоит из трех валов, расположенных параллельно друг другу и с одинаковым интервалом. На среднем валу расположена основная масса, компенсирующая половину силы инерции клети, а на двух параллельных валах две равные массы, компенсирующие в сумме вторую половину сил инерции клети. 4 з. п. ф-лы. 9 ил.
| Контактный аппарат | 1989 |
|
SU1815521A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
