Изобретение относится к способу изготовления беспорных труб поперечно-винтовой и пильгерной (пилигримовой) прокаткой.
Для изготовления бетонных труб в диапазоне размеров от 60 до 660 мм по наружному диаметру и толщине стенки от 3 до 125 мм применяется способ пильгерной шаговой поперечно-винтовой прокатки, известный также, как способ Маннесманна (см. Staherohr-Handbuch, 10 издание, издательство Vulkan, Эссен, 1986). На больших пильгерных линиях слитки с размерами от 250 до 660 мм по наружному диаметру нагревают во вращающейся печи, обычно - многоугольные или круглые слитки, до температуры прокатки. После нагрева и удаления с поверхности слитка окалины, его вводят чаще всего, в круглую матрицу вертикального прошивного пресса. С помощью пуансона формуется прессовая заготовка с дном, причем зона дна располагается на стороне усадочной раковины отливки.
Следующей рабочей операцией является вытяжка с утоньшением стенок на стане поперечно-винтовой прокатки, снабженном инструментом для внутренней обработки, при которой уменьшается толщина стенки прессовой заготовки, и последняя легко вытягивается. При этом одновременно прокатывается дно. В заключение, с того же нагрева на пильгерном прокатном стане осуществляется пластическое формообразование с получением длинномерной бесшовной трубы. Из-за формы торцевой стороны полой заготовки после поперечно-винтовой прокатки при входе в заключительный процесс пильгерования могут создаваться определенные проблемы. Так как раскатанная сторона полой заготовки лежит со стороны задаваемого конца пильгерного дорна, может произойти повторное загибание и развальцовывание выступающей зоны закраины. Этот тип внутренних дефектов является нежелательным и в процессе дальнейшего использования трубы может создать большие проблемы. Кроме того, начальная часть полой заготовки, вследствие отсутствия опоры при начале прокатки и вызванного этим качательного движения, конусообразно раздается после поперечно-винтовой прокатки. Это приводит к проблемам при входе в процесс пильгерования. При выходе из валков, наоборот, конец полой заготовки немного сужается за счет упругости прокатной клети.
Кроме того, известен способ изготовления бесшовных труб поперечно-винтовой и пилигримовой прокаткой, включающей пластическую деформацию заготовки, нагретой до температуры прокатки, в прошивочном прессе с получением полой прессованной заготовки, ее обжатие по толщине стенки с вытяжкой в стане поперечно-винтовой прокатки с использованием внутреннего инструмента и заключительную пластическую деформацию полой заготовки без дна посредством пильгерной прокатки с получением трубы ("Справочник по прокатному и трубному производству" С.Я. Финкельштейн, М., 1975, стр. 334).
Этому решению также присущи вышеупомянутые недостатки.
Задачей изобретения является создание способа, в котором исключаются вышеописанные сложности и проблемы.
Решение этой задачи осуществляется за счет того, что перед обжатием заготовки в стане поперечно-винтовой прокатки у нее удаляют дно, в стан поперечно-винтовой прокатки заготовку задают в направлении прокатки торцем, соответствующим месторасположению дна, а перед вводом заготовки в пильгерный стан ее поворачивают на 180o.
Является целесообразным проводить прошивку в две стадии, на первой из которых изготавливают прессовую заготовку с дном, на второй - дно удаляют. При этом прошивку можно проводить в две стадии, удаляя в процессе прошивки дно, причем последнее осуществляют посредством прессования.
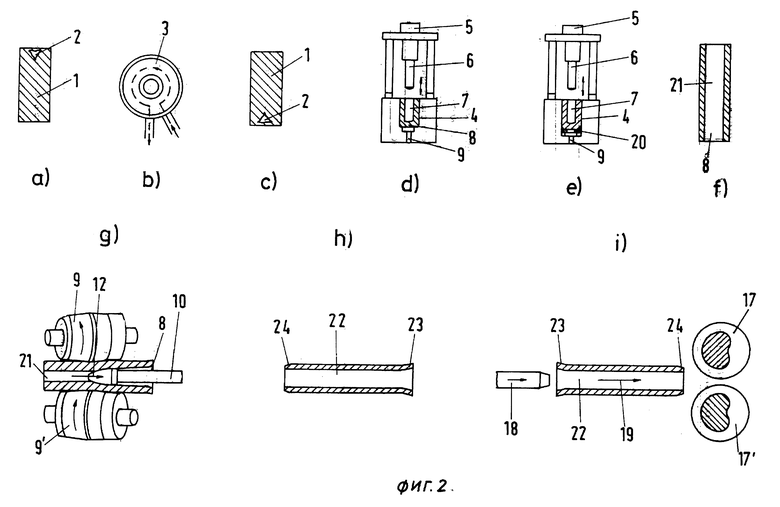
На чертеже схематически представлен известный способ (фиг. 1) и способ согласно изобретению (фиг. 2) в сравнении друг с другом.
На позиции a) фиг. 1 показана отливка 1 с усадочной раковиной 2 в головной части. Обычно отливку 1 нагревают во вращающейся печи 3 (позиция 3b) до необходимой температуры прокатки или пластического деформирования. В зависимости от материала она составляет от 1200 до 1320 градусов Цельсия. На позиции c) показано положение отливки 1 перед вводом в матрицу 4 прошивочного пресса 5. При этом важным является, что зона 2 отливки 1 с усадочной раковиной расположена внизу и позже образует зону 8 дна.
Пуансон 6 входит в отливку 1 и деформирует ее в прессовую заготовку 7 с дном 8. С помощью выталкивателя 9 прессовая заготовка выталкивается из матрицы. На позиции e) показана выдвинутая прессования заготовка 7, причем хорошо видно, что зона 2 усадочной раковины и зона ликвации находится на дне 8. Первая вытяжка осуществляется на стене поперечно-винтовой прокатки с вращающимися в одном направлении, расположенными косо валками 9, 9', а также с внутренним инструментом 10. Прессовая заготовка 7 вводится таким образом, что открытый конец 11, если смотреть в направлении прокатки, расположен впереди. В этом процессе прокатки дорном 10 пробивается дно 8. На позиции g) показана подвергнутая вытяжке прессовая заготовка 13. Для нее является характерным конусное расширение 14 на переднем конце, а в зоне бывшего дна имеющий развальцованную форму конец 15, а также зона 16, слегка сужающаяся по диаметру. На позиции h) показано, как полый слиток 13 вводится в пильгерный прокатный стан. На чертеже показаны лишь основные элементы пильгерного стана, такие, как пильгерные валки 17, 17' и пильгерный дорн 18. Все остальные механические детали ради наглядности не представлены. На чертеже хорошо видно, что конусно расширенный передний торец 14 создает трудности при входе в процесс пильгерования. Направление прокатки здесь показано стрелкой 19. Точно так же видно, что затруднен процесс задания пильгерного дорна 18 и имеется опасность, что частичные зоны имеющего конца 15 развальцованную форму могут быть вдавлены внутрь.
На фиг. 2 под аналогичными позициями (a - i) показан способ согласно изобретению, причем одинаковые детали обозначены теми же цифрами. Так как позиции от a) до d) абсолютно идентичны с этими же позициями на фиг. 1, нет необходимости повторять пояснение представленных на них операций способа.
На позиции e) показана возможность удаления дна 8 на прошивочном прессе 5. Для этого в матрицу 4 вкладывают кольцо 20, размер отверстия в свету и толщина которого выбираются такими, что пуансон 6 может пробить дно. На позиции f) показана прессовая заготовка 21 без дна. Эта прессовая заготовка 21 вводится в стан поперечно-винтовой прокатки (позиция d) таким образом, что зона 8 бывшего дна расположена спереди, если смотреть в направлении прокатки. Здесь раскатка дна исключена. Позиция h) показывает полую заготовку 22 после поперечно-винтовой прокатки. Здесь опять характерным является конусообразно расширенный передний конец 23 и немного суженная зона 24 на заднем конце. Согласно изобретению полую заготовку 22 перед вводом в пильгерный стан поворачивают на 180o таким образом, что конусообразный конец 23 располагается сзади, если смотреть в направлении прокатки. Здесь четко показано, что вводить в пильгерную прокатку суженный конец намного проще. Исключается развальцованный конец, а задача пильгерного дорна 18 в конусообразно расширенный конец не представляет труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ С ДВИЖУЩЕЙСЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНО ПРОКАТНОЙ КЛЕТЬЮ | 1992 |
|
RU2048218C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2547360C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2532873C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 550×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2570152C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х14-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2516161C1 |
Способ изготовления бесшовных труб с помощью поперечно-винтовой и пильгерной прокатки, в котором заготовку, нагретую до температуры прокатки, пластически деформируют в прошивочном прессе с получением полой прессовой заготовки и затем обжимают по толщине стенки с помощью стана поперечно-винтовой прокатки с использованием внутреннего инструмента, при этом подвергают ее вытяжке и в заключение вытянутую полую заготовку без дна подвергают пластической деформации с помощью пильгерного стана с получением трубы горячим пильгерованием. Прессовую заготовку без дна подвергают деформации, вводя в стан поперечно-винтовой прокатки тем торцом, где раньше было дно, если смотреть в направлении прокатки, и перед вводом полой заготовки в пильгерный стан ее поворачивают на 180o. Изобретение исключает образование внутренних дефектов труб типа загибания и развальцовывания торцевой части, 3 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Stah erohr-Handbuch | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Финкельштейн С.Я | |||
| Справочник по прокатному и трубному производству | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU88332A1 | |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Комбинированный способ прошивки и вытяжки труб на трехвалковом стане | 1959 |
|
SU129162A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ производства труб на агрегате с автоматстаном | 1984 |
|
SU1156752A1 |
