Изобретение относится к устройству для холодного пильгерования, в частности очень тонкостенных труб и прутков малого диаметра, имеющему калиброванные, сужающиеся по периметру валки на стане холодного пильгерования с перемещающейся возвратно-поступательно прокатной клетью, в которых прокатываемое изделие поворачивают по меньшей мере в одной из двух мертвых точек прокатной клети и транспортируют вперед, а также к способу прокатки труб и прутков.
Для станов холодного пильгерования с возвратно-поступательно перемещающейся прокатной клетью необходимы устройства, которые поворачивают трубную заготовку или трубу в каждой клети на определенный угол и смещают вперед на также определенную величину в направлении прокатки. Движение подачи осуществляется, в основном, с помощью подвижных в продольном направлении трубчатой заготовки салазок, которые перемещают с задней стороны или зажимают снаружи трубную заготовку. В последнем случае зажимное приспособление снабжено приводом вращения, который поворачивает трубу вокруг ее продольной оси одновременно с движением вперед.
В других выполнениях поворот и подача осуществляются посредством неподвижной вращательно-поступательной головки с проходящей вокруг нее цепью, при этом звенья цепи охватывают трубную заготовку и транспортируют посредством трения в направлении прокатки. Вращательно-поступательная головка приводится во вращение с помощью планетарного механизма и тем самым осуществляет синхронное вращение трубной заготовки.
В большинстве случаев необходимо, чтобы трубная заготовка вращалась и перемещалась только в отдельные периоды времени, когда валки освобождают трубную заготовку в зонах мертвых точек прокатной клети. В основном это означает, что движения подачи и вращения осуществляются друг за другом (функция "stop end go"). Так как процессы ускорения происходят за миллисекунды, то предъявляются высокие требования к приводным механизмам.
Так как в известных станах холодного пильгерования прокатываемое изделие подают исключительно с помощью приспособлений для подачи, то между приспособлением для подачи и зоной деформации действуют силы сжатия и напряжения. В связи с этим возникает серьезная опасность выскакивания прокатываемого изделия и стержня оправки, в частности тогда, когда стык между двумя следующими друг за другом заготовками или прутками находится между приспособлением для подачи и концом зоны деформации. В случае тонкостенных и особо малых труб или прутков малого диаметра часто возникающая проблема заключается в том, что концы заготовок или прутков вследствие усилия сжатия заклиниваются друг в друге или что концы прокатываемого изделия в зоне деформации закатываются друг в друга.
Задача данного изобретения заключается в том, чтобы исходя из описанного уровня техники предложить устройство и способ работы этого устройства, с помощью которого (-ых) могут быть прокатаны очень тонкостенные, особенно маленькие трубы или прутки малого диаметра без возникновения опасности заклинивания или закатки.
Согласно изобретению для решения этой задачи предложено, чтобы для вращения и транспортировки вперед прокатываемого изделия было предусмотрено транспортирующее устройство, расположенное со стороны выхода непосредственно за прокатной клетью, которое захватывает прокатанное на пилигримовом стане изделие по его периметру.
Изобретением предусматривается отказ от конструкции, существующей до сих пор, при которой прокатываемое изделие сдвигается в направлении прокатки приспособлением для подачи, расположенным перед прокатной клетью, и предлагается, чтобы прокатываемое изделие захватывалось со стороны выхода за прокатной клетью и протягивалось через зону прокатки. В этом случае в прокатываемом изделии предотвращаются критические напряжения сжатия и напряжения при продольном изгибе и тем самым обусловленные этим нарушения в процессе прокатки.
Предпочтительное выполнение изобретения предусматривает, чтобы транспортирующее устройство, расположенное со стороны выхода, было снабжено приводом вращения и подачи, расположенным со стороны входа, который, по меньшей мере, временно берет на себя подачу и вращение прокатанного на пилигримовом стане изделия и последовательность движений которого определяется последовательностью движений транспортирующего устройства со стороны выхода.
Во взаимодействии транспортирующего устройства согласно изобретению с обычным приводом вращения и подачи, расположенным перед прокатной клетью, и при соответствующем согласовании приспособлений, прокатываемое изделие сначала может быть введено с помощью приспособления со стороны входа в зону деформации прокатной клети и прокатано, при этом, после того, как начало изделия, прокатанного на пилигримовом стане, достигнет транспортирующего устройства со стороны выхода и там будет охвачено по своему периметру, привод вращения и подачи, расположенный со стороны входа, может быть включен таким образом, что только транспортирующее устройство со стороны выхода примет на себя транспортировку вперед прокатываемого изделия.
Согласно особому признаку изобретения предложено, чтобы транспортирующее устройство, расположенное со стороны выхода, приводилось в действие со скоростью транспортировки незначительно большей, чем скорость выхода прокатываемого изделия из прокатной клети. Это означает, что на изделие, прокатанное на пилигримовом стане, постоянно действует сила растяжения таким образом, что с надежностью предотвращаются критические напряжения сжатия и/или напряжения при продольном изгибе. Поэтому растягивающее напряжение, воздействующее снаружи на прокатываемое изделие, может повысить деформируемость прокатываемого материала.
Если согласно другому признаку изобретения предусмотрено, что привод вращения и подачи со стороны входа может включаться и выключаться независимо от транспортирующего устройства со стороны выхода, то тем самым могут охватываться различные режимы во время прокатки. При прокатке прокатываемого изделия необходимо только привести в действие приспособление для вращения и подачи со стороны входа. В тот момент, когда изделие, прокатанное на пилигримовом стане, выходит из прокатной клети и вводится в транспортирующее устройство со стороны выхода, оно может осуществлять транспортировку вперед прокатываемого изделия таким образом, что привод вращения и подачи со стороны входа можно выключить. При других режимах работы является допустимым совместное включение как привода вращения и подачи, так и транспортирующего устройства со стороны выхода, при этом соблюдается согласование приводов, приведенное в пункте 3 формулы изобретения.
Согласно особому выполнению изобретения предусмотрено, чтобы по меньшей мере транспортирующее устройство со стороны выхода было выполнено в виде неподвижной вращательно-поступательной головки с проходящей вокруг нее цепью, звенья которой охватывают трубную заготовку и посредством трения транспортируют ее в направлении прокатки. Устройства такого типа уже известны; до сих пор их применяют в качестве привода вращения и подачи перед прокатной клетью и они могут заменить входной зажимной патрон обычных станов холодного пильгерования.
При применении головок вращения и подачи такого типа, расположенных перед или за прокатной клетью и окруженных цепью, можно отказаться от зажимного патрона на входе и выходе. С помощью привода такого типа особенно благоприятно реализуются преимущества изобретения.
Способ пропускания прокатываемого изделия через устройство согласно изобретению отличается тем, что начало прокатываемого изделия сужают по диаметру в соответствии с диаметром готового, прокатанного в пилигримовом стане изделия, которое пройдя со стороны входа через прокатную клеть вводится в транспортирующее устройство. Такой способ заправки прежде всего необходим, если применяют только транспортирующее устройство со стороны выхода с признаками согласно изобретению. Этот случай применим, если должны быть прокатаны очень длинные или практически бесконечные прутки или заготовки. В этом случае прокатываемое изделие должно вводиться в транспортирующее устройство со стороны выхода лишь однократно и может почти бесконечно транспортироваться вперед и при этом "протягиваться" через зону деформации.
Сужение диаметра для пропускания прокатываемого изделия может быть выполнено, например, путем вытягивания начала прокатываемого изделия в приспособлении для вытягивания; допустимы также устройства, известные для формования волочильных хвостовиков перед волочильным станом.
Согласно другому признаку изобретения сужение диаметра может быть также выполнено стержнем, который коаксиально закрепляется на переднем конце прокатываемого изделия.
Чтобы при применении приводов вращения и подачи со стороны входа и транспортирующего устройства со стороны выхода можно было обеспечить согласование скоростей транспортировки обоих устройств, согласно другому признаку изобретения предусмотрено, чтобы сначала измерялась скорость транспортировки прокатываемого изделия со стороны выхода за прокатной клетью при открытом транспортирующем устройстве со стороны выхода и результат переносился на регулирование скоростей привода транспортирующего устройства, при этом скорость транспортирующего устройства, расположенного со стороны выхода, повышают на 3-10% относительно скорости транспортировки привода подачи со стороны входа, прежде чем транспортирующее устройство не будет закрыто от прокатываемого изделия.
С помощью такого приема гарантируется правильная регулировка скорости транспортировки транспортирующего устройства со стороны выхода, которая должна приниматься во внимание для того, чтобы прокатываемое изделие вследствие деформации в зоне деформации получало продольную скорость, которая сама по себе зависит от процесса деформации. Эта вытекающая из деформации скорость транспортировки далее известным образом повышается так, что не могут возникать недопустимые напряжения сжатия или напряжения при продольном изгибе.
Предложенное изобретение может предпочтительным образом обеспечить, что при прокатке заготовок, вводимых непосредственно друг за другом, не происходит заклинивание или закатка друг в друга концов труб; далее с помощью признаков изобретения обеспечивается, что между двумя следующими друг за другом заготовками, на стыке двух заготовок выдерживается постоянное расстояние, например, 20 мм.
С помощью признаков и мероприятий согласно изобретению может осуществляться холодное пильгерование очень тонкостенных труб с соотношением толщины стенки и диаметра <1:40, что до сих пор было невозможным или очень трудным. Изобретение повышает надежность процесса способа холодного пильгерования и исключает нарушения в работе. Согласно изобретению укороченные трубы также могут прокатываться лучше. Изобретение в равной мере применимо как для труб, так и для проволок и малых профилей.
Пример выполнения изобретения показан на чертеже и описывается ниже.
На чертеже показана прокатная клеть 1 для холодного пильгерования, которая осциллировано перемещается возвратно-поступательно, как на чертеже показано двойной стрелкой через прокатную клеть для холодного пильгерования. Осциллированное перемещение прокатной клети 1 для холодного пильгерования осуществляется с помощью кривошипно-шатунного механизма, расположенного под ней (не показан). Пара 2 валков вращается синхронно с движением прокатной клети 1, приводимая во вращение шестернями на осях валков, которые взаимодействуют с неподвижной зубчатой рейкой.
Валки калиброваны таким образом, что прокатываемое изделие остается свободным соответственно в обеих мертвых точках прокатной клети. К этим свободным зонам приводом 3 вращения и подачи в направлении стрелки 7 подается вперед заготовка, обозначенная на чертеже позицией 6, и одновременно поворачивается на заранее заданный угол. Если заготовка прокатана настолько, что труба, прокатанная через пилигримовый стан, выходящая из прокатной клети 1, захватывается транспортирующим устройством 4 со стороны выхода и может поворачиваться и протягиваться, то им поддерживается движение вращения и подачи. При продольном перемещении транспортирующего устройства со стороны выхода следует принимать во внимание характер перемещения прокатываемого изделия во время прокатки. Следующую за первой вторую заготовку 5 вводят с расстоянием, приблизительно, 20 мм в приспособление 3 для вращения и подачи таким образом, что концы следующих друг за другом труб не соприкасаются, в том числе и в зоне обжима. Как только конец прокатываемой трубы достигнет зоны деформации в прокатной клети 1, трубу с повышенной скоростью транспортировки быстро вытягивают из транспортирующего устройства таким образом, что не происходит соприкосновения с началом следующей трубы.
Изобретение относится к способу холодного пильгерования, в частности очень тонкостенных труб и прутков малого диаметра. Сущность: способ осуществляют в устройстве, имеющем валки, расположенные на стане для холодного пильгерования с возвратно-поступательно перемещающейся прокатной клетью, которые сужены и калиброваны по своему периметру, с помощью которых прокатываемое изделие поворачивают по меньшей мере на одной из двух мертвых точек прокатной клети и транспортируют вперед. Для этого для вращения и транспортировки вперед прокатываемого изделия предусмотрено транспортирующее устройство, расположенное со стороны выхода непосредственно за прокатной клетью, которое захватывает по периметру изделие, прокатанное в пилигримовом стане. При этом для регулировки скорости транспортировки транспортирующего устройства, расположенного со стороны выхода, сначала измеряют скорость транспортировки выходящего прокатываемого изделия за прокатной клетью при открытом транспортирующем устройстве со стороны выхода и результат переносят на регулирование скорости привода транспортирующего устройства, причем скорость транспортирующего устройства, расположенного со стороны выхода, повышают на 3-10% относительно скорости транспортировки привода подачи со стороны входа, перед тем как транспортирующее устройство будет закрыто относительно прокатываемого изделия. Способ и устройство, с помощью которого осуществляется способ, позволяют прокатать очень тонкостенные, особенно маленькие трубы или прутки малого диаметра без возникновения опасности заклинивания или закатки. 5 з.п. ф-лы, 1 ил.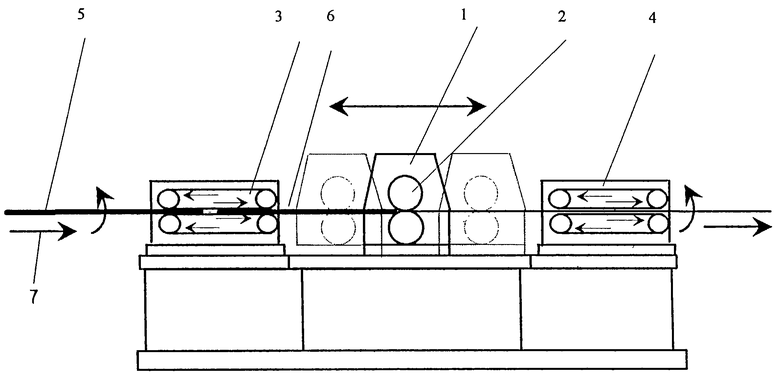
| Лентопротяжный механизм магнитофона | 1977 |
|
SU645200A1 |
| EP 0433767 B1, 26.06.1991 | |||
| Способ холодной прокатки труб | 1977 |
|
SU863025A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1595596A1 |
| Стан холодной прокатки труб | 1988 |
|
SU1646634A1 |

