Изобретение касается литейного производства, в частности устройств, применяемых в стержневых ящиках при изготовлении стержней и форм пескодувным способом, стержней в нагреваемой оснастке, керамических форм, пресс-форм и кокилей.
Известна вента, состоящая из цилиндрической втулки, в которую запрессован пучок круглых стержней.
Эта вента имеет низкую разреженность, в ней нет зоны, способствующей активной вентиляции, отсюда повышенный расход материала на ее изготовление, что ведет к повышенным трудовым затратам, и ограниченную применяемость из-за ее некомпактности.
Известна также вента, содержащая корпус, в котором размещены стержни вплотную друг к другу, причем в корпусе по всей его высоте выполнены отверстия, попарно сообщенные пазами с внешней его стороны, а каждый стержень выполнен П-образным и размещен в попарно сообщенных отверстиях, при этом концы стержней размещены заподлицо с рабочим торцем корпуса.
Эта вента также имеет низкую разреженность в зоне, способствующей активной вентиляции, т.к. все стержни проходят через все зоны венты, при этом сверлится повышенное количество отверстий под стержни, отсюда повышенный расход материала на ее изготовление, что ведет к повышенной трудоемкости и повышению трудовых затрат, и ограниченную применяемость из-за ее некомпактности.
Известна вента, корпус которой выполнен в виде сердечника, на котором закреплены стержни, имеющие V-образную форму, а на нижних концах сердечника выполнены кольца.
Эта вента также имеет низкую разреженность в зоне, способствующей активной вентиляции, повышенный расход материала на ее изготовление, т.к. стержни проходят через зоны венты, что ведет к повышенным трудовым затратам, и ограниченную применяемость по причине ее некомпактности.
Цель изобретения разрежение зоны, способствующей активной вентиляции, расширение технологических возможностей и снижение трудовых затрат.
Указанная цель достигается тем, что верхняя часть стержней имеет дополнительный стержень меньшей длины, соединенный сгибом с основным. Основной и дополнительный стержни, уплотняясь между собой, формируют и образуют в верхней активной зоне дно заподлицо с корпусом оснастки, в средней зоне образуется скрутка, а в нижней зоне расположены кольца.
При таком исполнении торцев как основного, так и дополнительного стержней увеличивается разреженность в зоне, способствующей активной вентиляции, уменьшается расход материала на стержни, т.к. часть стержней венты (дополнительных стержней) не проходит через среднюю и нижнюю зоны, и увеличивается возможность постановки венты, т.к. венту можно изготовить из одного и нескольких дополнительных стержней, что расширяет технологические возможности.
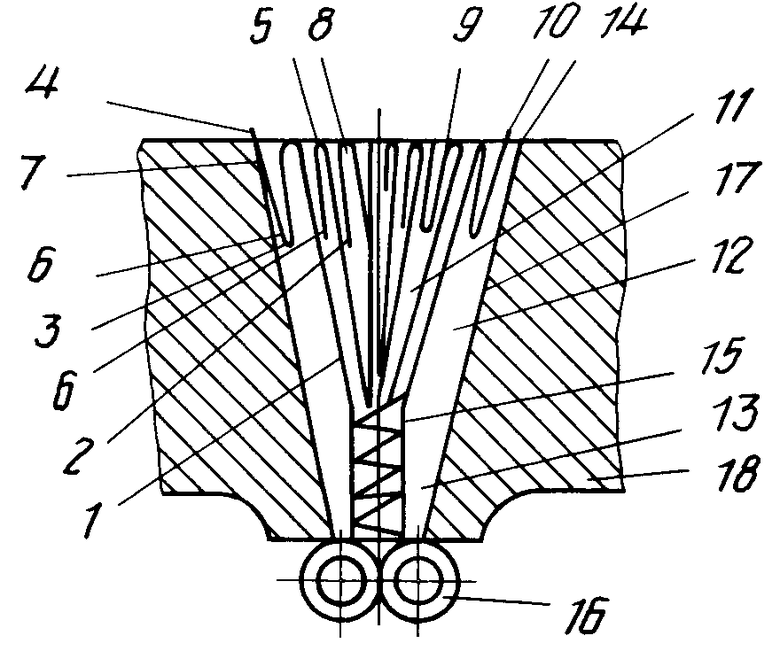
На чертеже изображена предлагаемая вента в корпусе, разрез.
Вента состоит из основного стержня 1 и дополнительных стержней 2 и 3 (по необходимости) со свободным концом 4 и рабочим торцем 5, изготовленных из одной заготовки (круглой проволоки). Часть боковой поверхности 6 стержней 1, 2 и 3 формирует и образует боковую поверхность 7 венты. Стержень 1 и дополнительные стержни 2 и 3 согнуты между собой и образуют сгиб 8, который и обеспечивает необходимую жесткость дополнительным стержням 2 и 3. Конец сгиба 8 образует рабочий торец 9, а свободный конец дополнительного стержня образует торец 10. Вента имеет активную зону 11, среднюю зону 12, способствующую активной вентиляции, и нижнюю зону 13. В верхней активной зоне 11 сосредоточены стержни 1, 2 и 3 с торцами 5, 9 и 10, которые образуют рабочую поверхность 14 венты и плотно прилегают друг к другу. В средней зоне 12 образована скрутка 15 основных стержней 1, а в нижней зоне 13 завиты кольца 16.
Подготовка венты к работе производится следующим образом.
Вначале формируют верхнюю активную зону 11. Берут стальную проволоку 0,03-0,8 мм необходимой длины для стержня 1 с учетом развернутой длины дополнительных стержней 2 или 3 и развернутую длину колец 16 и гнут один или два дополнительных стержня 2 и 3, причем длина их в центре венты меньше (3-5 мм), а прилегающие к отверстию 17 корпуса 18 оснастки длина их больше (до 10 мм), тем самым обеспечивается необходимый конус венты для удержания ее в конусном отверстии 17 оснастки. Далее для жесткости венты производят скрутку 15 всех основных стержней 1 в средней зоне 12. Необходимое количество стержней 1 и качество их уплотнения определяются по ровным торцам 9 и 10 с помощью конуса-гильзы (шаблон), соответствующей посадочному месту венты.
Готовая вента устанавливается в гнездо отверстия 17 корпуса 18 оснастки. Если торцы 9 и 10 выступают над профилем оснастки, т.е. над рабочей поверхностью 14 оснастки, то эти концы удаляют кусачками и зачищают бормашинкой.
Установка венты в гнездо оснастки производится следующим образом.
Вента скруткой 15 пропускается через посадочное отверстие 17 корпуса 18 оснастки со стороны рабочей поверхности 14 оснастки, а затем скрутка 15 в нижней зоне 13 раздваивается и на каждой раздвоенной части навиваются кольца 16. Затем кольца 16 разводятся и устанавливаются одно на другое таким образом, чтобы впадины витков одного встали на выступ другого витка, в результате чего происходит стопорение венты в корпусе 18 оснастки. При проседании венты в посадочном отверстии 17 оснастки необходимо добавить несколько стержней 1, а при выступании венты в посадочном отверстии 17 оснастки необходимо убрать несколько стержней 1 из венты.
Вента работает следующим образом.
При настреле смеси проходные отверстия (щели) между, например, круглыми прилегающими друг к другу свободными концами стержней 1 и 2 в активной зоне 11 пропускают воздух из стержневого ящика, смесь задерживается, естественно при этом вента забивается заклинившимися в ней песчаными частицами и капельками связующего материала. Затем стержневая смесь продувается углекислым газом, твердеет и изделие удаляется из полости оснастки. После этого полость оснастки продувается сжатым воздухом от остатков смеси, при этом воздушный поток попадает на рабочую поверхность, проходит между стержнями 1, 2 и 3, вибрирует их, разрушает заклинившиеся в них песчинки, чем и достигается положительный эффект самоочищения. Затем оснастка с вентой продувается сжатым воздухом, смазывается разделительным составом, после чего готова к очередному настрелу следующей порции смеси.
При настреле следующей порции смеси воздух из полости оснастки проходит зоны 11, 12 и 13 и создает вибрацию стержней 1, 2 и 3, при этом каждый раз при продувке и настреле вента под действием этих сил опускается вниз до предела сил упругости скрутки 15 и стержней 1, 2 и 3, после чего давление нормализуется и вента под действием упругих сил скрутки 15, стержней 1, 2 и 3 и колец 16 занимает исходное положение. Каждый раз при этом из активной зоны 11 воздушный поток разрежается, чем и достигается положительный эффект.
Таким образом, предлагаемая вента проста в изготовлении, надежна в работе, обеспечивает высокую разреженность в зоне, способствующей активной вентиляции, т. к. значительно сократилось количество основных стержней, расширяет технологические возможности, т.к. создалась возможность изготовить и поставить в оснастку венту из одного основного стержня, потому что диаметр отверстия посадочного места сведен до минимума, и установить ее в самых неудобных и недоступных местах, чем и обеспечивается качество литья, что дополнительно снижает трудовые затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕНТА ПАРАХИНА В.И. | 1990 |
|
RU2006335C1 |
| Вента Парахина В.И. | 1990 |
|
SU1811962A1 |
| ВЕНТА, СПОСОБ СБОРКИ И ЭКСПЛУАТАЦИИ | 2012 |
|
RU2533302C2 |
| ВЕНТА ДЛЯ ЛИТЕЙНОЙ ОСНАСТКИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2397840C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ПАРАХИНА В.И. | 1991 |
|
RU2029633C1 |
| ЗАПОРНОЕ УСТРОЙСТВО КРЫШКИ ЛЮКА ПАРАХИНА В.И. | 2012 |
|
RU2550113C2 |
| Распылительная головка Парахина В.И. | 1991 |
|
SU1835314A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА В.И.ПАРАХИНА | 1992 |
|
RU2084291C1 |
| Распылительная головка | 1990 |
|
SU1745355A1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ | 2008 |
|
RU2395363C2 |
Использование: в литейном производстве, является вентиляционным каналом и устанавливается в рабочей полости технологической оснастки. Сущность изобретения: вента содержит стержни, концы которых отогнуты, а их изгибы образуют рабочий торец. Такая конструкция способствует разрежению зоны активной вентиляции, расширяет технологические возможности и снижает трудовые затраты. 1 ил.
ВЕНТА преимущественно для литейной оснастки, содержащая стержни, установленные с образованием рабочего торца, отличающаяся тем, что концы стержня отогнуты, а их изгибы образуют рабочий торец.
| Вента Парахина В.И. | 1990 |
|
SU1811962A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
