Группа изобретений относится к литейному производству и может быть использована преимущественно для получения литья в формах с уплотнением формовочной смеси с применением прибылей для предупреждения образования усадочных и газовых раковин в отливках.
Известны прибыли литниковых систем (см. В.Н.Иванов, словарь-справочник по литейному производству. М.: Машиностроение, 1990, стр.141, рис.Л-2 и стр.238, рис.П.48) Они содержат корпус, разделительную пластинку из стержневой смеси, стержень с газовым зарядом, втулку из экзотермической смеси и стержень из низко проводимого материала (аналог).
К недостаткам известной прибыли относятся:
1. Некомпактность конструкции из-за наличия знаковой части, не позволяющей устанавливать ее на отливках с малыми узлами питания.
2. Недостаточное качество литья из-за ограниченного питания отливки, т.к. происходит захолаживание металла в центральном канале из-за установки разделительной пластины поперек узла питания.
3. Неэффективное атмосферное давление на жидкий металл в прибыли, что способствует образованию газовых раковин.
Известна и легкоотделяемая прибыль литниковой системы (см. п.2192330, опубл. в бюл. №31, 2002). Она содержит корпус с полостью и отверстием для выхода газов, разделительную монолитную пластину из древесины, ее ребра заострены и выполнены крестообразно.
Это устройство наиболее близко по технической сути к предлагаемому и выбрано в качестве прототипа.
К недостаткам известной прибыли относятся:
1. Некомпактность и сложность конструкции из-за того, что разделительная пластина имеет форму крестообразную и служит как разделительная перегородка для лучшего отделения прибыли от отливки.
2. Пластина имеет форму прямоугольника, концы ее заострены, что ведет к повышенной трудоемкости при изготовлении и сборке, кроме того, жесткая установка пластины в полость прибыли требует значительных усилий для ее вдавливания вдоль оси прибыли из-за повышенной суммарной площади контакта заостренных ребер в полости прибыли, что ведет к повышенной утомляемости, т.е. снижению производительности.
3. Разделительная пластина имеет обширную площадь контакта в полости прибыли и перекрывает отверстие для выхода газов, что препятствует нормальному выходу газов в момент заливки.
4. Нарушается целостность корочки в момент кристаллизации по вине массивной конструкции пластины.
Широко известен способ применения прибыли, наиболее близкий к предлагаемому, заключающийся в заполнении ее полости жидким металлом, обогреве или сгорании деревянного элемента и образовании корочки на поверхности металла в полости корпуса (прототипом может быть и способ, указанный в описании к п.2192330). В этих способах сгораемый деревянный элемент является разделительной пластиной, которая хоть и выделяет дополнительное тепло для разогрева прибыли и создания благоприятных условий для подпитки отливки, но все же служит для более быстрого и легкого отделения прибыли и лишь незначительно влияет на качество литья. Этот способ имеет и следующие недостатки:
1. Происходит обширный контакт заостренных концов пластины с формовочной смесью и с атмосферой, влияющий на качество литья.
2. Большая площадь нарушения герметичности при образовании корочки прибыли из-за установки разделительной пластины.
3. Невозможность создания дополнительного давления на жидкий металл под корочкой прибыли, т.к. из-за одинаковой толщины пластины обеспечивается одновременное ее сгорание по всему сечению.
Предлагаемыми изобретениями решается задача повышения качества литья и снижения трудоемкости при изготовлении отливок. При этом достигается следующий технический результат:
упрощение конструкции сгораемого деревянного элемента, сокращение до минимума площади контакта с поверхностью полости прибыли и атмосферой, снижение трудоемкости применения прибыли, сохранение целостности корочки прибыли, необходимой для создания пульсирующего автономного дополнительного давления на жидкий металл для препятствия шлакообразованию и образованию газовых раковин в отливках.
Для достижения указанного технического результата в литейной форме, содержащей литниковую систему с прибылью и отверстием для выхода газов, сгораемый деревянный элемент, установленный в прибыли, имеет форму пирамиды, вершина которой вдавлена в боковую верхнюю часть прибыли наклонно к ее оси. Элемент может иметь и форму конуса с круглым основанием, но изготовить его сложнее.
Отличительными от прототипа являются следующие признаки: сгораемый деревянный элемент имеет форму пирамиды с многогранником в основании (треугольником, прямоугольником, шестиугольником и т.д.). Вершина пирамиды вдавлена в боковую верхнюю часть прибыли наклонно к ее оси.
Эти признаки обусловили возможность первоочередного отгорания тонкой части (вершины) деревянного элемента и всплытие большей его части под корочку на поверхности металла. Расположение элемента в верхней части прибыли обусловлено большим скоплением шлака и газа именно в этой части и созданием дополнительного эффекта от быстрого всплытия и сгорания элемента. Элемент компактен, легко изготавливается, прост по конструкции и не перекрывает при его установке отверстия в литейной форме для выхода газов. С этой целью лучше его вдавливать в боковую верхнюю часть прибыли наклонно к ее оси, что также просто и удобно и не нарушает впоследствии герметичности корочки на поверхности металла.
Таким образом, снижается трудоемкость, упрощается конструкция сгораемого деревянного элемента, сокращается до минимума площадь контакта его с поверхностью прибыли, и отсутствует контакт с атмосферой, создается возможность получения качественной отливки.
Для достижения указанного технического результата предлагается способ литья, включающий заполнение жидким металлом литейной формы с прибылью, в которую устанавливают сгораемый деревянный элемент, создание повышенного давления и образование корочки металла в полости прибыли, сгораемый деревянный элемент выполняют в форме пирамиды, вершиной вдавливают его в боковую верхнюю часть прибыли наклонно к ее оси с возможностью отгорания его в месте установки, всплытия и образования герметичной корочки металла в зоне отгоревшей вершины деревянного элемента.
Отличительными от прототипа являются следующие признаки: отгорая в месте установки, большая часть сгораемого деревянного элемента всплывает под образовавшуюся герметичную корочку на поверхности металла в прибыли и догорает, создавая дополнительное повышенное давление с образованием пульсации металла под корочкой, препятствующее шлакообразованию и образованию газовых раковин в отливке, т.к. с возникновением даже незначительного давления резко снижается окислительная реакция металла.
Эти признаки обусловили сохранение целостности корочки на поверхности металла в полости прибыли, необходимой для создания пульсирующего автономного дополнительного давления на жидкий металл, что происходит при поэтапном сгорании деревянного элемента, вначале, в тонком сечении (по месту установки) незащемленной большей части элемента, ее всплытии и окончательном сгорании под корочкой для препятствия шлакообразованию и образованию газовых раковин в отливках, т.к. замедляется процесс окисления металла.
Эти признаки положительно влияют на качество литья, которое получается без указанных литейных дефектов, поскольку пульсация жидкого металла под давлением обеспечивает качественное удаление шлака и газа изнутри на периферию отливки.
Заявляемые изобретения имеют отличия от наиболее близких аналогов, следовательно, они удовлетворяют условию патентоспособности изобретения - «новизна». Анализ уровня техники в этой области показал, что признаки, отличающие заявленные решения, не были выявлены, что удовлетворяет условию патентоспособности изобретений - «изобретательский уровень».
Заявленные решения взаимосвязаны настолько, что образуют единый изобретательский замысел. Действительно, предложенный способ литья можно осуществить лишь с заявляемой литейной формой, следовательно, удовлетворено требование - «единство изобретения».
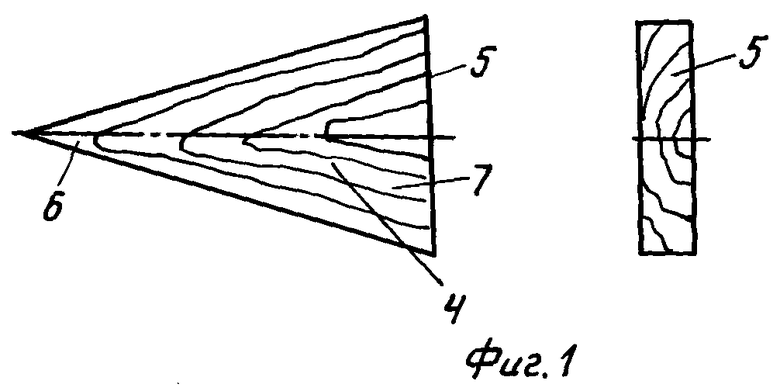
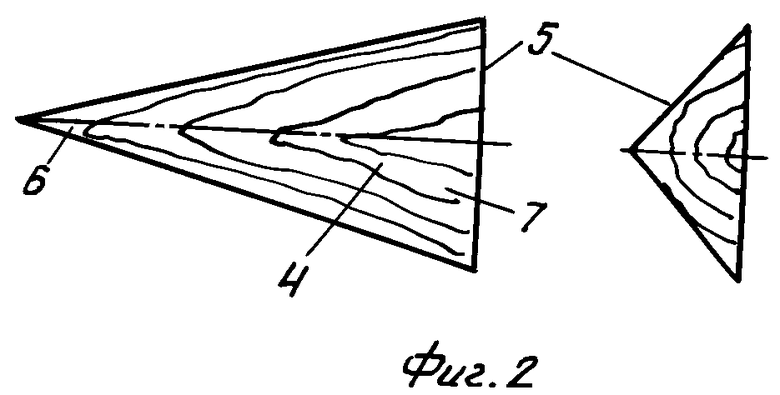
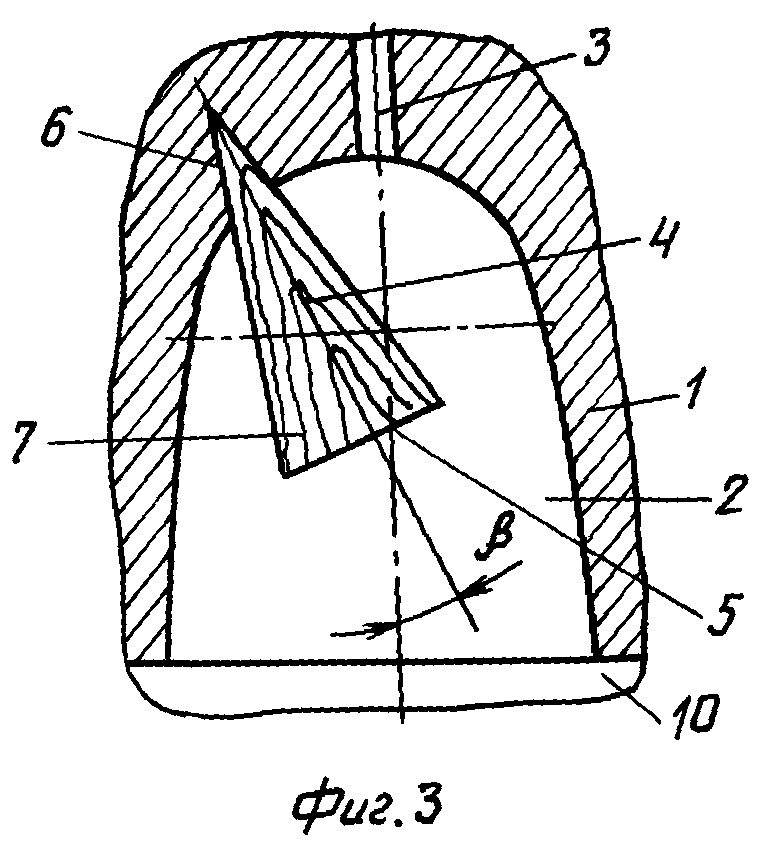
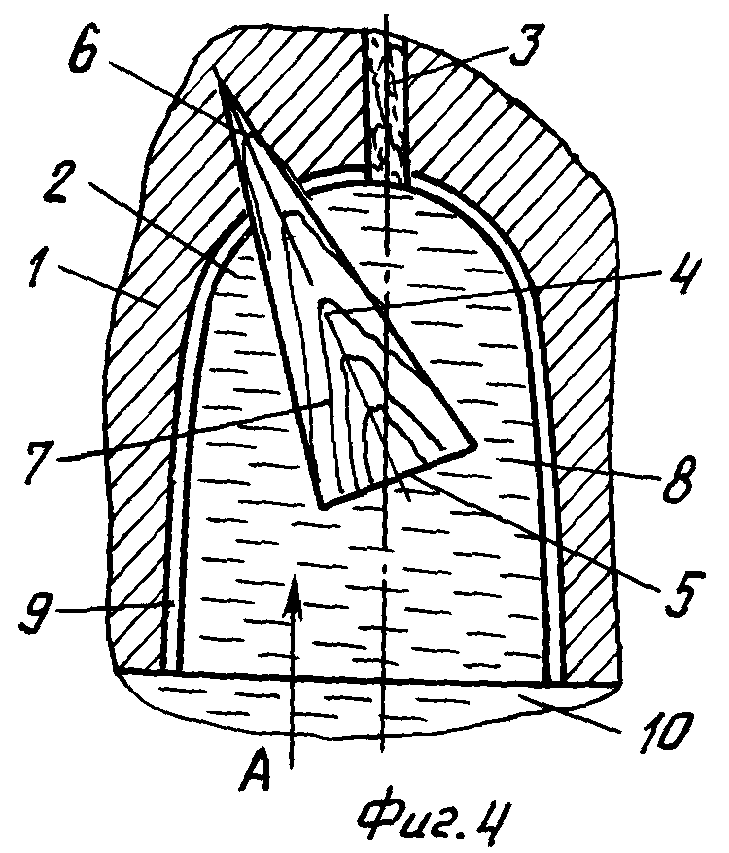
Предлагаемая группа изобретений поясняется примером осуществления и иллюстрируется чертежами, где на фиг.1 и 2 изображен сгораемый деревянный элемент, имеющий форму пирамиды с многогранником (например, треугольником) в основании, на фиг.3 - прибыль в сборе со сгораемым деревянным элементом (разрез), на фиг.4 - то же, но после заливки металла с образовавшейся корочкой, на фиг.5 - прибыль с всплывшей после отгорания в месте установки большей частью деревянного элемента.
Литейная форма состоит из корпуса 1 с полостью 2 для жидкого металла 8 и отверстием 3 для выхода газов, сгораемого деревянного элемента 4 с многогранным основанием 5 (фиг.1) и (фиг.2), вершина 6 элемента 4 вдавлена в корпус 1, большая часть 7 деревянного элемента 4 находится в полости 2.
Устройство и способ его применения осуществляются следующим образом.
Заливаемый металл 8 поступает (указано стрелкой А) в полость 2 прибыли и заполняет ее. При этом жидкий металл заливает деревянный элемент 4 со всех сторон, кроме вершины 6, находящейся в корпусе 1, газы выходят через отверстие 3. В полости 2 на поверхности жидкого металла 8 образуется корочка 9.
Через некоторое время деревянный элемент 4 в наименьшем его сечении отгорает, и его большая часть 7 всплывает под корочку 9, освобождая место для образования корочки в зоне обгоревшего конца, таким образом, образуется герметичная корочка 9, внутри которой догорает массивная часть 7 деревянного элемента 4.
Пример осуществления способа: после поступления металла в полость, отгорания большей части элемента и ее всплытия осуществляется второй этап - горение. За время сгорания деревянного элемента 4 успевает образоваться корочка в зоне отверстия 3 для выхода газов, т.е. вся поверхность жидкого металла в полости оказалась под корочкой, которая стала герметичной (без разрывов). Так как при горении деревянного элемента выделяются газы, под герметичной корочкой возникает дополнительное, т.е. повышенное, принудительное давление на жидкий металл отливки 10 жидким металлом 8 прибыли (указано стрелкой Б), что вызывает его пульсацию и более качественное питание отливки. Это благоприятно сказывается на качестве литья, т.к. медленнее происходит выделение окислов из жидкого металла (С+О=СО), что препятствует шлакообразованию. А это способствует получению качественного литья без примесей и раковин. В момент повышенного давления и пульсации металла выходят на формы из отливки газ и шлак. Пульсация может продолжаться до 2-х подъемов металла в зоне заливочной воронки прибыли.
Предлагаемая группа изобретений успешно осуществлена в литейном цехе предприятия. Испытания показали высокое качество литья, которое выполнено без раковин и дополнительных примесей. Этот факт свидетельствует о выполнении условия патентоспособности изобретений - «промышленная применимость».
Из всего вышеописанного следует, что задача повышения качества литья и снижения трудоемкости при его изготовлении решена. При этом упростилась конструкция сгораемого деревянного элемента и создалась возможность получения отливок в формах с уплотнением формовочной смеси с принудительным давлением и пульсацией жидкого металла отливки внутри образовавшейся корочки.
Предлагаемая группа изобретений проста, надежна, экономична, пригодна для быстрого и широкого использования в литейном производстве на любых отливках, имеющих прибыли.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКООТДЕЛЯЕМАЯ ПРИБЫЛЬ ЛИТНИКОВОЙ СИСТЕМЫ И СПОСОБ ЕЕ ОТДЕЛЕНИЯ | 2000 |
|
RU2192330C2 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367540C2 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
Изобретение относится к литейному производству. Литейная форма содержит литниковую систему с прибылью и отверстием для выхода газов, сгораемый деревянный элемент, установленный в прибыли. Деревянный элемент имеет форму пирамиды, вершина которой вдавлена в боковую верхнюю часть прибыли наклонно к ее оси. Достигается снижение вероятности возникновения газовых раковин в отливки и повышение качества литья. 2 н.п. ф-лы, 5 ил.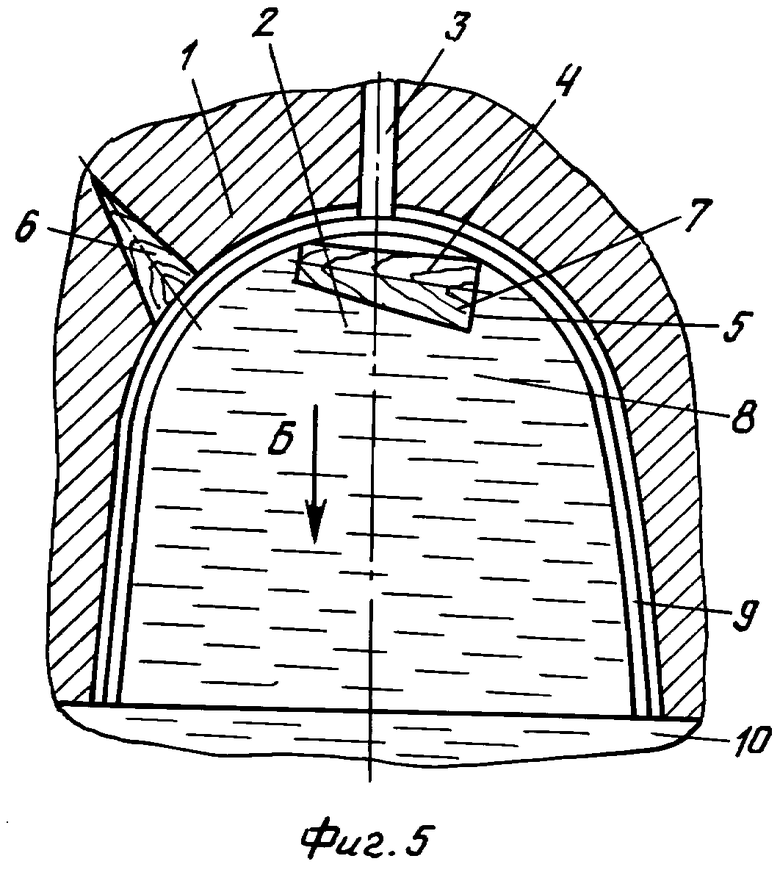
1. Литейная форма, содержащая литниковую систему с прибылью и отверстием для выхода газов, сгораемый деревянный элемент, установленный в прибыли, отличающаяся тем, что сгораемый деревянный элемент имеет форму пирамиды, вершина которой вдавлена в боковую верхнюю часть прибыли наклонно к ее оси.
2. Способ литья, включающий заполнение жидким металлом литейной формы с прибылью, в которую устанавливают сгораемый деревянный элемент, создание повышенного давления и образование корочки металла в полости прибыли, отличающийся тем, что сгораемый деревянный элемент выполняют в форме пирамиды, вершиной вдавливают его в боковую верхнюю часть прибыли наклонно к ее оси с возможностью отгорания его в месте установки, всплытия и образования герметичной корочки металла в зоне отгоревшей вершины деревянного элемента.
| ЛЕГКООТДЕЛЯЕМАЯ ПРИБЫЛЬ ЛИТНИКОВОЙ СИСТЕМЫ И СПОСОБ ЕЕ ОТДЕЛЕНИЯ | 2000 |
|
RU2192330C2 |
| Прибыль для литейных форм | 1945 |
|
SU66102A1 |
| US 4467858 А, 28.08.1984 | |||
| DE 3317631 A1, 15.11.1984. | |||

