Изобретение относится к технике жидкофазного (горячего) нанесения металлических покрытий, в первую очередь, из сплавов на основе алюминия и цинка, на стальные трубы с условным проходом 10-65 мм окунанием в металлический расплав и может быть использовано в металлургии, машино- и приборостроении, а энергетике и строительной индустрии.
Несмотря на то, что способы горячего нанесения алюминия и его сплавов самые высокопроизводительные и дешевые из известных способов [1][2] широкое внедрение труб с алюминиевыми и цинкалюминиевыми покрытиями сдерживается из-за отсутствия стойких в металлических расплавах материалов для изготовления крупногабаритных ванн, из-за высоких потерь энергии и цветного металла открытым зеркалом расплава металла и отсутствия приемлемых способов нагрева расплава металла в крупногабаритных ваннах.
Известен способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами, при котором внутреннюю поверхность труб покрывают расплавом в процессе их изготовления путем специального изгиба непрерывной трубы для создания петли ниже оси сварки труб и введения внутрь трубы в зону петли порций металла покрытия [3] Но такой способ неприменим при двустороннем покрытии уже готовых труб мерной длины.
Наиболее близким по технической сущности и достигаемому эффекту является способ нанесения жидкофазного металлического покрытия на внутреннюю и наружную поверхности труб в потоке, включающий очистку и подготовку поверхности, изгиб каждой трубы при продольном дискретном перемещении, нагрев и проводку через металлический расплав изогнутой трубы, охлаждение и правку труб [4]
При этом трубу изгибают с радиусом гиба 1-2,5 м в зависимости от диаметра путем пластической деформации без подогрева, нагревают в изогнутом состоянии индуктором проводят через расплав металла покрытия, затем охлаждают, подвергают выпрямлению, правке и разрезают на мерные длины.
Такое техническое решение позволяет осуществлять высокопроизводительную поточную технологию нанесения горячих покрытий свинцом, оловом, цинком, цинкалюминиевыми, алюминийцинковыми и алюминиевыми сплавами металлических (стальных) труб длиной 6-40 м и более в малогабаритных ваннах.
К недостаткам прототипа относятся сложность способа, связанная с необходимостью изгиба труб перед нанесением покрытия и выпрямления их после нанесения покрытия в специальных устройствах, а также недостаточная надежность работы ванны с расплавом металла покрытия из-за ударов торцами дискретно перемещаемых труб (особенно при толщине их стенки более 2 мм). Это приводит к необходимости погружения в расплав и установке дополнительных проводящих воронок, эксплуатация которых усложняет обслуживание и требует снижения скорости движения труб (снижения производительности) по мере увеличения диаметра и массы.
Для прототипа также характерны трудности предварительного разогрева и нагрева для поддержания рабочей температуры расплава металла покрытия через стенки корпуса ванны.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для нанесения металлических покрытия на внутреннюю и наружную поверхности труб, содержащее транспортирующие механизмы, механизмы изгиба труб и задачи их в расплав, ванну для расплава со средствами нагрева и регулирования температуры, механизмы выдачи, выпрямления и правки труб, средства охлаждения труб [4]
Устройство снабжено машиной для изгиба труб без нагрева с радиусом гибки 1-2,5 м в зависимости от диаметра труб, индуктором для нагрева изогнутых труб, механизмами проводки труб через ванну с фарватером, эквидистантным изогнутой трубе, и машиной для выпрямления труб.
Это устройство является высокопроизводительным и обеспечивает нанесение горячих металлических покрытий одновременно на наружную и внутреннюю поверхности дискретно перемещаемых в потоке труб длиной до 40 м и более.
Недостатком устройства является сложность гибки и последующего выпрямления труб из-за необходимости расположения большого количества валковых клетей (для исключения гофров по длине) на разных отметках с отклонением осей этих устройств; громоздкости устройств для покрытий труб диаметром более 25-30 мм; низкой стойкости валков при гибке труб без технологической смазки в условиях дискретного перемещения и ударов валков торцами труб; низкой стойкости валков при выпрямлении горячих труб (при 300-600оС) в процессе охлаждения после нанесения покрытий; наличия специальных плавильных агрегатов и насосов или иных средств перекачивания расплава металла.
Цель изобретения упрощение реализации способа нанесения металлических покрытий на внутреннюю и внешнюю поверхности труб и устройства для его осуществления, а также повышение надежности работы ванны.
Это достигается тем, что при способе нанесения металлических покрытий на внутреннюю и внешнюю поверхности труб, включающем подготовку поверхности, нагрев, изгиб трубы и проводку изогнутой трубы через металлический расплав причем обработке подвергают поток труб при дискретном перемещении каждой трубы, согласно изобретению, изгиб трубы осуществляют с одновременной ее проводкой через металлический расплав, причем трубу изгибают в пределах упругих деформаций металла путем проталкивания ее через изогнутый канал, содержащий расплав металла- покрытия.
Кроме того, нагрев трубы возможно осуществить индуктором в защитной атмосфере, а также в расплаве флюса с помощью электродов до температуры выше температуры расплава металла-покрытия.
В устройстве для нанесения металлических покрытий на внутреннюю и внешнюю поверхности труб, содержащем транспортирующие механизмы, средства нагрева, средство изгиба труб, задающую приводную клеть, ванну для расплава, механизмы выдачи и правки труб со средствами охлаждения, согласно изобретению средство изгиба трубы выполнено в виде изогнутой перфорированной трубы из коррозионной-стойкого материала, причем ее изогнутая часть расположена в ванне ниже зеркала расплава. Кроме того, изогнутая перфорированная труба может быть выполнена в виде участка спирали, а также средство нагрева может быть выполнено в виде U-образной трубы, причем изогнутая перфорированая труба жестко смонтирована с U-образной трубой.
Изобретение позволяет за счет изгиба трубы в пределах упругих деформаций металла упростить способ за счет упрощения операции правки труб и проведения временного их изгиба, а также уменьшить глубину погружения трубы в расплав металла покрытия, регулировать и увеличивать скорость проводки. За счет одновременного изгиба трубы с ее проводкой через металлический расплав исключается применение специальных машин изгиба и выпрямления труб с пластической деформацией металла и сложной правкой в связи с необходимостью устранения условий возникновения гофров. Это позволяет уменьшить габариты устройства, упростить способ нанесения покрытия и конструкцию устройства. Кроме того, появляется возможность проводки трубы в закрытом канале, исключив удары торцов труб о стенки ванны, что повышает надежность работы ванны.
Кроме того, появляется возможность упростить средства нагрева расплава, так как при поступлении уже нагретых труб снижается количество подводимого тепла для поддержания рабочей температуры расплава, что позволяет исключить нагрев ванны через стенки корпуса, применить футерованную ванну и повысить надежность ее работы.
Таким образом, предлагаемые способ и устройство позволяют упростить устройство за счет исключения машин изгиба и выпрямления труб, уменьшения общих габаритов, упрощения средств нагрева расплава металла покрытия и упрощения ремонта благодаря возможности быстрой замены проводки и U-образного трубчатого подогревателя; повысить надежность работы ванны за счет отсутствия контактов труб с футеровкой ванн, исключения нагрева расплава через стенки корпуса ванны и благодаря этому предотвращения разрушения ванны с авариями, а также за счет работы ванны в режиме "термоса" без дополнительного обогрева ванны.
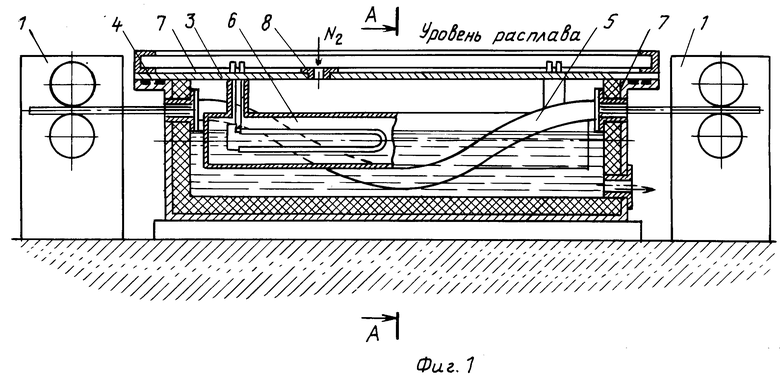
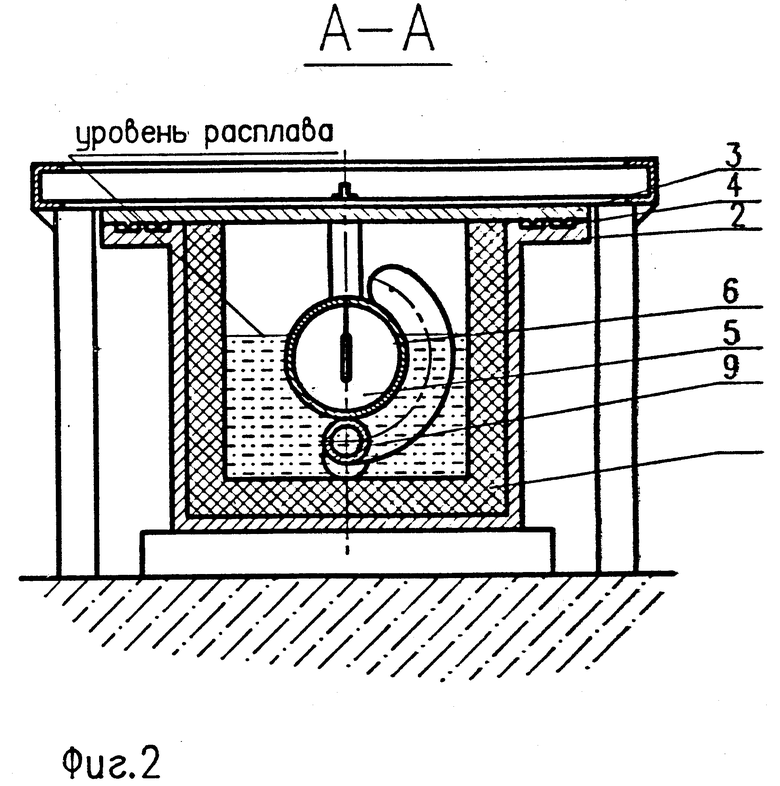
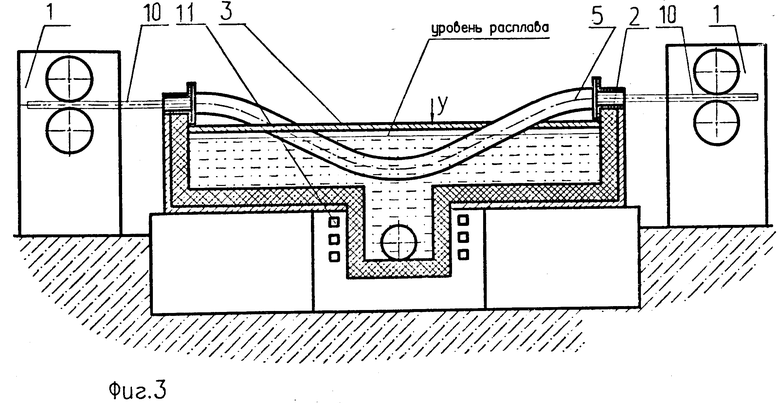
На фиг. 1 изображена принципиальная схема устройства для осуществления способа нанесения металлических покрытий на внутреннюю и внешнюю поверхности труб, продольный разрез; на фиг.2 то же, поперечный разрез; на фиг.3 схема устройства для осуществления варианта способа с использованием малогабаритной ванны.
Устройство содержит приводные валковые клети (трайб-аппараты) 1 на входе и выходе, ванну 2 с расплавом металла покрытия, состоящую из стального сварного корпуса, теплоизоляционной засыпки и керамической футеровки, подъемную крышку 3 с уплотнительными затворами 4 (песочными и жидкостными) по периметру, перфорированный изогнутый канал 5 из коррозионно-стойкого материала, трубчатый U-образный нагреватель 6. Ванна 2 снабжена входным и выходным отверстиями 7, штуцерами 8 и 9 для подвода защитного газа и для подвода и слива расплава металла соответственно.
Способ нанесения металлических покрытий на внутреннюю и внешнюю поверхности труб посредством предлагаемого устройства осуществляется следующим образом.
Труба 10 после очистки, предварительной подготовки поверхности (флюсование) и нагрева поступает по рольгангу (на чертеже не показан), захватывается приводной валковой клетью 1 и проталкивается ею через перфорированный изогнутый канал 5. При этом труба 10 изгибается в канале 5 в пределах упругих деформаций (естественно прогиба при температуру трубы), в нижней части канала 5 ниже уровня расплава в ванне 2, передний конец трубы 10 захватывает порцию расплава металла, заполняя участок внутри нижней части трубы. Порция захватываемого расплава металла покрытия для любого диаметра обрабатываемой трубы обеспечивает покрытие внутренней поверхности трубы длиной до 100-140 пог. м и более, что значительно превышает длину обрабатываемых труб.
При достижении на выходе из перфорированного канала 5 выходной приводной валковой клети 1 труба 10 захватывается, извлекается из канала 5 и направляется на охлаждение и правку.
При выходе заднего конца трубы 10 из расплава металла покрытия (выше уровня) из ее полости выливаются в канал 5 и в ванну 2 остатки порции расплава, захваченного трубой 10.
С целью создания разрыва между трубами 10 внутри канала 5 приводные валковые клети 1 на входе и выходе работают с разными скоростями. При этом скорость вращения выходных валков в 1,5 раза выше, чем входных.
Консольно закрепленные с одного торца стальные трубы диаметром 10-76 мм при температурах выше 400оС имеют свободный прогиб (т.е. прогибаются за счет упругой деформации до 800 мм при длине трубы более 4 м, т.е. глубина погружения перфорированного изогнутого канала 5 в расплав может изменяться в широких пределах от 200 до 600 мм и более.
Наиболее удобным является расположение перфорированного канала 5 в виде участка спирали. Этим достигается удобство догрева канала 5, расплава и обрабатываемой трубы 10 с помощью трубчатого U-образного нагревателя 6, возможность более равномерного нагрева; удобство крепления; ремонта и замены перфорированного канала 5; более равномерное распределение покрытия внутренней поверхности за счет частичного поворота обрабатываемой трубы 10; возможность варьирования углов входа и выхода обрабатываемых труб при прохождении через перфорированный канал 5.
На фиг.1 изображена схема устройства для осуществления варианта способа с использованием малогабаритной ванны 2 с крышкой 3 и с частично погруженным в ванну 2 ниже уровня расплава  Y перфорированным каналом 5. При использовании малогабаритной ванны 2 можно осуществить индукционный нагрев расплава металла покрытия с помощью индуктора 11 через керамический корпус ванны 2.
Y перфорированным каналом 5. При использовании малогабаритной ванны 2 можно осуществить индукционный нагрев расплава металла покрытия с помощью индуктора 11 через керамический корпус ванны 2.
Способ в зависимости от условий, назначения, металлоемкости (толщины стенки) труб и производительности устройства может осуществляться следующим образом.
П р и м е р 1. С водным флюсом (предпочтителен для труб со стенками от 1 до 2,25 мм) по схеме: очистка поверхности __→ нанесение флюса __→ подсушка, индукционный нагрев в защитной атмосфере до 250-350оС __→ проводка через расплав металла покрытия с догревом труб в расплаве до рабочей температуры (при нанесении сплава "гальвалюм" до 420-450оС).
П р и м е р 2. С флюсом-расплавом (предпочтителен для труб со стенками > 2,25 мм и высокой производительности) по схеме: очистка поверхности __→ пассивация (межоперационная защита), подсушка __→ индукционный нагрев в защитной атмосфере до 300-350оС __→ проводка через флюс расплав с электродным нагревом до температуры на 30-50оС выше рабочей температуры расплава металла покрытия __→ проводка труб через расплав металла покрытия в "ванне-термосе".
В примере 2 предлагается проводка обрабатываемых труб и через флюс-расплав металла покрытия с использованием временного изгиба труб по предлагаемому способу в пределах упругих деформаций через ванны.
Скорость введения труб в расплав металла покрытия 0,5-1,5 м/с. Этой скоростью определяется производительность одной нитки линии.
При выходе из расплава металла-покрытия трубы 10 интенсивно охлаждаются, например, с помощью вращающихся водовоздушных спрейеров.
В лабораторных условиях через изогнутую ванну с расплавом металла-покрытия (цинком с 0,2% Al и "гальвалюмом") проводили трубы диаметром 10х1 мм и 12х1 мм длиной 1000 мм: заранее изогнутые и прошедшие подготовку трубы (прототип); изгибаемые при проталкивании через расплав металла-покрытия в пределах упругой деформации.
Трубы заранее были обезжирены, протравлены и офлюсованы.
После извлечения и охлаждения труб их выпрямляли вручную, распускали по образующей фрезерованием и производили замеры и осмотр. Во всех случаях после выпрямления образцов внешних повреждений поверхности и гофров нет.
Таким образом, при проводке труб через расплав металла-покрытия (цинка и ""гальвалюма") с изгибом в пределах упругих деформаций через изогнутый, например, трубчатый канал с расплавом при удовлетворительном качестве поверхности (отсутствие гофров) упрощается конструкция ванны нет специальных машин изгиба и выпрямления труб, повышается надежность устройства в работе и упрощается способ.
Предлагаемые способ и устройство могут найти широкое применение при покрытии водогазопроводных труб алюми- ниевыми, алюминийцинковыми и цинковыми покрытиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ДВУСТОРОННИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТРУБЫ | 1992 |
|
RU2061086C1 |
| Способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами и линия для его осуществления | 1989 |
|
SU1715463A1 |
| Способ нанесения металлических покрытий на стальные изделия | 1990 |
|
SU1834909A3 |
| Устройство для нанесения металлических покрытий на внутреннюю и наружную поверхности труб | 1988 |
|
SU1638197A1 |
| Способ нанесения металлических покрытий | 1990 |
|
SU1799398A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОГО КОЛЕНА С ИЗНОСОСТОЙКИМ ВНУТРЕННИМ ПОКРЫТИЕМ | 1992 |
|
RU2028848C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1991 |
|
RU2033472C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
Способ нанесения металлических покрытий на внутреннюю и наружную поверхности труб включает подготовку поверхности, нагрев трубы, ее изгиб и проводку через металлический расплав, последние операции проводят одновременно путем протягивания трубы через трубчатый канал, содержащий расплав металла-покрытия, при этом обработке подвергают поток труб при дискретном перемещении каждой трубы, нагрев трубы осуществляют или индуктором в защитной атмосфере или в расплаве флюса с помощью электродов до температуры выше температуры металла-покрытия. В устройстве для нанесения металлических покрытий на внутреннюю и наружную поверхности труб, содержащем транспортирующие механизмы средства нагрева и пополнения расплава металла, средства изгиба труб, задающую приводную клеть, ванну для расплава металла, механизмы выдачи и правки труб со средствами охлаждения, средство изгиба трубы выполнено в виде изогнутой перфорированной трубы из коррозионно-стойкого материала, причем ее изогнутая часть расположена в ванне ниже зеркала расплава. Кроме того, изогнутая перфорированная труба выполнена по форме участка спирали, а средство нагрева выполнено в виде U-образной трубчатой конструкции к которой прикреплена изогнутая перфорированная труба. 2 с. и 4 з. п. ф-лы, 3 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для нанесения металлических покрытий на внутреннюю и наружную поверхности труб | 1988 |
|
SU1638197A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
