Изобретение касается обработки труб немеханическими способами и может быть использовано при диффузионных способах обработки поверхности труб, в частности для нанесения защитного покрытия из алюмоцинкового расплава на внутреннюю поверхность труб.
Известен способ нанесения алюмоцинковых покрытий на внутреннюю поверхность труб, включающий подготовку поверхности, нагрев в защитной среде и нанесение покрытия из расплава под воздействием газообразной среды. Нанесение покрытия производится с помощью замкнутого сифонного сосуда с расплавом, к которому с одной стороны подключатся труба, подлежащая покрытию, а с другой сжатый воздух. После установки трубы в вертикальное положение в сифонном сосуде над зеркалом расплава создают определенное избыточное давление воздуха, за счет которого расплав проникает в канал трубы и полностью его заполняет. После этого над зеркалом расплава снижают давление воздуха, за счет которого расплав проникает в канал трубы и полностью его заполняет. После этого над зеркалом расплава снижают давление воздуха до атмосферного и расплав уходит из канала трубы.
Недостатком способа является высокая трудоемкость, связанная с созданием защитной атмосферы в процессе нанесения покрытия.
Наиболее близким по технической сущности к предложенному является способ нанесения цинкового покрытия, при котором после подготовки поверхности, флюсования и сушки трубы вертикально погружают в алюмоцинковый расплав, а затем после заданной выдержки вертикально извлекают.
Недостатком способа является неравномерность толщины алюмоцинкового покрытия по длине трубы и значительная его шероховатость. Причиной неравномерности покрытия является то, что нижняя часть трубы более продолжительное время контактирует с расплавом. При этом изгарь зачастую налипает на трубу и тем самым создает шероховатость.
Целью изобретения является повышение равномерности по толщине покрытия, наносимого из алюмоцинкового расплава, при одновременном снижении его шероховатости.
Это достигается тем, что при способе, включающим подготовку поверхности, флюсование и сушку с последующим нанесением покрытия через погружение в расплав, последнее осуществляют путем прокачки расплава через полость трубы, причем трубу в процессе прокачки расплава наклоняют к горизонтальной плоскости на угол 12-47о, а скорость протока определяют из выражения:
V α˙ 0,4, где V скорость протока расплава, м/мин;
α угол наклона трубы к горизонтальной плоскости, град;
0,4 эмпирический коэффициент, м/град/мин.
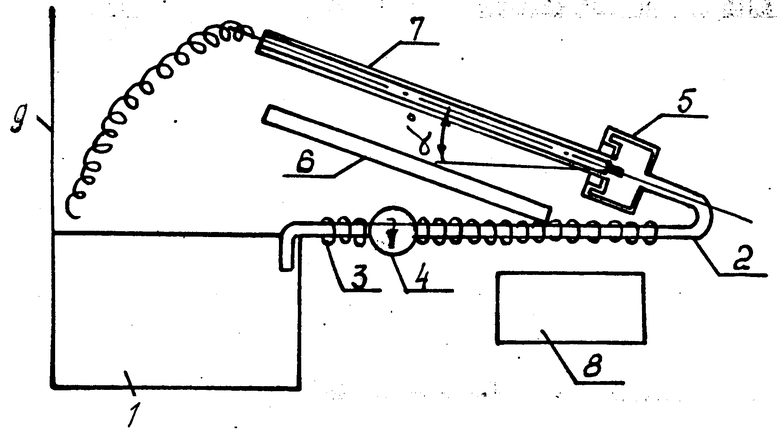
Способ поясняется чертежом, где 1 ванна с алюмоцинковым расплавом, 2 трубопровод, по которому прокачивают расплав, 3 нагреватель трубопровода, 4 насос магнитодинамический, 5 струйная головка, 6 сушило, 7 труба, 8 ванна аварийного слива, 9 защитная стенка.
Предложенный способ осуществляют следующим способом.
Подготавливают поверхность 7 (обезжиривают, промывают, травят, промывают), затем наносят флюс, устанавливают в струйную головку 5, сушат в сушиле 6 до 200-300оС, из ванны 1 насосом 4 через трубопровод 2, подогреваемый нагревателем 3, прокачивают через трубу 7 алюмоцинковый расплав при 620оС, причем при разных углах наклона трубы (с 12 до 47оС) скорость протока расплава различна. Например, при угле наклона трубы α 12о, Vα˙0,4 12˙0,4 4,8 м/мин; при α= 47о скорость движения расплава возрастает Vα˙0,4=47˙0,4 18,8 м/мин. Продолжительность процесса, т.е. время контакта расплава с внутренней поверхностью трубы, равняется времени прокачки расплава через трубу. После окончания времени выдержки трубу наклоняют вперед, сливая имеющийся в ней расплав в ванну 1. Ванна 8 аварийная. Защитная стенка 9 предотвращает попадание расплава за пределы ванны 1.
Были проведены сравнительные испытания предлагаемого и известного способов. При этом наносили алюмоцинковое покрытие толщиной 59 мкм на трубы из стали 3, диаметром 33 мм, толщиной стенки 3,0 мм и длиной 4 м.
При опробовании предлагаемого и известного способов трубы обезжиривали в растворе, содержащем, г/л: тринатрийфосфат 120,0 и щелочь 300, при температуре 65оС в течение 12 мин.
Промывку после обезжиривания проводили в проточной воде в течение 3 мин.
Травление проводили в растворе, содержащем 150 г/л соляной кислоты и ингибитор ПКУ-М1, при комнатной температуре, продолжительность травления 20 мин.
Промывку после травления проводили в проточной холодной воде в течение 3 мин.
Флюсование осуществляли в растворе, содержащем, г/л: хлориды цинка, магния, калия 500, хлористый аммоний 40, и смачиватель "ОМЕГА" 0,5, при температуре 60оС в течение 2 мин.
После подсоединения трубы к струйной головке трубу сушили при температуре 250оС в течение 3 мин, а затем включали насос для подачи в трубы алюмоцинкового расплава, состоящего из 55% алюминия, 43,4% цинка и 1,6% кремния. Прокачку расплава осуществляли в течение 90 с. При этом изменяли углы наклона труб от 6 до 55о. При этом скорость протока расплава изменялась от 2,4 до 22 м/мин.
Внешний вид покрытия труб определяли визуально, толщину покрытия металлографическим способом, а шероховатость профилограф-профилометром, модель 201.
Известным способом трубы проходили подготовку поверхности по указанным операциям, а затем их погружали вертикальным способом в алюмоцинковый расплав. После выдержки 120 с трубы извлекали из расплава.
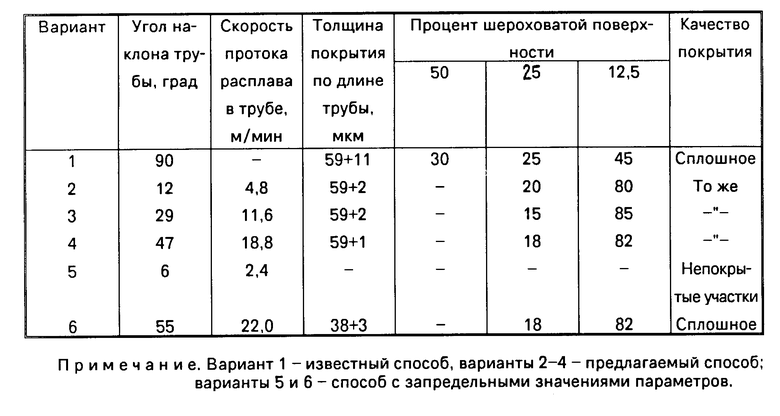
Результаты сравнительных испытаний нанесения алюмоцинковых покрытий известным и предлагаемым способами представлены в таблице.
Как видно из таблицы, предлагаемый способ (варианты 2, 3, 4) обеспечил получение равномерного покрытия средней толщины 59 мкм при максимальном отклонении 2 мкм.
Площадь, занимаемая шероховатой поверхностью по 3 классу чистоты (а 12,5) занимает 82-85% поверхности, а по второму классу чистоты (а 25) 18%
По известному способу (вариант 1) средняя толщина покрытия составляет 51 мкм при максимальном отклонении 11 мкм. Площадь поверхности, занимаемая по первому классу (а 50) составляет 30% по второму классу (а 25) 25% и по третьему классу (а 12,5) 45%
При нанесении покрытия с запредельными значениями параметров (варианты 5, 6) на трубе наблюдаются либо непокрытые участки, поскольку часть флюса выгорает, так как расплав на заполняет равномерно полость трубы (вариант 5), либо из-за большой скорости перемещения расплава покрытие размывается и его невозможно нанести по заданной толщине (вариант 6). Кроме того, значительно увеличивается расстояние полета струи расплава, выходящей за пределы ванны с расплавом.
Таким образом, предлагаемый способ позволяет увеличить равномерность алюмоцинкового покрытия по толщине в сравнении с известным и уменьшить шероховатость на один класс чистоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1992 |
|
RU2032762C1 |
| ФЛЮС ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ЦИНКОВЫХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ТРУБЫ | 1992 |
|
RU2039123C1 |
| СПОСОБ НАНЕСЕНИЯ ДВУСТОРОННИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТРУБЫ | 1992 |
|
RU2061086C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ НА МЕЛКИЕ СТАЛЬНЫЕ ДЕТАЛИ СЛОЖНОГО ПРОФИЛЯ | 1992 |
|
RU2033471C1 |
| Способ подготовки стали под горячее цинкование | 1990 |
|
SU1787169A3 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ И ВНЕШНЮЮ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ТРУБАХ | 1993 |
|
RU2062816C1 |
| Устройство для нанесения металлических покрытий на внутреннюю и наружную поверхности труб | 1988 |
|
SU1638197A1 |
| Способ нанесения металлических покрытий на стальные изделия | 1990 |
|
SU1834909A3 |
| Способ цинкования изделий из малоуглеродистых кремнесодержащих конструкционных сталей | 1989 |
|
SU1756377A1 |
Сущность изобретения: способ включает подготовку поверхности труб, флюсование, сушку и последующее формирование покрытия из расплава путем его прокачки через полость трубы, причем трубу в процессе прокачки расплава наклоняют к горизонтальной плоскости на угол 12 - 47° и прокачивают со скоростью равной V = α 0,4, где V - скорость протока расплава, м/мин; a - угол наклона трубы к горизонтальной плоскости, град.; 0,4 - эмпирический коэффициент, м/град. мин. 1 ил.
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ, включающий флюсование, сушку и последующее контактирование поверхности с расплавом металла-покрытия, при контактировании поверхности трубы с расплавом ее располагают наклонно к горизонтальной плоскости под углом 12 47o и осуществляют прокачку расплава через полость трубы со скоростью v = 0,4α, где α угол наклона трубы к горизонтальной плоскости, град. 0,4 числовой коэффициент, м/град. мин.
| Бакалюк Я.Х | |||
| и Проскуркин Е.В | |||
| Трубы с металлическими противокоррозионными покрытиями | |||
| М.: Металлургия, 1985, с.24. |
