Изобретение относится к черной металлургии и стекольной промышленности, в частности к технологии производства огнеупорных и керамических изделий, и может быть использовано для производства сталеразливочных погружаемых стаканов и защитных труб, применяемых при непрерывной разливке стали, теплозащитных вставок воздушных фурм доменных печей, каплеобразующих устройств механических питателей стекломассы и других огнеупорных изделий.
Известен способ изготовления изделий из кварцевой керамики, включающий тонкое измельчение кварцевого стекла в шаровой мельнице кварцевыми шарами в водной среде в течение 24-30 ч, стабилизацию суспензии перемешиванием в шаровой мельнице без шаров в течение 24-30 ч "литье", сушку и обжиг изделий в воздушной среде при 1220-1300оС.
Недостатком известного способа является повышенная пористость и, как следствие, низкая прочность и коррозионная стойкость получаемых этим способ изделий.
Наиболее близким по технической сущности и достигаемым результатам к изобретению является способ производства изделий из кварцевой керамики, включающий тонкое измельчение кварцевого стекла в водной среде керамическими мелящими телами в течение 6-16 ч, стабилизацию суспензии перемешиванием в шаровой мельнице без мелящих тел в течение 15-24 ч, отливку изделий в гипсовые формы, сушку и обжиг в туннельной газопламенной печи в течение 60-80 ч при максимальной температуре 1220-1240оС.
Существенными недостатками данного способа являются большой разброс пористости по высоте изделий (до 6% абс.) и недостаточно низкая средняя пористость (не менее 13%), что обуславливает недостаточную механическую прочность и стойкость изделий в агрессивных средах. Указанные недостатки изделий, получаемых известным способом, вызываются низким содержанием в суспензии геля кремнекислоты, низкой температурой обжига, его высокой длительностью и окислительной атмосферой в обжиговой печи.
Целью изобретения является снижение пористости, повышение прочности изделий из кварцевой керамики и увеличение их стойкости в агрессивных средах.
Поставленная цель достигается тем, что, в отличие от известного способа, тонкое измельчение кварцевого стекла в шаровой мельнице керамическими мелящими телами в водной среде осуществляют под избыточным давлением 0,5-150 кПа в течение 6-12 ч, суспензию стабилизируют в шаровой мельнице перемешиванием без керамических мелящих тел под разряжением 0,1-97 кПа в течение 5-24 ч, изделия отливают в гипсовые формы, сушат и обжигают при максимальной температуре 1250-1500оС в течение 10-48 ч в вакууме или защитной атмосфере.
Применение избыточного давления при тонком измельчении кварцевого стекла в водной среде приводит к увеличению содержания геля кремнекислоты в получаемой суспензии, что способствует снижению пористости и повышению прочности изделий из кварцевой керамики.
Стабилизация суспензии перемешиванием ее в шаровой мельнице без мелящих тел под разряжением 0,1-97 кПа приводит к полному удалению из суспензии воздушных пузырьков, образовавшихся в суспензии в процессе тонкого измельчения кварцевого стекла. Это приводит к повышению плотности суспензии, улучшает ее реологические свойства и, в итоге, снижает пористость и повышает прочность изделий из кварцевой керамики и их стойкость в агрессивных средах.
Дополнительному снижению пористости изделий из кварцевой керамики, повышению их прочности и стойкости в агрессивных средах способствует их обжиг в вакууме или в защитной атмосфере при повышенной до 1250-1500оС температуре и сокращенном до 10-48 ч времени обжига.
П р и м е р. В качестве исходного сырья для изготовления изделий из кварцевой керамики использовали отходы прозрачного кварцевого стекла, содержащие 99,8% двуокиси кремния.
Тонкое измельчение кварцевого стекла осуществляли в шаровой мельнице объемом 300 л с керамической (уралитовой) футеровкой и керамическими (уралитовыми) мелящими телами в водной среде. Содержание воды в суспензии поддерживали на уровне 20% Избыточное давление в шаровой мельнице создавали путем подачи в нее сжатого воздуха. Давление в мельнице контролировали манометром.
Стабилизацию суспензии производили в аналогичной мельнице без керамических мелящих тел. Разряжение в мельнице создавали вакуумным насосом и измеряли вакуумметром.
Изделия в виде образцов различной геометрической формы (призмы, цилиндры, трубки) отливали в гипсовые формы, сушили и обжигали в вакуумной печи (разряжение 0,1 кПа) или в печи с защитной атмосферой (азот, аргон) при максимальной температуре в пределах 1250-1500оС и длительности обжига 10-48 ч.
Пористость готовых изделий измеряли в соответствии с ГОСТом N 2409-92, прочность изделий измеряли в соответствии с ГОСТом N 4071-92.
Коррозионную стойкость (стойкость в агрессивных средах) изделий в виде призм (сечение 30х30 мм, длина 100 мм) определяли путем определения уменьшения их объема (в процентах к первоначальному объему) после выдержки изделий в расплаве низколегированной стали 17Г1С при 1630оС в течение 2-х ч. Для предохранения стали от окисления ее поверхность покрывали слоем теплоизолирующего шлака на основе графита, кремнезема и окиси кальция.
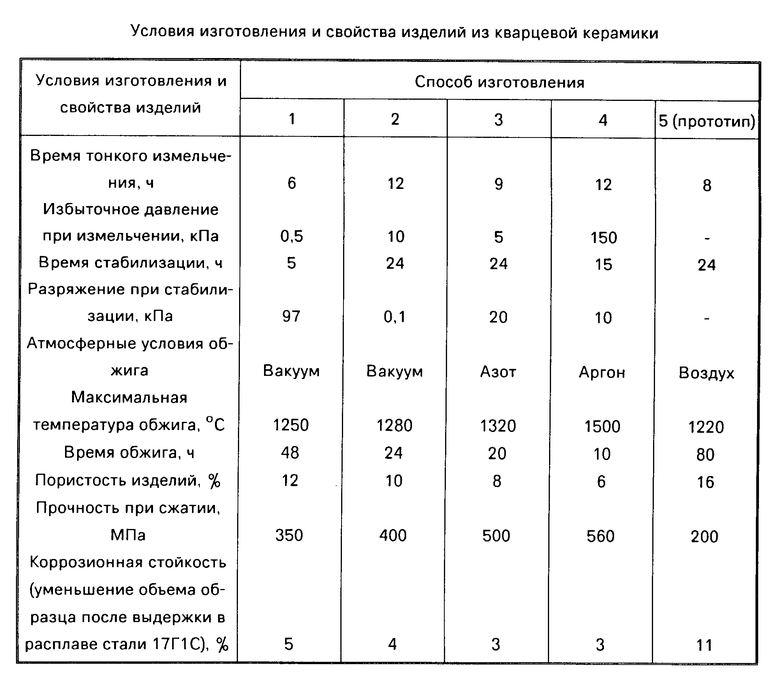
Результаты испытаний изделий, полученных в соответствии с изобретением, а также результаты испытаний изделия, изготовленного по известному способу, приведены в таблице.
Как следует из данных таблицы свойства изделий (пористость, прочность и коррозионная стойкость в расплаве стали 17Г1С), изготовленных в соответствии с изобретением, превосходят свойства изделий, полученных по известному способу (прототипу), в 1,3-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТЫХ КЕРАМИЧЕСКИХ И ВОЛОКНИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 2013 |
|
RU2514354C1 |
| Способ упрочнения изделий из кварцевой керамики | 2017 |
|
RU2667969C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА С РЕГУЛИРУЕМОЙ ПЛОТНОСТЬЮ | 2008 |
|
RU2365563C1 |
| Способ получения высокоплотной кварцевой керамики и изделий из нее | 2016 |
|
RU2637352C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДО-КВАРЦЕВОЙ КЕРАМИКИ | 2019 |
|
RU2713541C1 |
| НАНОМОДИФИЦИРОВАННАЯ КВАРЦЕВАЯ КЕРАМИКА С ПОВЫШЕННОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПРОЧНОСТЬЮ | 2011 |
|
RU2458022C1 |
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВЫХ ТИГЛЕЙ | 2023 |
|
RU2811141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2005 |
|
RU2286968C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 1999 |
|
RU2170715C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2008 |
|
RU2385850C1 |
Изобретение относится к черной металлургии в стекольной промышленности, в частности к технологии производства огнеупорных и керамических изделий, и может быть использовано для производства сталеразливочных погружаемых стаканов и защитных труб, применяемых при непрерывной разливке стали, а также для изготовления теплозащитных покрытий воздушных форм доменных печей, каплеобразующих устройств питателей стекломассы и других огнеупорных изделий. Изобретение позволяет получать изделия из кварцевой керамики, обладающие пониженной пористостью, высокой прочностью и коррозионной стойкостью в агрессивных средах. Для этого кварцевое стекло измельчают в шаровой мельнице керамическими мелящими телами в водной среде под избыточным давлением 0,5 150 кПа в течение 6 12 ч и полученную при этом суспензию стабилизируют в шаровой мельнице без мелящих тел под разряжением 0,1 97 кПа в течение 5 24 ч. Изделия отливают из суспензии в гипсовые формы, сушат и обжигают в вакууме или в защитной атмосфере в течение 10 48 ч при максимальной температуре 1250 - 1500°С. 1 з. п. ф-лы, 1 табл.
| Производство стаканов из непрозрачного кварцевого стекла для МНЛЗ ж | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
