Изобретение относится к промышленному производству технической керамики, а именно к технологии кварцевой керамики, получаемой методом шликерного литья, модифицированной неорганическими связующими, которые повышают прочность заготовок изделий. Изобретение может применяться для изготовления керамических изделий функционирующих в условиях высоких температур при контакте с металлическими, солевыми, силикатными, стекольными расплавами, газовой средой, в частности, при производстве огнеупоров для стекольной промышленности и металлургии: тигли, ковши, мешалки, патрубки, дозаторы, сталеразливочные стаканы, воронки для литья металлов и сплавов, плунжеры, валы, теплозащитные изделия различных установок, печей и др.
Актуальность изобретения в наибольшей степени проявляется при формировании крупногабаритных керамических изделий, так как энергозатратная технологическая стадия их высокотемпературной обработки исключается в предлагаемой технологии кварцевой керамики.
Известен способ получения изделий из кварцевой керамики различного назначения, включающий приготовление водной суспензии кварцевого стекла, шликерное литье керамических заготовок требуемой конфигурации и размеров в гипсовые формы, сушку и обжиг. При этом повышение прочности на сжатие до 200 МПа для изделий из кварцевой керамики достигается за счет спекания отливок при температурах 1200-1300°С (Walton J.D., Poulos N.E. Slip-cast fused silica. Technical documentary report No. ML-TDR-64-195 – Atlanta, 1964. – 131 p. Harris J.N., Welsh E.A. Fused silica design manual. Volume 1.Technical report A-1403. – Atlanta, 1973. – 140 p.). Недостатками способа являются повышенные энергозатраты на высокотемпературный обжиг и кристобалитизация частиц кварцевого стекла, что резко ухудшает прочность, термостойкость, длительную высокотемпературную прочность (срок эксплуатации) и другие свойства материала.
Известен также способ изготовления кварцевой керамики по а. с. СССР №804607, МПК С04В35/14, опубл. 15.02.1979 г., и близкий к нему по а. с. СССР № 771052, МПК С04В 15/06, опубл. 15.10.1978 г., включающие мокрое измельчение кварцевого стекла для получения водного шликера, стабилизацию суспензии, формование изделий шликерным литьем, сушку и выдержку отливок в водных растворах жидкого стекла или соды с плотностью 1,002-1,07 г/см3 в течение 24 ч. С целью упрочнения изделия подвергают автоклавной обработке при температуре 110-220°С в течение 1-10 ч. Прочность изделий на изгиб достигает 55-72 МПа. Недостатком способа является значительное ухудшение термостойкости и жаростойкости в связи с присутствием в структуре материала силикатов щелочных элементов (в частности, Na), а также низкая стойкость к некоторым металлическим расплавам. Кроме того, усиливаются нежелательные кристаллизационные процессы, что снижает температуру эксплуатации таких изделий. Также недостатком является применение аппарата, работающего под высоким давлением, и длительность автоклавной обработки. Все это сужает область применения материала.
В изобретении по патенту РФ № 2525892, МПК С04В35/14, опубл. 20.08.2014г., способ получения кварцевой керамики относится к технологии получения модифицированных керамических материалов на основе кварцевого стекла. Способ включает изготовление шликера из боя кварцевого стекла, формирование сырой заготовки методом отлива в гипсовые формы, пропитку сырой заготовки жидким пропитывающим раствором, сушку пропитанной заготовки кварцевой керамики и последующую термообработку Недостатками способа являются использование элементорганического вещества и органического растворителя, что удорожает стоимость продукта и требует организации специальных условий по безопасному производству, а малая вовлеченность в процесс образования связей между частицами дегидратированных участков зерен кварцевого стекла, в сравнении с вышеописанными методами, обуславливает относительно низкую даже после обжига прочность на изгиб (не более 32 МПа).
Известно также, что для повышения огнеупорности и высокотемпературной прочности разработаны керамические материалы на основе кварцевого стекла с добавками Al2O3 (Пивинский Ю.Е., Тимошенко К.В. Реотехнологические свойства смешанных суспензий в системе SiO2-Al2O3 и некоторые свойства материалов на их основе // Огнеупоры и техническая керамика. – 2000. – № 7 – С. 18-23; 2001. – № 9 – С. 42-46). Ощутимые результаты получены только при введении более 20% Al2O3. Однако такие материалы имеют высокую пористость, низкую термостойкость и плохие диэлектрические характеристики. Ухудшение физико-технических свойств материалов связано с неудовлетворительными реологическими параметрами комбинированных шликеров и усилением кристаллизации при обжиге.
Технология упрочнения кварцевой керамики, описанная в патенте РФ 2458022, МПК С 04В 35/14, опубл. 10.08.2012, включает изготовление полуфабриката и его пропитку водным раствором соли алюминия Al(NO3)3·9H2O, сушки и пиролиза при температуре 400-600°C. Заявленная максимальная прочность изделий при изгибе до обжига 65 МПа, после среднетемпературного обжига 110 МПа. Недостатком способа является то, что вводимые в стыковые зоны керамики наночастицы Al2O3 лишь заполняют часть пустот материала и немного увеличивают его плотность, в то же время практически не способствуя дополнительному связыванию кремнеземистых частиц в единый каркас.
Наиболее близким по механизму действия к предлагаемому является способ, описанный в патенте РФ №2380341, МПК C04B 35/14, опубл. 27.01.2010 г., который принят в качестве прототипа. В прототипе способ получения упрочненной кварцевой керамики включает приготовление водного шликера кварцевого стекла, формование керамических заготовок методом шликерного литья в гипсовых формах, сушку и упрочнение керамического материала и изделий. Упрочнение осуществляют в два этапа - сначала производят гидротермальную обработку в паровом автоклаве при объемном соотношении паров воды и аммиака 1:0,1-0,2, температуре 150-200°C, давлении 0,5-5 атм в течение 3-7 ч, а затем обжигают при температуре 1150-1200°C в течение 1-4 ч в воздушной среде. Недостатками метода являются использование аппарата, работающего под избыточным давлением (автоклава), пористость получаемого изделия, использование опасного для человека и окружающей среды аммиака, необходимость стадии обжига.
Задача изобретения заключается в повышении прочности на изгиб кварцевой керамики до значений 40-90 МПа при исключении технологических стадий автоклавной обработки и высокотемпературного обжига заготовок изделий, а также в повышении высокотемпературной прочности кварцевой керамики без ухудшения в широком интервале температур остальных свойств: низкого коэффициента термического расширения и высокой термостойкости.
Поставленная задача решается за счет введения на стадии стабилизации раствора связующего в количестве 1-5 мас. % или пропитывания в течение 1 ч высушенных заготовок изделий в нагретом до 50°C растворе связующего, имеющего состав, мас. %: 7,5 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53-59,5 - H2O; с последующей термообработкой по режиму: нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, в интервале 100-200°C - не более 1,5°C/мин, 200-350°C - не более 2°C/мин, выдержка при 350°C в течение 1 ч.
Технический результат изобретения заключается в обеспечении прочности заготовок изделий 40-90 МПа без использования автоклавной обработки и/или высокотемпературного обжига с сохранением огнеупорности, прочности и термостойкости материала в условиях эксплуатации при высоких температурах. Данные эффекты обуславливаются схожестью фосфата алюминия с кремнеземом по структуре и свойствам, взаимным ингибирующим действием на процессы кристаллизации, активизацией спекания за счет присутствия в составе соединений фосфора и бора, более полным вовлечением поверхности зерен в процесс образования связей.
Cущность предлагаемого способа упрочнения изделий из кварцевой керамики заключается в том, что способ включает приготовление водной суспензии кварцевого стекла, стабилизацию суспензии, формование керамических заготовок методом шликерного литья в гипсовых формах и упрочнение заготовок изделий, в котором упрочнение осуществляют с использованием алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53-59,5 - Н2О, в котором в течение 1 ч пропитывают заготовки изделия при температуре 50°C, или которое добавляют в суспензию кварцевого стекла в конце стадии стабилизации в количестве 1-5% от массы исходной суспензии, с последующей термообработкой заготовок изделий по режиму, включающему нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, затем нагрев в интервале 100-200°C - не более 1,5°C/мин, и нагрев в интервале 200-350°C - не более 2°C/мин, и в завершении - выдержку при 350°C в течение 1 ч.
Способ упрочнения изделий из кварцевой керамики осуществляют следующим образом.
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,2-7,7:14,4-15,4:1,3-1,4. Помол осуществляют в течение 10-20 ч. При этом суспензия в конце помола должна иметь влажность 12-17 мас. %, плотность 1840-1910 кг/м и фракционный состав, об. %: 7-10 для частиц с диаметрами в диапазоне 63-120 мкм; 50-60 для частиц с диаметрами в диапазоне 5-63 мкм; 35-40 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы, она стабилизируется путем перемешивания в течение 20-30 ч. Затем суспензию с добавкой 0-10 мас. % кварцевого стекла определенной фракции в зависимости от габаритов изделия, используют для формования изделий методом отливки в гипсовые формы. Плотность сырой заготовки находится в пределах 1880-1940 кг/м3. Далее осуществляют подвяливание заготовок изделий в комнатных условиях в течение 24-48 ч в зависимости от размеров или сушку при температуре 100-150°C в течение 3 ч.
Упрочнение с помощью раствора алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53 - 59,5 - H2O, может осуществляться двумя способами.
1. Добавлением в суспензию в конце стадии стабилизации раствора алюмоборфосфатного связующего в количестве 1-5 мас. % от массы суспензии с перемешиванием в течение 1 ч.
2. Выдержкой в течение 1 ч предварительно высушенных заготовок изделий в нагретом до 50°C растворе алюмоборфосфатного связующего.
Во всех случаях упрочнения заготовки изделия последней технологической стадией является термообработка в электрических печах по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч.
Конкретный способ и технологические параметры упрочнения с помощью алюмоборфосфатного связующего подбирают в зависимости от габаритов и сложности формы изделия. Однако оптимальные технологические параметры находятся в пределах, указанных выше.
Примеры реализации способа
Пример 1
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,4. Помол осуществляют в течение 17 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1855 кг/м3 и фракционный состав, об.%: 7,8 для частиц с диаметрами в диапазоне 63-120 мкм; 57,2 для частиц с диаметрами в диапазоне 5-63 мкм; 35,0 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем в суспензию добавляли 10 мас.% кварцевого стекла фракции 0,8-1,0 мм в качестве наполнителя и раствор алюмоборфосфатного связующего, имеющего состав, мас.%: 7,5 – Al2O3; 33,2 – P2O5; 1,5 – B2O3; 57,8 – H2O, в количестве 3,5% от массы суспензии без наполнителя. Далее производилось перемешивание в течение 1 ч с последующим формованием изделий (испытательные пластины с размерами, мм: 150×50×20) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1882 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 48 ч и термообработка по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,8-1,0 %, пористость 6,0-7,0%, прочность 53-67 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 39-47 теплосмен и 80-95 МПа соответственно.
Пример 2
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,4. Помол осуществляют в течение 17 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1855 кг/м3 и фракционный состав, об.%: 7,8 для частиц с диаметрами в диапазоне 63-120 мкм; 57,2 для частиц с диаметрами в диапазоне 5-63 мкм; 35,0 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем в суспензию добавляли 10 мас.% кварцевого стекла фракции 0,8-1,0 мм в качестве наполнителя и раствор алюмоборфосфатного связующего, имеющего состав, мас.%: 9,5 – Al2O3; 34,5 – P2O5; 3,0 – B2O3; 53,0 – H2O, в количестве 5,0 % от массы суспензии без наполнителя. Далее производилось перемешивание в течение 1 ч с последующим формованием изделий (испытательные пластины с размерами, мм: 150×50×20) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1882 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 48 ч и термообработка по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,8-0,9%, пористость 4,0-6,3%, прочность 40-47 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 35-40 теплосмен и 93-100 МПа соответственно.
Пример 3
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,3. Помол осуществляют в течение 20 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1870 кг/м3 и фракционный состав, об.%: 7,0 для частиц с диаметрами в диапазоне 63-120 мкм; 55,9 для частиц с диаметрами в диапазоне 5-63 мкм; 37,1 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем суспензию добавляли 7 мас.% кварцевого стекла фракции 0,4-0,8 мм в качестве наполнителя и перемешивали в течение 1 ч с последующим формованием изделий (испытательные балочки с размерами, мм: 100×10×10) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1889 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 24 ч, сушка при температуре 125оС в течение 3 ч и выдержка в течение 1 ч в нагретом до 50оС растворе алюмоборфосфатного связующего, имеющего состав, мас.%: 7,5 – Al2O3; 33,0 – P2O5; 2,7 – B2O3; 56,8 – H2O. Термообработка производилась по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,3-0,4 %, пористость 1,0-4,0%, прочность 55-90 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 40-58 теплосмен и 70-105 МПа соответственно.
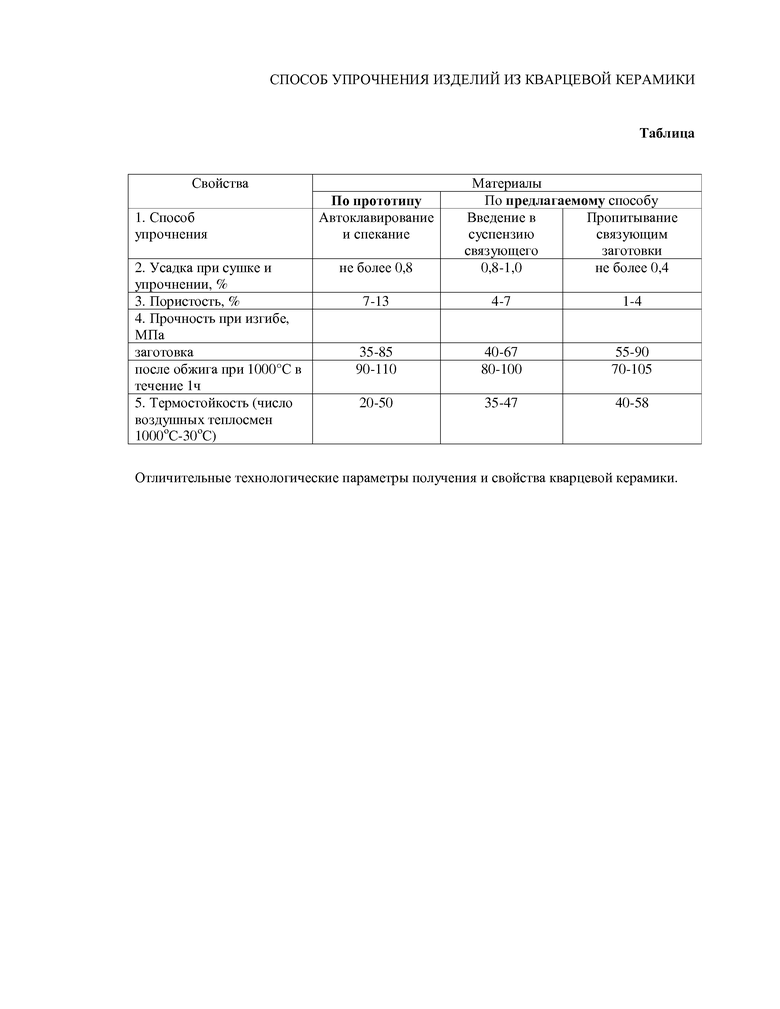
Свойства кварцевой керамики и отличительные технологические параметры ее получения, согласно предлагаемому способу, в сравнении с прототипом, приведены в таблице.
Использование предложенного способа упрочнения обеспечивает возможность получения кварцевой керамики и изделий из нее с прочностью на изгиб 40-90 МПа без использования стадии высокотемпературного обжига, а также без использования автоклава с опасной для окружающей среды и человека пароаммиачной смесью. При этом свойства кварцевой керамики по предлагаемому способу не уступают другим способам упрочнения. Кроме того, использование алюмоборфосфатного связующего позволяет ингибировать кристаллизацию кварцевого стекла при эксплуатации керамических изделий в условиях высоких температур и, тем самым, повысить их термостойкость, а исключение высокотемпературного обжига позволяет упростить изготовление крупногабаритных изделий.
Таким образом, задача, поставленная перед изобретением, решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДО-КВАРЦЕВОЙ КЕРАМИКИ | 2019 |
|
RU2713541C1 |
| Способ получения кварцевой керамики и изделий из нее | 2016 |
|
RU2640326C1 |
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВОЙ КЕРАМИКИ С ПОНИЖЕННОЙ ТЕМПЕРАТУРОЙ ОБЖИГА | 2012 |
|
RU2513745C2 |
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВОЙ КЕРАМИКИ И ИЗДЕЛИЙ ИЗ НЕЕ | 2008 |
|
RU2380341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2012 |
|
RU2515737C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2008 |
|
RU2385850C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТЫХ КЕРАМИЧЕСКИХ И ВОЛОКНИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 2013 |
|
RU2514354C1 |
| Способ получения высокоплотной кварцевой керамики и изделий из нее | 2016 |
|
RU2637352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИГЛЕЙ | 2007 |
|
RU2323195C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2011 |
|
RU2466965C1 |
Изобретение относится к технологии получения изделий из кварцевой керамики методом шликерного литья с последующим упрочнением за счет химической и низкотемпературной обработки. Технический результат изобретения при получении изделий из кварцевой керамики заключается в повышении прочности заготовок изделий из кварцевой керамики при исключении стадий автоклавирования, повышении прочности и термостойкости изделий. Способ получения упрочненной кварцевой керамики включает приготовление водной суспензии кварцевого стекла, стабилизацию суспензии, формование керамических заготовок методом шликерного литья в гипсовых формах. Упрочнение осуществляют выдержкой заготовок изделий в горячем растворе алюмоборфосфатного связующего, имеющего состав, мас.%: 7,5-11 Al2O3, 33-36 P2O5, 0-5 B2O3, 53-59,5 H2O, или добавкой этого связующего в суспензию на стадии стабилизации. Термообработку заготовок изделий осуществляют с заданной скоростью нагрева до температуры 350оС с заключительной выдержкой 1 час. 1 табл., 3 пр.
Способ упрочнения изделий из кварцевой керамики, включающий приготовление водной суспензии кварцевого стекла, стабилизацию суспензии, формование керамических заготовок методом шликерного литья в гипсовых формах и упрочнение заготовок изделий, отличающийся тем, что упрочнение осуществляют с использованием алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 Al2O3; 33-36 Р2О5; 0-5 B2O3; 53-59,5 H2O, которым в течение 1 ч пропитывают высушенные заготовки изделий при температуре 50°C или которое добавляют в суспензию кварцевого стекла в конце стадии стабилизации, с последующей термообработкой заготовок изделий по режиму, включающему нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, последующий нагрев в интервале 100-200°C со скоростью нагрева не более 1,5°C/мин, нагрев в интервале 200-350°C со скоростью нагрева не более 2°C/мин с заключительной выдержкой при 350°C в течение 1 ч.
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВОЙ КЕРАМИКИ И ИЗДЕЛИЙ ИЗ НЕЕ | 2008 |
|
RU2380341C1 |
| Керамический материал | 1990 |
|
SU1701702A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 4419115 A, 06.12.1983 | |||
| ПИВИНСКИЙ Ю.Е | |||
| и др | |||
| "Кварцевая керамика и огнеупоры", Москва, "Теплоэнергетика", 2008, т.1, раздел 9.2. | |||

