Изобретение относится к производству радиопрозрачных крупногабаритных изделий сложной формы, например антенных обтекателей, из ситалла по керамической технологии и может быть использовано в керамической и авиационной отраслях промышленности. При эксплуатации изделия подвергаются сильному термоудару и для их изготовления используются термостойкие материалы с низким КТР порядка 5-25•10-7 1/град.С. Наибольшее распространение для этих целей получила кварцевая керамика и ситаллы литийалюмосиликатного состава, низкий КТР которых обусловлен наличием в виде основной кристаллической фазы β-эвкриптита и β-сподумена. Также изделия должны обладать стабильными и однородными по объему диэлектрическими свойствами.
Известны способы получения изделий из кварцевой керамики, заключающиеся в том, что из тонкоизмельченного кварцевого стекла формуется заготовка, которая затем подвергается сушке и обжигу при температурах 1100-1300oC [1].
Полученные таким образом изделия из кварцевой керамики имеют низкую механическую прочность (прочность при изгибе ≅ 60 МПа), открытую пористость в пределах 5-20%, что ограничивает возможность применения таких изделий из-за поглощения влаги из окружающей среды и изменения в связи с этим диэлектрических характеристик материала в изделиях.
Известны изделия из кварцевой керамики, которые для повышения вакуумплотности и прочности содержат покровные слои из кварцевой керамики со спекающими добавками нитрида бора или кремния [2]. При получении данного изделия вначале формуют первый наружный слой толщиной 0,5-3,0 мм из шликера кварцевого стекла с добавками BN или Si3N4 в количестве 0,5-2,0 вес.%, затем слой из шликера кварцевого стекла без добавок и далее второй наружный слой аналогично первому. Используемый для формования шликер имеет плотность 1,87-1,89 г/см3, pH 5,7-7,2, зерновой состав: содержание частиц до 5 мкм - 22,5%, 63-500 мкм - 4,9%. Отформованную заготовку обжигают при температурах 1100-1300oC. Однако прочность при изгибе слоистого материала в изделиях остается на уровне 50-70 МПа, открытая пористость - 4,8-5,2%, диэлектрическая проницаемость - 3,5-3,6 единиц после обжига при 1250oC.
Попытки получить беспористую, высокопрочную кварцевую керамику с высокой диэлектрической проницаемостью не увенчались успехом из-за кристаллизации материала вследствие введения в материал различных добавок [3, 4].
Известны ситалловые обтекатели сподуменового состава с нулевой пористостью, прочностью при изгибе 90-120 МПа, термостойкостью 550oC [5]. Изделия получены по стекольной технологии, заключающейся в плавлении стекла около 1600oC в печах, облицованных изнутри листовой платиной для обеспечения исключительной однородности стекла [6]. Затем следует очистка стекломассы от пузырьков газа путем дополнительного повышения температуры и введения в расплав стекла трехокиси мышьяка и сурьмы. Формование изделий производят центробежным литьем, при котором расплавленную стекломассу вводят в литейную форму, подогретую до соответствующей температуры, и производят с большой скоростью ее вращение. При термообработке отформованных изделий стекло превращается в микрокристаллическую керамику со свойствами лучше, чем у исходного стекла.
Отформованные по стекольной технологии изделия имеют существенную неоднородность в виде отдельных пузырей, непровара, что вызывает неоднородность диэлектрических свойств по объему изделий. Кроме того, возникают локальные напряжения, снижающие стойкость изделий к термоудару. С другой стороны, формование стеклоизделий центробежным способом требует больших энергетических и материальных затрат на подогрев формы до 1600oC и ее вращение; использование дорогостоящего термостойкого металла для форм, имеющих к тому же ограниченный срок службы.
При изготовлении ситалловых изделий по керамической технологии, заключающейся в гранулировании расплавленной стекломассы на воду, измельчении гранулята и формовании изделий одним из известных методов, все неоднородности стекла равномерно распределяются по объему изделия. Также снижаются затраты, связанные с изготовлением и эксплуатацией металлических форм.
Известно формование образцов литийалюмосиликатного состава полусухим прессованием порошков стекла при удельном давлении 50-60 МПа для изучения их спекания и кристаллизации [7]. Водопоглощение и кажущаяся пористость достигают нулевых значений при 1200oC, коэффициент усадки составляет около 8%, КТР - (6-10)•10-7 1/град. С. Однако методом прессования можно формовать только изделия малых размеров.
Известны методы литья пластифицированных шликеров под давлением, которые применяют в практике для производства мелких изделий сложной формы [8]. Первый метод основан на применении термореактивных органических смол. Особенностью метода является предварительное пластифицирование порошка при температуре 150-200oC, грануляция пластифицированной и охлажденной массы, применение литейных машин поршневого действия, подогрев пластифицированного порошка до 150-200oC и нагнетание подвижной пластичной массы в охлаждаемые водой формы; утильный обжиг изделий в засыпке, при котором происходит выгорание органических добавок и окончательный обжиг для спекания материала.
Второй метод производства изделий литьем под давлением, широко применяемый промышленностью, основан на применении термопластичного органического пластификатора, главным образом парафина, с температурой плавления 60-70oC. Количество парафина составляет 12-17% в зависимости от удельной поверхности порошка формуемого материала. Изделия отливают на специальных литьевых машинах, передающих давление сжатым воздухом. Отформованные изделия извлекают из металлических форм и перегружают на керамические подставки, затем изделия помещают в специальную засыпку из огнеупорных окислов для удаления связки при температурах 1000-1100oC, после чего проводится окончательный обжиг изделий для спекания материала.
Наиболее близким аналогом заявленного изобретения является изготовление образцов литийалюмосиликатного состава методом шликерного литья из высокоплотных водных суспензий в пористые гипсовые формы и термообработки при 1270oC [9].
Задачей изобретения является разработка способа получения изделий, позволяющего повысить плотность отформованных заготовок литийалюмосиликатного состава, снизить температуру спекания изделий и уменьшить усадку изделий при обжиге.
Для решения этой задачи при изготовлении крупногабаритных изделий из спеченного стеклокристаллического материала литийалюмосиликатного состава используют способ, включающий измельчение материала мокрым способом, формование изделий методом шликерного литья из высокоплотных водных суспензий в пористые гипсовые формы и термообработку, отличающийся тем, что измельчение осуществляют до получения шликера с плотностью 1,97-2,05 г/см3, тониной помола с остатком на сите 0,063 мм 9-15% и pH 7,5-9,0.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление содержащих сведения об аналогах источников, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения.
Выделение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволяет определить совокупность существенных признаков, обеспечивающих достижение технического результата в заявленном способе и изложенных в формуле. Следовательно, заявленное изобретение соответствует условию "новизна".
Заявителем проведены анализ известных технических решений и сравнение их с отличительными признаками заявляемого способа. Заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, который позволил бы достижение вышеназванного технического результата - повышение плотности сырца, снижение температуры спекания изделий, уменьшение усадки изделий при обжиге. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Представленный способ реализован на кристаллизующемся стекле сподуменовой системы состава, вес.%: SiO2 63,08, Al2O3 25,70, TiO2 5,05, Li2O 3,80, ZnO 0,92, BaO 1,36.
Бой исходного стекла измельчают мокрым способом корундовыми шарами в шаровой мельнице, футерованной корундовой плиткой. Дисперсионной средой является вода, которая удовлетворяет таким требованиям, как низкая стоимость, низкая вязкость, отсутствие химического взаимодействия с исходным стеклом, отсутствие выраженной растворимости твердой фазы.
Оптимальное количество воды для получения шликера составляет 15-18% от веса материала. При влажности шликера до 13,5% масса прибивается к стенкам мельницы и помол отсутствует. При влажности 13,5-15% шликер наряду с высокой плотностью имеет высокую вязкость, что усложняет процесс формования заготовок. При влажности от 18 до 19% наблюдается снижение вязкости и плотности шликера, а при влажности более 19% шликер становится низкоплотным и седиментационно неустойчивым, что ведет к расслоению заготовок при формовании.
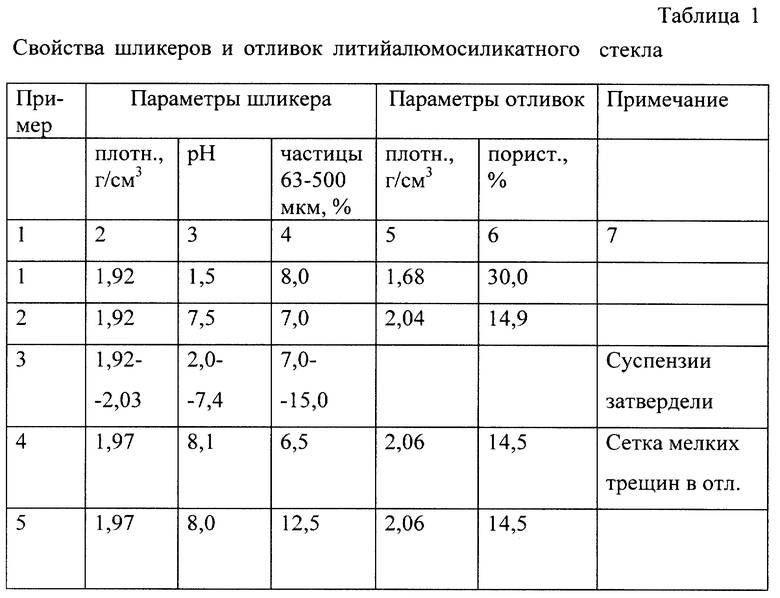
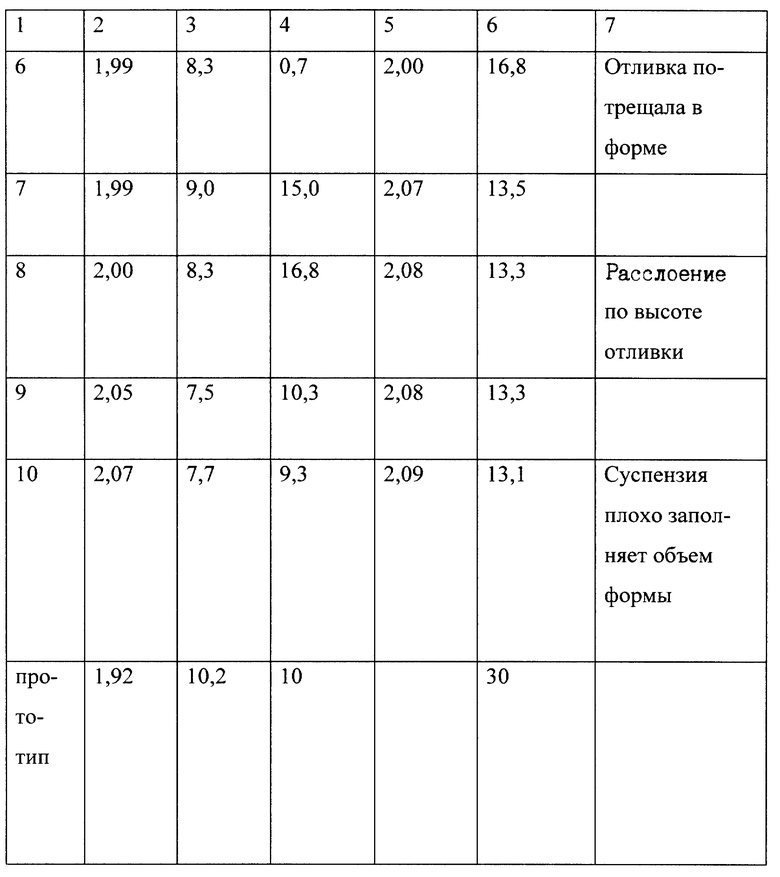
Основные исследования свойств шликера литийалюмосиликатного стекла и полученных из него отливок представлены в таблице 1.
Известно, что улучшению технологических свойств шликера и качества отливок способствует дилатантный характер течения шликера.
Особенностью шликера литийалюмосиликатного стекла является его тиксотропный характер течения из-за незначительного растворения входящих в состав стекла Li2O и BaO.
Исследовалась возможность перевода шликера литийалюмосиликатного стекла из тиксотропного в дилатантный изменением дисперсности зернового состава шликера. Необходимо, чтобы зерновой состав шликера обеспечивал наиболее плотную упаковку частиц, равномерное распределение твердой фазы по объему шликера и приемлемую скорость набора. Найдено, что преимущество для этих целей имеет шликер с тониной помола (остаток на сите 0,063) от 7 до 13%.
При использовании тонкодисперсных шликеров литийалюмосиликатного стекла с тониной помола 5-6% система характеризуется тиксотропным характером течения, который сохраняется в шликерах до тонины помола 7%. При литье заготовок из тиксотропного шликера на поверхности пористой формы образуется тонкий (1,5-2,0 мм) уплотненный слой черепка, который затрудняет процесс фильтрации несвязанной воды из шликера, что увеличивает время формования заготовок. К тому же, после "якобы" завершившегося процесса набора черепка заготовка при малейшем встряхивании способна вновь растекаться.
Изменение дисперсности твердой фазы в шликере от тонины помола 7% и выше позволяет достаточно просто перевести шликер литийалюмосиликатного стекла из тиксотропного в дилатантный, что обеспечивает формование качественных отливок. При литье заготовок на поверхности формы образуется достаточно пористый водопроницаемый слой, который беспрепятственно пропускает влагу из удаленных от формы слоев. При этом отмечается и ускорение процесса набора толщины стенки заготовки изделия.
Однако увеличение количества крупных частиц в шликере наряду с увеличением скорости набора приводит к расслоению заготовки, т.е. появлению разноплотности по ее высоте. Так, если заготовки, полученные из шликера с тониной помола до 13,5%, еще не проявляют элементов расслоения, то уже заготовки, отформованные из шликера с тониной помола более 15%, склонны к расслоению.
Из полученного шликера литийалюмосиликатного стекла с оптимальными параметрами: плотность 1,92-2,05 г/см3, pH 7,5-9,0, тонина помола 7-15% отливают изделия в гипсовые формы.
Формовались обтекатели высотой до 1200 мм, диаметром до 400 мм; длительность набора заготовки составляла 15-25 ч в зависимости от толщины стенки. Например, формование заготовки с толщиной стенки 14 мм из шликера литийалюмосиликатного стекла с плотностью 1,97-2,05 г/см3 производилось в течение 17 часов.
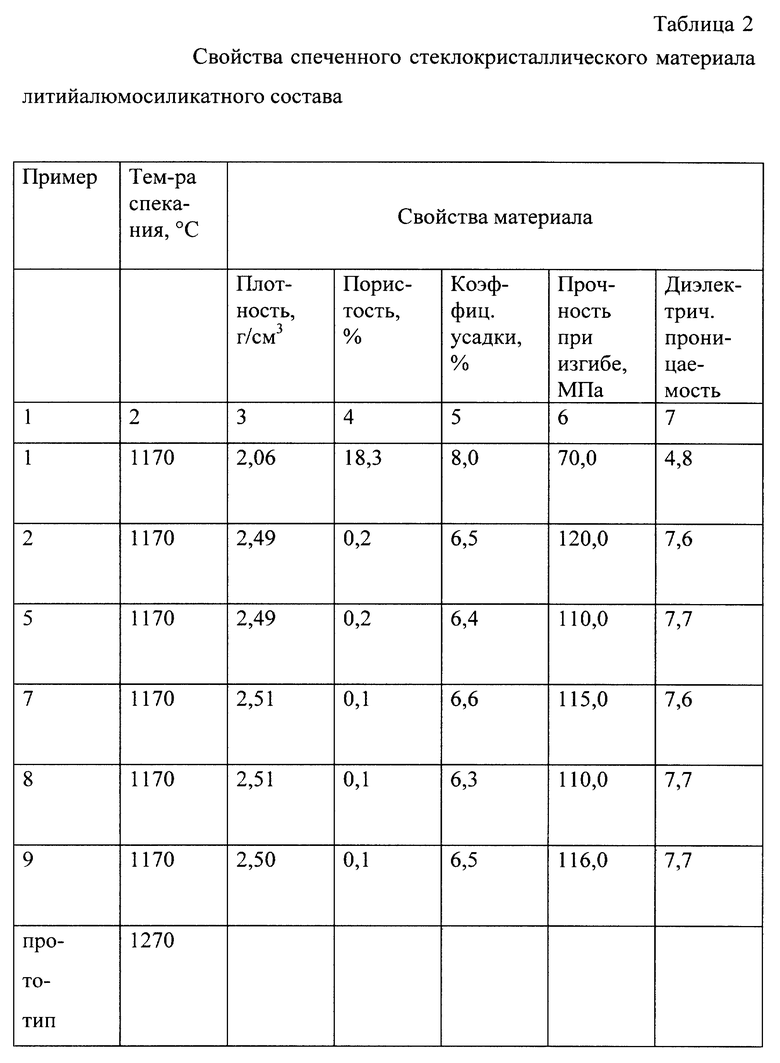
Извлеченные из формы заготовки сушились на воздухе и обжигались в электрических печах при температуре 1170-1200oC в течение 4 ч с целью спекания до нулевой пористости. Свойства спеченного стеклокристаллического материала литийалюмосиликатного состава приведены в таблице 2.
Процесс спекания происходит на 70-100oC ниже, линейная усадка меньше в 2 раза за счет высокой плотности сырца по сравнению с образцами того же химического и гранулометрического состава, отформованными по термопластичной технологии.
Заявляемый способ получения изделий из спеченного стеклокристаллического материала позволяет производить крупногабаритные обтекатели с нулевой пористостью и диэлектрической проницаемостью 6-9 единиц.
Источники информации
1. Пивинский Ю. Е., Ромашин А.Г., Кварцевая керамика. М.: Металлургия, 1974, с. 249.
2. Авторское свидетельство СССР 606843, C 04 B 35/14, 1978.
3. Авторское свидетельство СССР 501052, C 04 B 35/14, 1976.
4. Авторское свидетельство СССР 614073, C 04 B 35/14, 1978.
5. Стекло и керамика, 1991, 9, с.9.
6. Макмиллан П.У. Стеклокерамика. М., 1967, с. 108.
7. Изв. АН СССР. Неорганические материалы, 1986, т. 22, 9, с. 1487.
8. Балкевич В.Л. Техническая керамика. М., 1968, с.49.
9. Патент DE 19622522, кл. C 03 C 10/12, 1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из спеченного стеклокристаллического материала литийалюмосиликатного состава | 2002 |
|
RU2222505C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2269502C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ ВОДНЫХ ШЛИКЕРОВ НА ОСНОВЕ ЛИТИЙАЛЮМОСИЛИКАТНОГО СТЕКЛА | 2001 |
|
RU2211810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ СТЕКЛОКЕРАМИКИ ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 2013 |
|
RU2513389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ СТЕКЛОКЕРАМИКИ ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 2006 |
|
RU2326094C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА КОРДИЕРИТОВОГО СОСТАВА | 2014 |
|
RU2582146C1 |
| Способ получения изделий из стеклокристаллического материала литийалюмосиликатного состава | 2021 |
|
RU2768554C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 2014 |
|
RU2567246C1 |
| Способ изготовления керамических изделий | 2018 |
|
RU2707618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2013 |
|
RU2524704C1 |
Изобретение относится к производству радиопрозрачных крупногабаритных изделий сложной формы из ситалла по керамической технологии и может быть использовано в керамической и авиационной промышленности, в частности, для изготовления антенных обтекателей. При получении изделий используют простой, экологически чистый метод формования путем шликерного литья из высокоплотных водных суспензий в пористые формы. Материал измельчают мокрым способом до получения шликера с плотностью 1,97 - 2,05 г/см3, тониной помола с остатком на сите 0,063 мм 9 - 15% и pH 7,5 - 9,0. Технический результат изобретения - повышение плотности отформованных заготовок, снижение температуры обжига, уменьшение усадки изделий при обжиге. 2 табл.
Способ получения изделий из спеченного стеклокристаллического материала литийалюмосиликатного состава, включающий измельчение материала мокрым способом, формирование изделий методом шликерного литья из высокоплотных водных суспензий в пористые гипсовые формы и термообработку, отличающийся тем, что измельчение осуществляют до получения шликера с плотностью 1,97 - 2,05 г/см3, тониной помола с остатком на сите 0,063 мм 9 - 15% и pH 7,5 - 9,0.
| DE 19622522 C1, 22.01.1998 | |||
| Способ получения высокоплотной водной суспензии кварцевого стекла | 1984 |
|
SU1219362A1 |
| Стекло для стеклокристаллического материала | 1976 |
|
SU568607A1 |
| US 4814297 A, 21.03.1989. | |||

