Изобретение относится к области тяжелого и среднего машиностроения, преимущественно, к производству цилиндрических зубчатых передач с эвольвентным профилем криволинейных по длине зубьев.
Известны способы нарезания зубчатых передач с криволинейным по длине зубом эвольвентного профиля, в частности арочных зубьев на цилиндрических зубчатых колесах по патенту РФ N 1831978, кл. B 23 F 9/02, от 19.09.89 "Способ формообразования арочных зубьев цилиндрических зубчатых колес".
В известном способе обеспечивается формирование зубьев эвольвентного профиля по длине арки по идентичной кривой, расположенной в плоскости линии зацепления и одинаковой по высоте зуба.
К недостаткам известного способа относится то, что для его реализации требуется изготовление комплекта специального режущего инструмента для формирования выпуклого и вогнутого профиля зубьев зубчатого колеса и аналогичного комплекта для сопряженной шестерни, а также требуется модернизация существующих зубообрабатывающих станков.
Наиболее близким к заявляемому является способ формообразования эвольвентных зубьев криволинейных по длине профиля зуба, в частности бочкообразных зубьев, реализуемый при использовании механизмов (Бушуев В.В. и Налетов С. П. Тяжелые зубообрабатывающие станки. М. Машиностроение, 1986, с. 87-89, рис. 51, 52).
В известном способе обработка зубьев осуществляется червячной фрезой на цилиндрической заготовке, которым сообщают согласованное вращение и относительное перемещение вдоль нарезаемого зуба с помощью копировального устройства с копиром.
Однако известный способ имеет недостатки, выраженные в том, что он не обеспечивает формирование зубьев криволинейных по длине зуба, например дугообразных, арочных зубьев.
При создании изобретения решается задача повышения производительности, расширения арсенала используемых в технике способов изготовления арочных зубчатых передач.
Цель изобретения упрощение способа формообразования арочных зубьев и, как следствие, повышение производительности при использовании червячных фрез и зубообрабатывающих станков, которые широко применяются в технике для нарезания цилиндрических прямозубых колес.
Цель достигается тем, что в способе формообразования криволинейных по длине зубьев на цилиндрических колесах червячной фрезой, при котором заготовке и фрезе сообщают согласованное вращение и относительное перемещение вдоль нарезаемого на заготовке зуба с помощью копировального устройства с копиром, перемещение с помощью копировального устройства сообщают фрезе в тангенциальном направлении, причем передние и задние углы резания на боковых сторонах профиля зубьев фрезы должны быть выполнены на три-четыре градуса больше угла наклона арки на торцах зубьев нарезаемого колеса, при этом профиль копира выполняют в соответствии с кривизной нарезаемых зубьев.
Отличительные признаки способа выражены в том, что перемещение с помощью копировального устройства с копиром, сообщают фрезе в тангенциальном направлении, причем передние и задние углы резания на боковых сторонах профиля зубьев фрезы должны быть выполнены на три-четыре градуса больше угла наклона арки на торцах зубьев нарезаемого колеса, при этом профиль копира выполняют в соответствии с кривизной нарезаемых зубьев.
Указанные признаки обладают новизной, так как в известных технических решениях не выявлены.
Заявляемый способ обеспечивает формообразование как выпуклого, так и вогнутого бокового профиля криволинейных по длине зубьев, в том числе арочных зубьев, как на колесе, так и на шестерне с помощью червячных фрез и зубообрабатывающих станков.
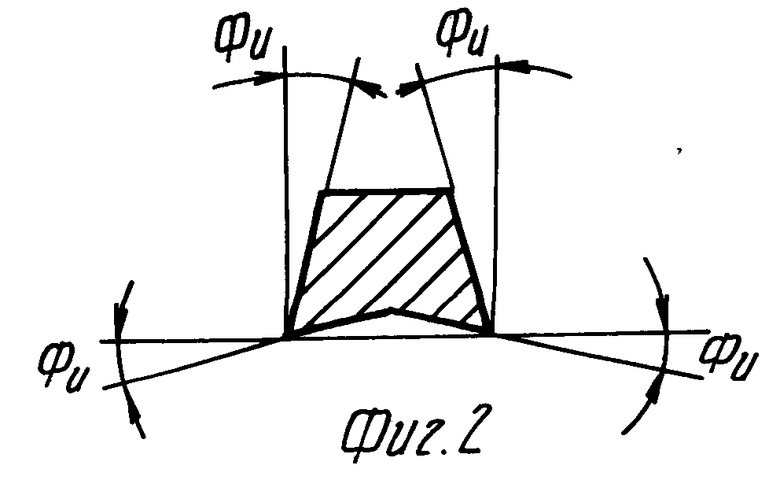
На фиг. 1 изображена схема обработки арочных зубьев червячной фрезой; на фиг. 2 сечение зуба фрезы.
Формообразование выпуклых и вогнутых сторон криволинейных по длине зубьев на цилиндрическом колесе 1, фиг. 1 осуществляют червячной фрезой 2. Ось фрезы устанавливают под углом равным углу подъема витков фрезы также, как при нарезании прямозубых зубчатых колес. Передние и задние углы резания на боковых сторонах профиля зубьев фрезы Фи (Фиг. 2) выполнены на 3-4o больше угла наклона арки Фа (Фиг. 1) на торцах зубьев колеса. Заготовке колеса 1 и фрезе 2 сообщают согласованное вращение. Фрезу 2 перемещают вдоль нарезаемого на заготовке зуба в направлении параллельном оси колеса и одновременно сообщают фрезе перемещение в тангенциальном направлении с помощью копировального устройства с копиром 3. Профиль копира 3 копировального устройства выполняют в соответствии с кривизной нарезаемого зуба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| АРОЧНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092725C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ | 1993 |
|
RU2076022C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074062C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
SU1831978A3 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
Использование: область тяжелого и среднего машиностроения, преимущественно, производство зубчатых передач с эвольвентным профилем криволинейных по длине зубьев. Сущность изобретения: заготовке колеса и червячной фрезе сообщают согласованные вращение и осевое перемещение, при этом с помощью копировального устройства с копиром червячной фрезе сообщают перемещение вдоль зуба нарезаемого колеса в тангенциальном относительно заготовке колеса направлении. Профиль копира выполняют в соответствии с кривизной арки нарезаемых зубьев. Передние и задние углы резания на боковых сторонах профиля зубьев червячной фрезы выполняют на 3...4 градуса больше угла наклона упомянутой арки на торцах зубьев нарезаемого колеса. 2 ил.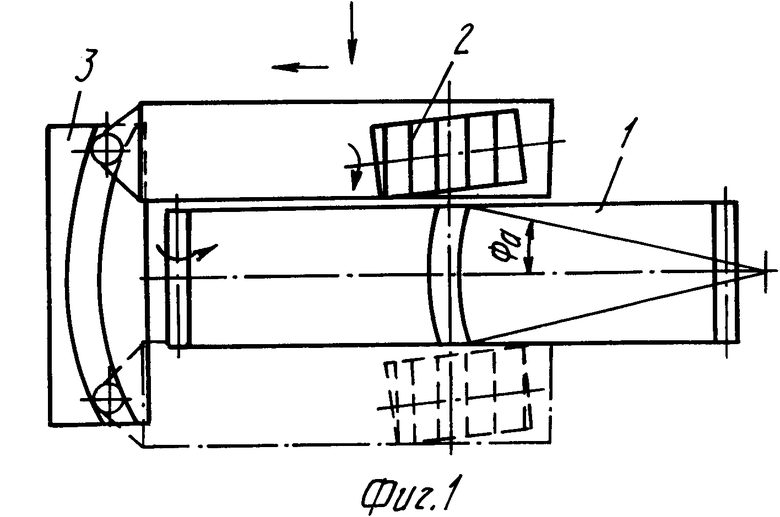
Способ формообразования криволинейных по длине зубьев на цилиндрических колесах червячной фрезой, при котором заготовке колеса и червячной фрезе сообщают согласованные вращение и осевое перемещение, при этом с помощью копировального устройства с копиром червячной фрезе сообщают перемещение вдоль зуба нарезаемого колеса, отличающийся тем, что упомянутое перемещение вдоль зуба нарезаемого колеса червячной фрезе сообщают в тангенциальном относительно заготовки колеса направлении, а профиль копира выполняют в соответствии с кривизной арки нарезаемых зубьев, при этом передние и задние углы резания на боковых сторонах профиля зубьев червячной фрезы выполняют на 3 4oградуса больше угла наклона упомянутой арки на торцах зубьев нарезаемого колеса.
| Бушуев В.В., Налетов С.П | |||
| Тяжелые зубообрабатывающие станки | |||
| - М.: Машиностроение, 1986, с.87-89, рис | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
