Изобретение относится к машиностроению, в частности к абразивной обработке, и может быть использовано для доводки прецизионных деталей.
Цель изобретения повышение качества обрабатываемой поверхности.
Достигается это тем, что заготовки детали 1 устанавливают в спутниках 2, в центрах, ось которых расположена от нижней поверхности спутника на расстоянии, равном d/2+(3 5) δ, располагают спутники 2 свободно в вертикальном направлении в гнездах сепаратора, верхний притир 3 перемещают в осевом направлении на величину h=D-d- Δd, после снятия припуска фиксируют положение оси центров с деталью 1 по вертикали относительно нижнего притира 5, а дальнейшее перемещение верхнего притира 3 осуществляется на величину Δd/2, где D фактический диаметр заготовки, мм;
d заданный диаметр детали, мм;
δ размер зерна абразива, мм;
Δ d ≥ (3 5) δ.
На фиг. 1 показан общий вид расположения притиров, сепаратора, спутника в сепараторе и детали в спутнике; на фиг. 2 разрез по А-А на фиг. 1 (схема обработки детали двумя притирами); на фиг. 3 обработка детали верхним притиром.
Установка деталей в центрах, подвижных в вертикальном направлении, значительно уменьшает поверхность контакта детали и центров, что позволяет обеспечить равномерное качание и исключить проскальзывание и тем самым повысить точность профиля в поперечном сечении.
Выбор расстояния центров относительно нижней поверхности спутника равный d/2+(3 5) δ позволяет в начальный период вести обработку двумя притирами, верхним и нижним, и быстро снять основной припуск, а окончательный переход осуществлять одним верхним притиром. Это позволяет, не снижая производительности обработки, с одной установки получить детали высокого качества по основным параметрам: точности и шероховатости обрабатываемых деталей.
Способ осуществлен следующим образом.
Обработку ведут на двустороннем плоскодоводочном полуавтомате ПД2С-903.
В качестве инструмента используются алмазные пасты АСМ 5/3, АСМ 3/2, АСМ 2/1, АСМ 1/0 и притиры из специального чугуна и присадками иттрия.
Оснастка: многоместный сепаратор 4, в который устанавливают спутники 2 с деталями 1. Деталь 1 устанавливают в спутник 2 в центрах. Ось центров (ось вращения детали) смещена вверх от плоскости, проходящей на расстоянии d/2 от нижней плоскости спутника 2, на величину (3 5) δ в сторону верхнего притира, где δ размер зерна абразива.
Обрабатываемые детали из бариллия с износостойким покрытием (окись алюминия) с микротвердостью 720-1300 кгс/см2 с окончательным заданным диаметром 10-0,0035-0,0039.
Ниже приводим полный расчет
Принимаем Δd1=3 δ0,003 мм,
тогда верхний притир опускают на величину
h1=D-d- Δ d 10,0500-9,9965-0,0030,0505 мм, d1=10,0500-0,0505=9,9995 мм,
фиксируют положение центров (оси вращения детали) относительно нижнего притира 5, затем верхний притир 3 опускают в процессе дальнейшей обработки на величину Δ d/2:
d1=9,9995-0,003=9,9965 мм.
Принимаем Δ d2=4 δ равным среднему значению абразива:
Δ d2=4 δ0,004 мм.
Верхний притир опускают на величину
h2=D-d- Δd,
тогда h2=10,0500-9,9965-0,004=0,0495 мм.
Получаем d2= 10,0500-0,0495=10,005 мм, фиксируют положение центров (оси вращения детали) относительно нижнего притира 5, затем верхний притир опускают в процессе дальнейшей обработки на величину Δ d/2:
d2=10,0005-0,004=9,9965 мм.
Принимаем Δd3=5 δ0,005 мм
Верхний притир 3 опускают на величину
h3=D-d Δ d,
Тогда h3=10,0500-9,9965-0,005=0,0485 мм.
Получаем d3=10,0500-0,0485=10,0015 мм, фиксируют положение центров (оси вращения детали) относительно нижнего притира 5, затем верхний притир опускают в процессе дальней обработки на величину Δd/2
d3=10,0015-0,005=9,9965.
Известно, что обработка деталей на двусторонних плоскодоводочных станках осуществляется так: после размерной сортировки деталей по диаметру выбирают три детали, диаметры у которых превышают размеры диаметров остальных деталей. Эти детали располагают в гнезда сепаратора под углом около 120о, по плоскости нижнего притира 5. Рабочая поверхность верхнего притира 3 равномерно давит на все три ведущие детали. По мере уменьшения размера ведущих деталей верхний притир 3 опускается и начинает касаться остальных деталей 1. В результате происходит выравнивание размеров разных деталей по диаметру до заданного размера. После опускания верхнего притира 3 на величину h, фиксируют положение обрабатываемых деталей 1 относительно нижнего притира 5, т.е. фиксируют положение оси вращения деталей по вертикали, так и перемещение спутника 2 относительно нижнего притира 5. В частном случае это достигается путем остановки нижнего притира 5. При дальнейшем опускании верхнего притира 3 периодически измеряют фактический диаметр обрабатываемых деталей 1, одновременно измеряя или количество оборотов верхнего притира 3 или время обработки. При достижении заданных размеров деталей 1 определяют или общее количество оборотов верхнего притира или суммарное время время обработки. При обработке последующих партий деталей определение окончания обработки производят при достижении определенного выше указанным методом количества оборотов верхнего притира или времени обработки.
Фиксация оси вращения деталей (оси центров) может быть выполнена и по другим известным решением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИТИР | 1997 |
|
RU2119422C1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2035288C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2090282C1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ РАБОЧИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1994 |
|
RU2085842C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СПОСОБ СБОРКИ ДВУХРЯДНЫХ СФЕРИЧЕСКИХ ШАРИКОПОДШИПНИКОВ С ЛЕПЕСТКОВЫМИ СЕПАРАТОРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2097615C1 |
| ЦИЛИНДРИЧЕСКАЯ ЩЕТКА | 1996 |
|
RU2098992C1 |
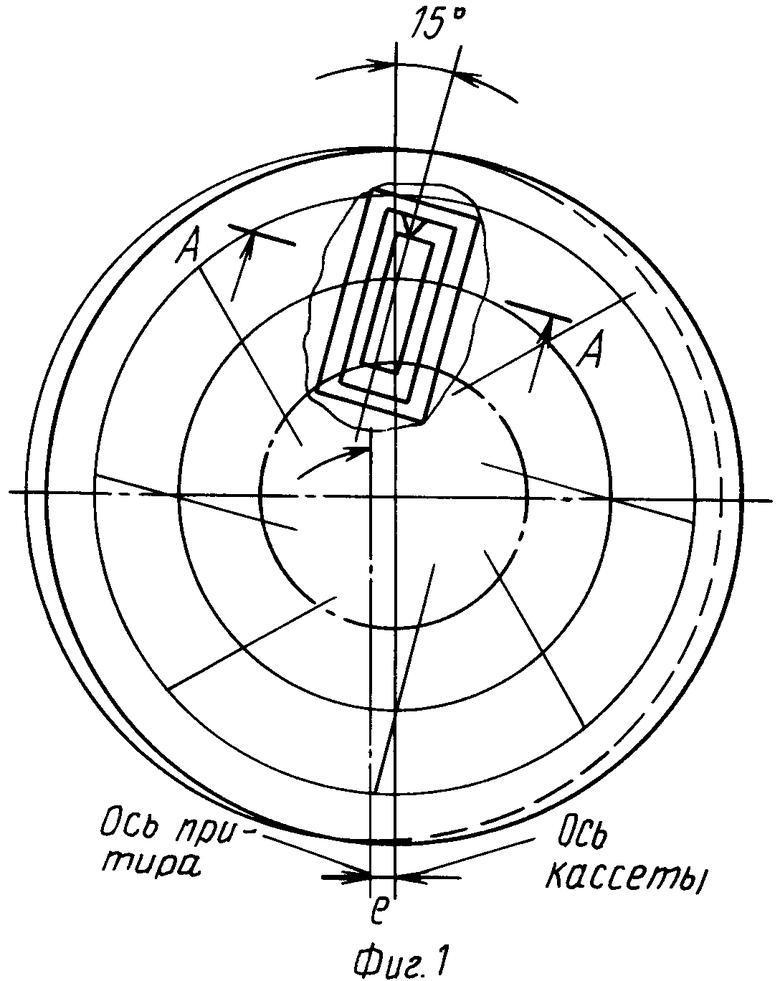
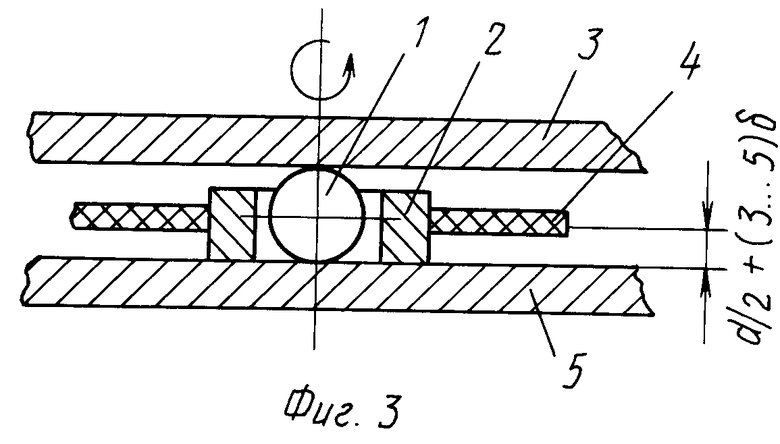
Использование: в машиностроении, в частности в абразивной обработке для доводки прецизионных деталей. Сущность: деталь 1 помещают между двумя кольцевыми торцовыми притирами 3 и 4 под углом, близким к 15° к радиусу притира, и сообщают им относительные перемещения. Деталь устанавливают в центры, подвижные в вертикальном направлении. Ось центров (ось вращения детали) смещена от нижней поверхности спутника 2 в сторону верхнего притира на величину d/2+/3-5/δ, где δ максимальный размер зерна абразива, d заданный диаметр детали. Верхний притир в процессе обработки опускают на величину, h=D-d-Δd, где D фактический диаметр заготовки, мм, Δd ≥ /3 ... 5/δ. После чего фиксируют положение центров/оси вращения детали/ относительно нижнего притира. Затем верхний притир опускают в процессе дальнейшей обработки на величину Δd/2. 3 ил.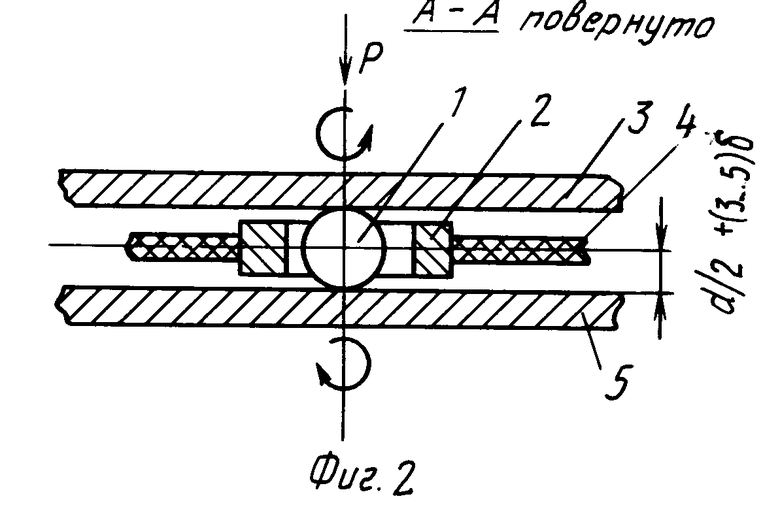
СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ наружных цилиндрических поверхностей деталей, при котором сепаратор гнездами для деталей размещают между нижним и подвижным в осевом направлении верхним притирами, сообщают им относительные перемещения, а в зону обработки подают образив, отличающийся тем, что детали устанавливают в спутниках в центрах, ось которых расположена от нижней поверхности спутника на расстоянии d/2+(3 - 5)δ где d заданный диаметр детали, d размер зерна абразива, располагают спутники свободно в вертикальном направлении в гнездах сепаратора, верхний притир перемещают в осевом направлении на величину h = D-d-Δd , после снятия припуска фиксируют положение оси центров с деталью по вертикали относительно нижнего притира, а дальнейшее перемещение верхнего притира осуществляют на величину Δd/2, где D фактический диаметр заготовки, мм, Δd≥ (3 - 5)δ.
| Орлов П.Н | |||
| и др | |||
| Процессы доводки прецизионных деталей с пастами и суспензиями, М.: Машиностроение, 1975, с.40-48. |

