Изобретение относится к технологии абразивной обработки, в частности доводки высокоточных плоскопараллельных деталей на двухдисковых доводочнюх станках с планетарным механизмом доводки.
Известны два метода правки притиров: кинематический и принудительный.
Кинематическая правка притиров осуществляется самими обрабатываемыми деталями в процессе доводки путем периодического изменения кинематики и скорости звеньев механизма доводки с целью обеспечения равномерного распределения механической работы по всей поверхности притира (см. а.с. 327989, В 24 В 7/04, 1972). Кинематическая правка эффективна для предварительных операций доводки, она не обеспечивает высокое качество доведенных поверхностей в связи с необходимостью использования неоптимальных режимов доводки. Кроме того, оборудование должно иметь регулируемые в широком диапазоне раздельные приводы на каждое звено механизма доводки: центральную и наружную шестерни, верхние и нижние притиры, программное управление и оригинальное матобеспечение на каждую деталь.
Известны также способы принудительной правки (см. Алмазно-абразивная доводка деталей. - М., НИИМАШ, 1972 г., с. 188-192) путем проточки резцом непосредственно на доводочном станке притир по притиру со смещением верхнего притира относительно нижнего, шлифовкой на шлифовальных станках, доводкой методом трех плит.
Первые два метода правки не обеспечивают точности правки, а вторые два способа весьма трудоемки, так как требуют демонтажа притиров со станка.
Известны методы принудительной правки с помощью специальных устройств:
- электроэрозионным способом по а.с. 1553337, В 24 В 53/02, 1991, JP 930528 2-905 5-36118, В 24 В 53/00, В 23 D 19/00,
- шлифованием периферией и торцем абразивного крута ЕПВ заявка 0470337, В 24 В 53/02, опубл. 12.02.92, ИСМ 7, JP 7010494, В 24 В 37/00, 1998.
Правка электроэрозионными способами и абразивными кругами засоряет зону обработки крупнозернистым шламом, основана на применении сложных устройств и не обеспечивает требуемую точность, поэтому после такой правки притиры подвергаются корректировке.
Известны также устройства для коррекции формы доводочных и полировальных инструментов путем принудительного механического деформирования притира SU 1296382, В 24 В 37/04, 1987, DE 4407148, В 24 В 49/02, 1997.
Данные устройства фактически разового применения и в основном предназначены для выполнения финишных операций полирования оптических деталей.
Известен способ правки притиров на двухдисковых вибрационных станках с помощвю правильных колец SU 1678584 В 24 В 37/04, 1991 (взят за прототип), при котором правильные кольца размещают между притирами, сообщают им планетарные движения, а притирам - антифазные поступательные круговые колебания, одному из притиров сообщают дополнительное движение вокруг своей оси.
Вращение притира и правильных колец осуществляют с различными величинами угловых скоростей. Недостатком способа по прототипу является сложная кинематика движений звеньев механизма доводки и ограниченное применение - для вибрационных доводочных станков.
Технический эффект - упрощение способа, расширение технологических возможностей, повышение производительности и точности правки.
Технический эффект достигается тем, что в способе правки притиров на двухдисковых доводочных станках, при котором правильные инструменты размещают между притирами и сообщают им планетарное движение, а притирам - вращательное движение вокруг своей оси в горизонтальной плоскости, согласно изобретению правка осуществляется с помощью правильного инструмента, выполненного в виде зубчатого колеса, один торец которого выполнен сплошным, а на другом образован кольцевой выступ, причем наружный диаметр рабочих поверхностей инструмента выбирают равным 1,00-1,01 ширины притира, а ширину кольцевой поверхности выбирают равной 0,2-0,3 ширины рабочей поверхности притира, при этом правильный инструмент первоначально устанавливают сплошной поверхностью в сторону выпуклой поверхности одного из притиров и сообщают последним вращательное движение поочередно по и против часовой стрелки, контролируя между циклами величину неплоскостности притиров, после чего правильный инструмент переворачивают, при этом используют абразив зернистостью 2-3 величины исходной неплоскостности одного из притиров.
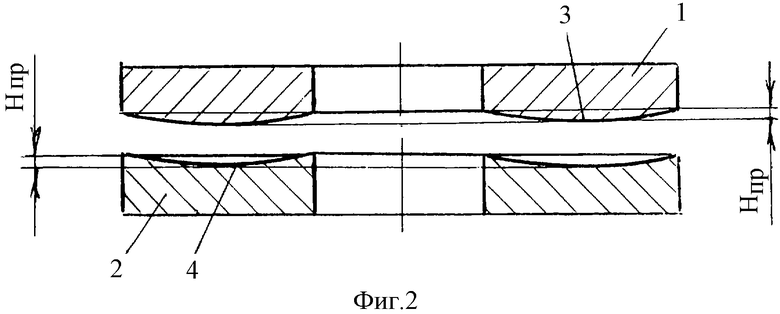
На фиг. 1-4 приведены типовые искажения формы рабочих поверхностей притиров.
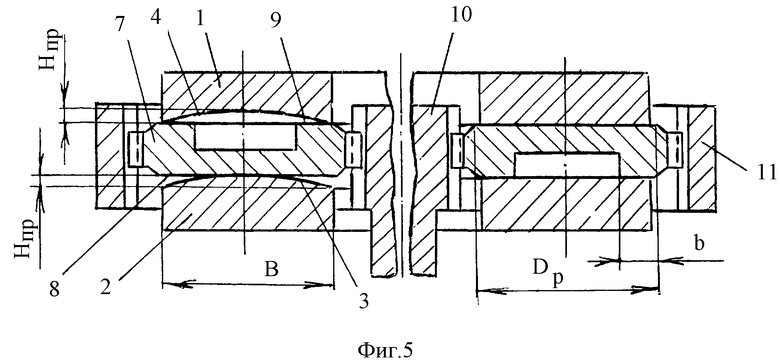
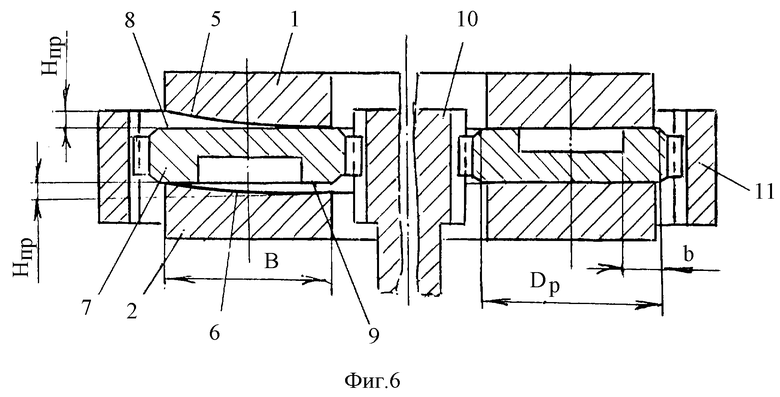
На фиг. 5-6 представлены схема реализации способа правки и конструкция правильного инструмента, с помощью которого осуществлен способ правки, где:
Нпр. - величина неплоскостности нижнего или верхнего притиров,
В - ширина рабочей поверхности притира,
Др- наружный диаметр рабочих поверхностей правильного инструмента,
в - ширина кольцевой поверхности правильного инструмента,
da - зернистость (условный диаметр) абразива.
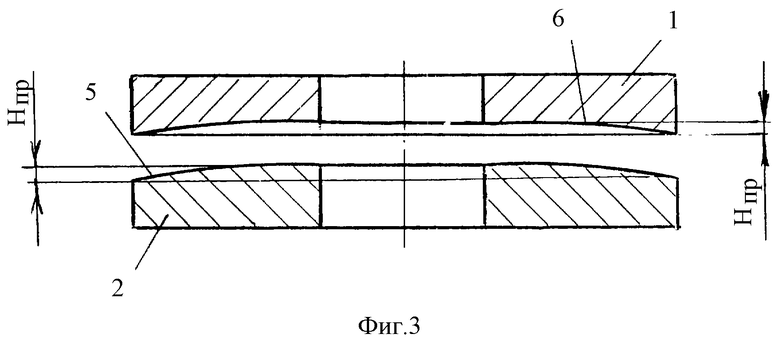
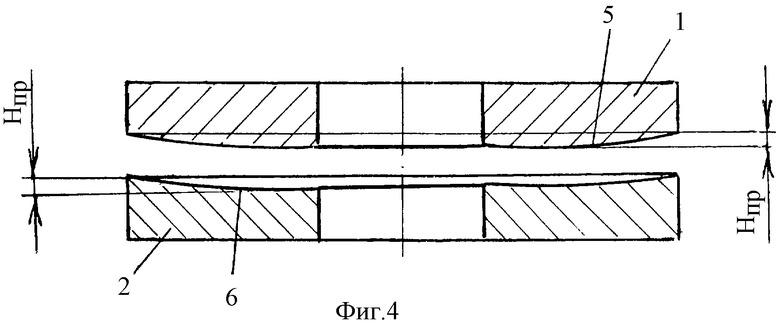
Экспериментально установлено: искажения верхнего 1 (нижнего 2) притира являются зеркальным отображением нижнего 2 (верхнего 1) притира, а форма искажений может быть в виде выпуклой 3 (вогнутой 4) торической поверхности (сферического кольца) - фиг.1, 2 или в виде выпуклой 5 (вогнутой 6) сферической поверхности (шарового сегмента) - фиг.3, 4.
Выпуклая торическая поверхность на нижнем притире (фиг.1) (вогнутая торическая поверхность на верхнем притире) возникает при доводке кольцевых деталей с наружным диаметром, ориентировочно равным ширине притира, устанавливаемых в кассету с малым эксцентриситетом или без него. Ширина доводимых поверхностей колец не более 0,3 ширины рабочей поверхности притира.
Вогнутая торическая поверхность на нижнем притире (фиг.2) (выпуклая торическая поверхность на верхнем притире) возникает при доводке деталей, доводимая поверхность которых равномерно заполняет полностью кассету на всю ширину притира.
Искажения притиров в виде выпуклой 5 (вогнутой 6) сферической поверхности (шарового сегмента) (фиг.3, 4) возникают в процессе доводки одиночных деталей, устанавливаемых эксцентрично относительно оси кассеты со сложной формой доводимых поверхностей, например, золотников, статоров, щечек и шестерен шестеренных насосов и т.п.
Практически величина неплоскостности Нпр. верхнего и нижнего притиров равны.
Предлагаемый правильный инструмент (фиг.5, 6) представляет собой зубчатое колесо 7, один рабочий торец 8 которого выполнен сплошным, а на другом образован кольцевой выступ 9 шириной "в", равной 0,2-0,3 ширины рабочей поверхности притира.
Такое исполнение рабочей части правильного инструмента выбрано из соображений, что сплошная поверхность при правке формирует вогнутую поверхность на притире, а кольцевая - выпуклую.
Правильный инструмент 7 зубчатым зацеплением взаимодействует с центральной шестерней 10 и наружной шестерней 11, а рабочими поверхностями - с нижним и верхним притирами планетарного механизма доводки станка.
Наружный диаметр рабочих поверхностей правильного инструмента Др устанавливают в пределах (1,00-1,01) В из условия полного охвата ширины притира рабочими поверхностями правильного инструмента, причем эти поверхности не должны иметь эксцентриситета.
Увеличение Др>1,01В приводит к неуправляемым видам износа ввиду непредсказуемого уноса абразива из рабочей зоны поверхностями правильного инструмента, выходящими за пределы притира.
С целью выполнения этого условия зубчатое зацепление также выполняется с занижением по высоте не менее 2-3 мм с каждого торца инструмента. Толщина правильного инструмента назначается из условия достаточной жесткости в пределах 20. . . 50 или 0,2...0,15 мм от наружного диаметра по венцу зубчатого колеса.
Для образования кольцевой поверхности в центральной части инструмента выполняют глухое отверстие глубиной 5-10 мм, выдерживая ширину кольцевой поверхности в пределах (0,2-0,3) В. Ширина кольцевой поверхности, равная (0,2-0,3) В, оптимизирована на основе экспериментальных данных. При в<0,2 В происходит быстрый износ кольцевой поверхности, а при в>0,3 В резко замедляется процесс правки.
Выбор зернистости абразивного материала da=(2-3) Нпр. осуществлен экспериментальным путем.
Известно, что при доводке (правке) снятие припуска осуществляется монослоем абразивных зерен в системе деталь-абразивная прослойка-притир (правильный инструмент-абразивная прослойка-притир).
Если зерна имеют меньший, чем неплоскостность притира размер, а правильный инструмент контактирует по "высоким участкам" поверхности притира (см. фиг. 5-6), то в процессе работы абразив постепенно уносится на "низкие участки" поверхности притира, вследствие этого правка практически не осуществляется, что подтверждается экспериментами и на производстве. Если же зерна имеют размер больше, чем неплоскостность притира, то наоборот зерна выносятся на "высокие участки" поверхности притира, зацепляются на этих участках, вследствие чего происходит интенсивный их износ. Экспериментально установлено: ускоренная правка начинается на абразивах da>2 Нр.
В процессе правки, как и в процессе доводки, зерна подвергаются износу, дроблению. В результате в системе притир-абразивная прослойка-правильный инструмент создается монослой из зерен одинакового размера, чем обеспечивается качество правки. Если зернистость абразива dа>3 Нпр., то на притире может получаться грубая поверхность шероховатостью с царапинами, больше зернистости применяемого при доводке абразивного материала, что приводит к удлинению процесса прирабатываемости притира при доводке (потеря плоскостности деталей, хотя притиры плоские).
В принципе правку целесообразно производить абразивом, на котором производится доводка. Но для этого необходимо соблюдать условие Нпр. <0,5da, что приводит к частой правке притиров.
Способ правки притиров предложенным инструментом осуществляют в следующем порядке (см. фиг.5-6). Прибором контроля плоскостности определяют форму и величину неплоскостности одного из притиров (для удобства обычно нижнего притира), на притиры наносят и равномерно распределяют по поверхности абразивную пасту (суспензию) зернистостью da =(2...3) Нпр., между притирами 1 и 2 равномерно по окружности устанавливают правильные инструменты 7 в количестве не менее трех сплошной поверхностью в сторону выпуклой поверхности одного из притиров (фиг.5, 6), а кольцевой поверхностью в сторону вогнутой поверхности другого притира, назначают и устанавливают режимы правки за один цикл:
- кинематические,
- время правки против и по часовой стрелке,
- давление.
Для осуществления способа установлены кинематические режимы: вращение центральной шестерни 10, нижнего 1 и верхнего 2 притиров в одну сторону, наружняя шестерня II - неподвижная.
Время правки на вышеуказанных кинематических режимах с вращением звеньев против часовой стрелки устанавливается по реле времени в пределах 5-10 мин в зависимости от Нпр. Большее время назначается для большего значения Нпр. Время правки на кинематических режимах по часовой стрелке также устанавливается по реле времени. Реверсирование звеньев предназначено для принудительного размешивания абразива (обновления его режущих свойств), в результате чего повышается производительность правки и улучшается фактура поверхности притира и, как следствие, уменьшается время приработки притиров в дальнейшем в процессе доводки.
Давление рассчитывается из условия обеспечения 0,1-0,5 кгс/см2 на суммарную усредненную площадь сплошных и кольцевых поверхностей правильного инструмента.
Производят правку на установленных режимах в несколько циклов, производя между циклами контрольные замеры формы и величины плоскостности.
По мере приближения формы притиров к требуемой с целью сохранения плоскостности и плоскопараллельности рабочих поверхностей правильных инструментов последние переворачивают (фиг.5, 6).
Таким образом, методом последовательного приближения достигается высокая плоскостность, а в некоторых случаях выпуклость (вогнутость) рабочих поверхностей притиров.
Количество циклов при правке предложенным способом легко устанавливается опытным путем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИТИР | 1997 |
|
RU2119422C1 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2035288C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1991 |
|
RU2049653C1 |
| Способ правки притиров | 1989 |
|
SU1678584A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| Способ доводки деталей | 1990 |
|
SU1759609A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ доводки | 1984 |
|
SU1201110A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
Изобретение относится к технологии абразивной обработки, в частности доводки высокоточных плоскопараллельных поверхностей деталей на двухдисковых доводочных станках с планетарным механизмом доводки. Прибором контроля плоскостности определяют форму и величину неплоскостности одного из притиров (для удобства обычно нижнего притира) - Нпр. На притиры наносят и равномерно распределяют по поверхности абразивную пасту (суспензию) зернистостью da=(2. . .3) Нпр. Между притирами равномерно по окружности устанавливают правильные инструменты в количестве не менее трех сплошной поверхностью в сторону выпуклой поверхности одного из притиров, а кольцевой поверхностью - в сторону вогнутой поверхности другого притира. Обработку проводят циклами, включающими вращательное движение притиров по и против часовой стрелки. Между циклами замеряют величину неплоскостности притиров. Затем правильный инструмент переворачивают и продолжают правку. Наружный диаметр правильного инструмента выбирают равным 1,0-1,01 ширины притира, а ширину кольцевой поверхности выбирают равной 0,2-0,3 ширины рабочей поверхности притира. Такие действия упрощают процесс правки притиров, повышают его производительность, а также расширяют технологические возможности способа. 6 ил.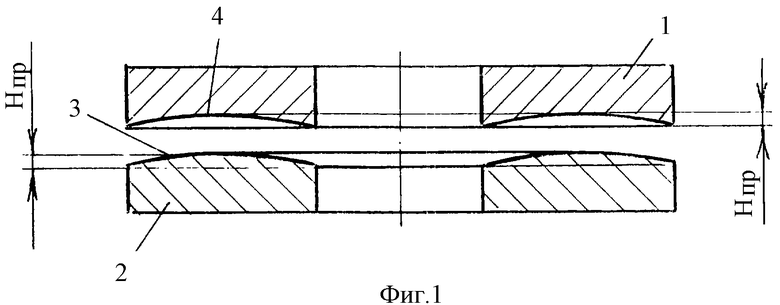
Способ правки притиров на двухдисковых доводочных станках, при котором правильные инструменты размещают между притирами и сообщают им планетарное движение, а притирам - вращательное движение вокруг своей оси в горизонтальной плоскости, отличающийся тем, что правку осуществляют с помощью правильного инструмента в виде зубчатого колеса, один торец которого выполнен сплошным, а на другом образован кольцевой выступ, причем наружный диаметр рабочих поверхностей инструмента выбирают равным 1,00÷1,01 ширины притира, а ширину кольцевой поверхности выбирают равной 0,2÷0,3 ширины рабочей поверхности притира, при этом правильный инструмент первоначально устанавливают сплошной поверхностью в сторону выпуклой поверхности одного из притиров и сообщают последним вращательное движение поочередно по и против часовой стрелки, контролируя между циклами величину неплоскостности притиров, после чего правильный инструмент переворачивают, при этом используют абразив зернистостью 2÷3 величины исходной неплоскостности одного из притиров.
| Способ правки притиров | 1989 |
|
SU1678584A1 |
| Устройство для правки доводочных дисков двухдискового доводочного станка | 1975 |
|
SU905028A1 |
| Устройство для правки доводочных дисков двухдискового доводочного станка | 1988 |
|
SU1553357A1 |
| US 3662498, 16.05.1972. | |||

