Изобретение относится к формованию фасонных изделий из термопластичных материалов, в частности к изготовлению декоративных и светотехнических изделий с винтовой поверхностью из заготовок, а также для изготовления элементов крепления в виде винтов и шурупов.
Стеклянные крепежные изделия, обладающие высокими диэлектрическими свойствами и высокой химической стойкостью, могут эффективно применяться в электротехнической и электронной областях промышленности, в строительстве и судостроении в условиях интенсивного воздействия агрессивных сред, соляного тумана, морской воды и электромагнитных излучений.
Известен способ изготовления фасонных стеклянных изделий путем нанесения резьбы на концевую (соединительную) часто заготовки или готового изделия путем прокатки резьбовой формы по ее поверхности [1] Недостатком этого способа является ограниченность длины формируемой винтовой (резьбовой) части изделия или заготовки, а также невозможность оперативно, в ходе введения процесса, регулировать шаг и высоту винтового выступа, так как его формирования производится за счет стационарных формообразователей с фиксированным шагом и высотой винтового выступа.
Кроме того данный способ требует создания дорогостоящего в изготовлении и эксплуатации оборудования для обеспечения полной синхронизации вращения внутренней и внешней резьбовых оправок и периодическую их замену вследствие износа под действием высокой температуры и контакта со стеклом.
Возможно также изготовление фасонных изделий, а именно стеклянных стержней с кольцевыми ребрами, путем заливки расплавленной стекломассы в полую разъемную форму [2] Поскольку изготовление изделий производится в разъемных формах, то по линии соединения половинок формы на поверхности изделия образуются выступы приливы стекла (облой) и для придания изделию товарного вида его поверхность необходимо дополнительно обрабатывать.
Кроме того, этот способ аппаратурно может быть реализован только совместно со стекловаренными или стеклоплавильным агрегатом, обеспечивающим подачу расплавленной стекломассы в формующее устройство.
В описанных способах изготовления фасонных изделий используются формообразователи с фиксированными контурами (профилями) формообразующих поверхностей, что ограничивает ассортимент выпускаемых изделий и удорожает их изготовление.
Указанные недостатки этих способов делает их практически непригодными для массового изготовления фасонных изделий из стекла широкого ассортимента.
Наиболее близким техническим решением является станок для навивки стеклянных спиралей [3]
Данный способ имеет ограниченные возможности по регулированию шага и высоты винтовых выступов и полностью исключает возможность изменять в процессе изготовления диаметр формируемого изделия и изготавливать изделия с плотно прилегающими друг к другу винтовыми выступами.
Предлагаемый способ изготовления фасонных изделий с винтовой поверхностью из термопластичных материалов лишен указанных недостатков.
Технической задачей предлагаемого изобретения является разработка способа изготовления фасонных изделий, позволяющего формовать на его внешней поверхности винтовые выступы с регулируемым шагом, высотой его и размером поперечного сечения изделия.
Технический результат достигается тем, что в качестве заготовки используют полые или монолитные стержни круглого, овального, треугольного или многоугольного сечения или их сочетание в виде различных комбинаций. Нагревание заготовки осуществляют по всему объему в локальной зоне при вращении одного конца заготовки относительно другого, причем зону локального нагрева непрерывно перемещают вдоль оси заготовки. Для получения элементов крепления (винтов) на одном из концов изделия с винтовой поверхностью формируют головку. В качестве материала заготовок могут быть использованы как неорганические термопластичные материалы, например стекло, плавленный базаль, так и полимерные органические материалы, например полистирол, полиметилметакрилат, фторопласт.
При вращении одного конца заготовки относительно другого в зоне ее локального нагрева происходит поперечное смещение размягченного материала заготовки и образование на ее поверхности винтового выступа, а перемещение зоны разогрева вдоль оси заготовки вовлекает в процесс формирования винтового выступа новый участок заготовки. В результате получается сформированное фасонное изделие с винтовой поверхностью на всей длине заготовки.
В зависимости от выбранных параметров процесса изготовления (температура в зоне локального нагрева, скорость вращения одного конца заготовки относительно другого и скорость перемещения зоны локального нагрева вдоль оси заготовки) и вида исходной заготовки, фасонное изделие может иметь различный шаг и высоту винтового выступа и размер внутреннего отверстия. При изготовлении элементов крепления (винт, шуруп), центральное отверстие в изделии может отсутствовать.
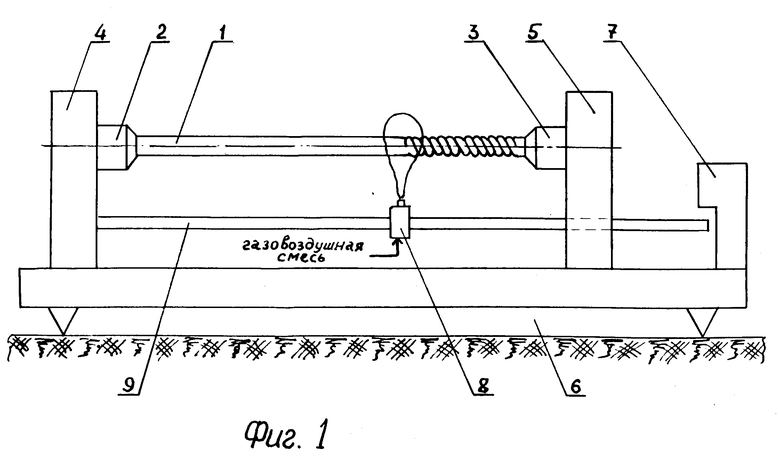
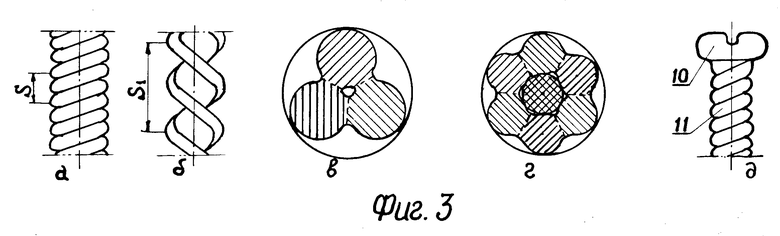
На фиг. 1 представлен один из вариантов устройства для реализации предлагаемого способа изготовления фасонных изделий; на фиг. 2 виды поперечных сечений используемых заготовок (а полый круглый стержень, б монолитный круглый стержень, в полый овальный стержень, г треугольный монолитный стержень, д многоугольный монолитный стержень, е комбинация из трех монолитных круглых стержней, ж комбинация из многоугольных монолитных стержней; на фиг. 3 виды фасонных изделий с винтовой поверхностью и их поперечные сечения (а изделие с двухзаходными выступами, плотно прилегающими друг к другу, с шагом S, б изделие с двухзаходными винтовыми выступами с увеличенным шагом S1, в поперечное сечение изделия с трехзаходным винтовыми выступами, изготовленное из составной заготовки, г поперечное сечение изделия с шестизаходными винтовыми выступами, изготовленное из составной заготовки, д общий вид крепежного изделия, винта с головкой и телом.
Исходная единичная или составная заготовка 1, например из стекла, закрепляется в держатели 2 и 3 неподвижной 4 и перемещаемой бабки 5. Бабки установлены на станине 6, имеющий ограничитель перемещения 7 подвижной бабки 5. Нагреватель, например газовые горелка 8 перемещается по направляющей 9, закрепленной на станине 6.
Устройство оснащено приспособлениями для вращения держателей 2 и 3, перемещения нагревателя 8 и бабки 5. Держатели 2 и 3 вращаются либо одновременно с одинаковой скоростью, либо вращается один из держателей, например держатель 2.
Процесс изготовления фасонных изделий происходит следующим образом. Исходная заготовка 1 устанавливается в держателях 2 и 3, а нагреватель 8 устанавливается в крайнее правое положение. После нагрева узкого участка заготовки по всему объему нагревателем до температуры, превышающей начало деформации материала заготовки, включают приспособление для вращения держателя 2 и перемещения нагревателя 8 по направляющей 9.
Регулирование шага и высоты винтового выступа осуществляется путем изменения скорости вращения одного из держателей заготовки и скорости перемещения нагревателя вдоль заготовки.
Изменение диаметра фасонного изделия производится путем регулирования температуры нагревателя и скорости перемещения подвижной бабки.
Для изготовления элементов крепления, например, винтов, изготовленное изделие с винтовой поверхностью разрезают на отрезки заданной длины, после чего на одном из концов отрезка формируют методом горячего прессования головку 10 винта.
Формирование головки 10 винта возможно также на устройстве изготовления фасонных изделий (см. фиг. 1). В этом случае формирование винтовых выступов на поверхности исходной заготовки производят при перемещении с постоянной скоростью бабки 5 в сторону, противоположную перемещению нагревателя. При этом размер поперечного сечения формируемого изделия становится меньше размера поперечного сечения заготовки, а его абсолютное значение определяется скоростью перемещения подвижной бабки. С увеличением скорости перемещения бабки этот размер уменьшается по абсолютному значению. После формования винтовых выступов на заданной длине скорость перемещения бабки уменьшают или ее перемещение прекращают полностью и включают приспособление для одновременного вращения двух держателей 2 и 3. При таком режиме работы устройства на заготовке формируется участок круглой формы в поперечном сечении с диаметром, превосходящим диаметр изделия с винтовыми выступами. После прохождения нагревателем расстояния, равного толщине формируемой головки, снова воспроизводят режим формирования винтовых выступов, отключают вращение держателя 3 и включают перемещение бабки 5. Процессы формирования винтовых выступов и головок винта чередуются.
Отформированную таким образом заготовку разрезают по линии соединения головки с телом 11 винта.
Для повышения прочности винтов, они могут быть подвергнуты операции упрочнения любым из известных способов.
Разработка и внедрение в производстве высокопроизводительного способа изготовления фасонных изделий из термопластичных материалов, например из стекла, позволит организовать массовый выпуск декоративных элементов для отделки интерьеров гостиниц, холлов, офисов, других помещений, а также элементов светотехнического назначения для люстp и других типов светильников. В этих изделиях подчеркиваются специфические свойства стекла: игра света на поверхности и в объеме изделия за счет отражения, преломления и дисперсии света, придающие изделиям наряду с функциональными высокохудожественные свойства и эстетическое восприятие. Использование заготовок различных видов и цвета позволяет получать широкий ассортимент фасонных изделий.
Стеклянные фасонные крепежные изделия с винтовой поверхностью найдут применение в условиях воздействия агрессивных сред и электромагнитного излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ОТСЕЧЕК НА ЭЛЕКТРОПРОВОДЯЩЕЕ ПОЛЕ ИЗДЕЛИЙ ОСТЕКЛЕНИЯ | 1986 |
|
RU1374700C |
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2077983C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1991 |
|
RU2083366C1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ СТЕКЛА | 1989 |
|
SU1734336A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ СТЕКЛА | 1989 |
|
SU1686801A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ СТЕКЛА | 1989 |
|
SU1630229A1 |
| Способ изготовления изделий из листового стекла | 1976 |
|
SU653879A1 |
| ЭЛЕКТРООБОГРЕВНОЕ ИЗДЕЛИЕ КОНСТРУКЦИОННОЙ ОПТИКИ | 1991 |
|
RU2026838C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКОГО СТЕКЛА | 1985 |
|
RU1354550C |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1978 |
|
RU2026268C1 |

Изобретение относится к разделу техники по горячему формованию фасонных изделий с винтовой поверхностью без применения формообразователей из термопластичных материалов, например стекла. Фасонные изделия с винтовой поверхностью используются для изготовления декоративных и светотехнических элементов с эффективными функциональными и художественными свойствами, элементов крепления в электротехнической и электронной отраслях промышленности, строительстве и судостроении. Сущность способа заключается в формовании на поверхности единичной или составной заготовки из термопластичного материала винтовых выступов путем нагревания заготовки по всему объему в локальной зоне при вращении одного конца заготовки относительно другого при непрерывном перемещении зоны локального нагрева вдоль оси заготовки и формовании головки на одном из концов изделия. Организация производства фасонных изделий позволит широко их использовать для отделки интерьеров гостиниц, холлов и офисов, изготовления светильников и в качестве элементов крепления в условиях воздействия внешних агрессивных сред и электромагнитного излучения. 2 з. п. ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Станок для навивки стеклянных спиралей | 1972 |
|
SU479740A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
