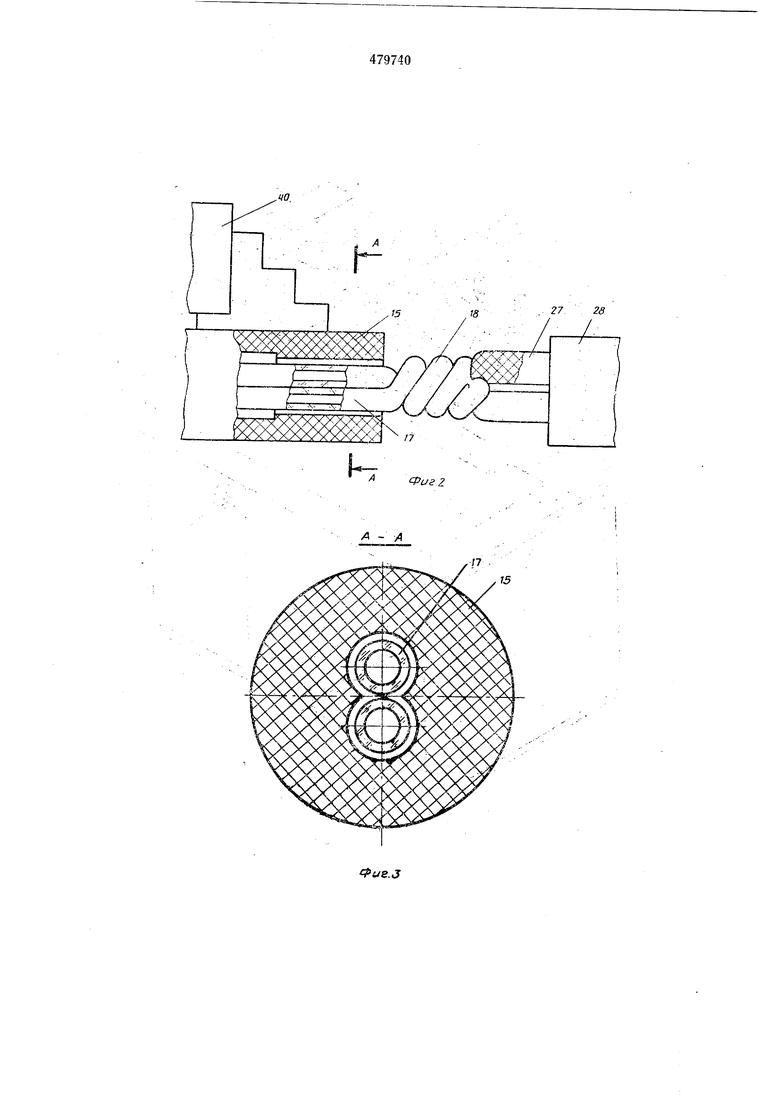
служащий для настройки айсиальнаго перемещения бабки 2 в зависимости от расхода заготовки 17, помещаемой в питатель заготовок 15. Редуктор 16 имеет входное зубчатое колесо 19 и .выходное 20, п-рлводящее тайку 21 ходового ви:нт.а 22. Гай;ка 21 выполнена в виде зубчатой муфтЕ г, ответной частью которой является щестеряя 23, приводящая скользящее зубчатое колесо 24, помещениое на «алу 25, этот вал является входным валом вариатора 26, служащего для настройки щага наЕизаемой спирали. Вариатор 26 закреллен на бабке 3, имеющей средства для крепления з;:гото:вки, налример, кулачки 27, .смонтврованные в патроне 28, получающем вращение от вар;иатора 26 посредством зубчатых .колес 29 и 30. Механизм пуска управляется посредством педал,и 31, рычага 32, имеющего зубчатый сектор 33, соединенный с секторами 13 с пом.ощью зубчатого венца 34 и зубчатого колеса 35, которые посрадст1вом зубчатой рейки 36 перемещают указатель 37. Вариатор 26 управ.аяется рычагом 38. Технологическая скорость навивки задается элекггродвигателем 6 посредством штурвала 39. ВарИатор 26 устроен аналогично механизму пуска процесса. Питатель заготово;к /5 зажимается в патрон 40. Подготовленную для навивки заготовку 17 -в форме согнутой трубки или двух, трех и более трубок помещают в питатель заготовок 15, зажатый в латрои 40, .при этом один конец заготовки зажимают в пацрон 28, прячем .питатель заготовок 15 и патрон 28 выполнены из огнеупорного материала. После этаго «ключают горелки 4 5 и вращение электродв кгателя 6, при этом технологическая скорость навивки может быть уменьщена пооредством механизма запуска процесса, а вариатор 26 задает латрону 28 вращевие с той же угловой скоростью, что и вращение питателя заготовок .15. По достижении заготовкой в зане разогрева требуемой плаотич.носги рычаг 55 .вариатора перемещают в положение, соответствующее зада.нному шагу навивки (щаг -навивки ооеопечивается за счет разности углэвых скоростей латронов 40 и 28), а скорость навивки доводится до заданной технологической посредством поворота секторов 13, открывающих для воздействия собачек 11 зубья хралового колеса 12, причем пр« .лолностью отве,денных секторах получается непрерывное вращение патронов 40 и 28. Описанное устроЙ1СТ:во предназначено для изготовления бифилярных трубчатых колб из ллавленного «варцеваго стекла, а также разрядных колб в форме жгута длиной от 40 до 250 мм для газоразрядных источников света. Внутренний диаметр используемых трубчатых заготовок изменяется от 2,5 до 15,5 мм, а толщина стенок от 1 до 2,5 мм. В отдельных случаях при изготовлении колб 1концы изогнутых трубчатых заготовок целесообразно завивать пе|рвд скручиванлем. что исключает уменьщевие сечения канала кодбы при тепловой и механической отработке процесса скручлвания. Предмет .изобретения 1.Станок для паВИвки стеклянных спиралей, включающий станину с направляющими, патраны-де1ржател1И заготовок, установленные с ВОЗМОЖНОСТЬЮ вращательного движения от привода, и горелки, отличающийся тем, что, с целью обеспечения навивки бифилярных опиралей и ловыщения ях качества, он снабжен литателем заготовок, размещенным внутрИ одного из :пат1роно.в, который установлен с возмож.ностью дололнительного аксиального неремещения от .привода. 2.Станок ло л. 1, отличающийся тем, что питатель выполнен с продольными каналаМИ. 3.Станок по ли. 1 и 2, отличающийся тем, что патроя и питатель выполнены из огнеупорного материала, например, из окиси алюминия. Фб/г. ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок | 1936 |
|
SU49159A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| Токарный станок | 1983 |
|
SU1158296A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Автомат для обработки концов трубчатых заготовок | 1987 |
|
SU1440585A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |


А А
J5
us.J
f7,l:
14
