1
Изобретение относится к способам производства листовых изделий различных размеров и конфигураций из ленты стекла и может быть использовано на стекольных заводах.
Известен способ изготовления листовых изделий из предварительно непрерывно отформованной ленты стекла, находящейся в вязкопластичном состоянии, путем выполнения в ней утоненной перемычки по контуру изделий за счет пережима 1.
Недостатком этого способа является невозможность выполнения тонких перемычек, особенно при больших скоростях движения ленты, что связано с выполнением перемычки по траектории последующего отделения заготовок изделий от ленты в один прием.
Наиболее близким к изобретению по технической сущности является способ изготовления изделий из листового стекла, по которому в отформованной одной парой валков ленте формуют утоненные перемычки другой парой валков. Иосле формования ленты с перемычками их охлаждают и производят разлом по этим перемычкам изгибом ленты, отделяя от нее заготовки изделий 2.
Недостаток этого способа связан с выполнением утоненных перемычек в вязкопластичной ленте стекла в один прием. При пониженных скоростях проката внедрение инструмента в стекло сопровождается нарастанием сонротивления внедрению за счет охлаждения стекла и возрастания нри этом вязкости. При повышенных скоростях проката внедрение инструмента в стекло долл-сно производиться быстро (аналогично удару), поэтому для выполнения перемычки требуются значительные усилия. В обоих случаях не удается получить достаточно тонких перемычек. После разлома такой перемычки остается сравнительно большая площадь неровной поверхности кромки изделия.
Цель изобретения - повышение качества поверхности изделий.
Это достигается тем, что при формовании ленты и разделении ее па форматы за счет пережима в пластичном состоянии, пережим ленты осуществляют постадийно с подогревом ленты между стадиями, причем в месте пережима на ленту воздействуют вибрационными колебаниями, параллельными ее плоскости.
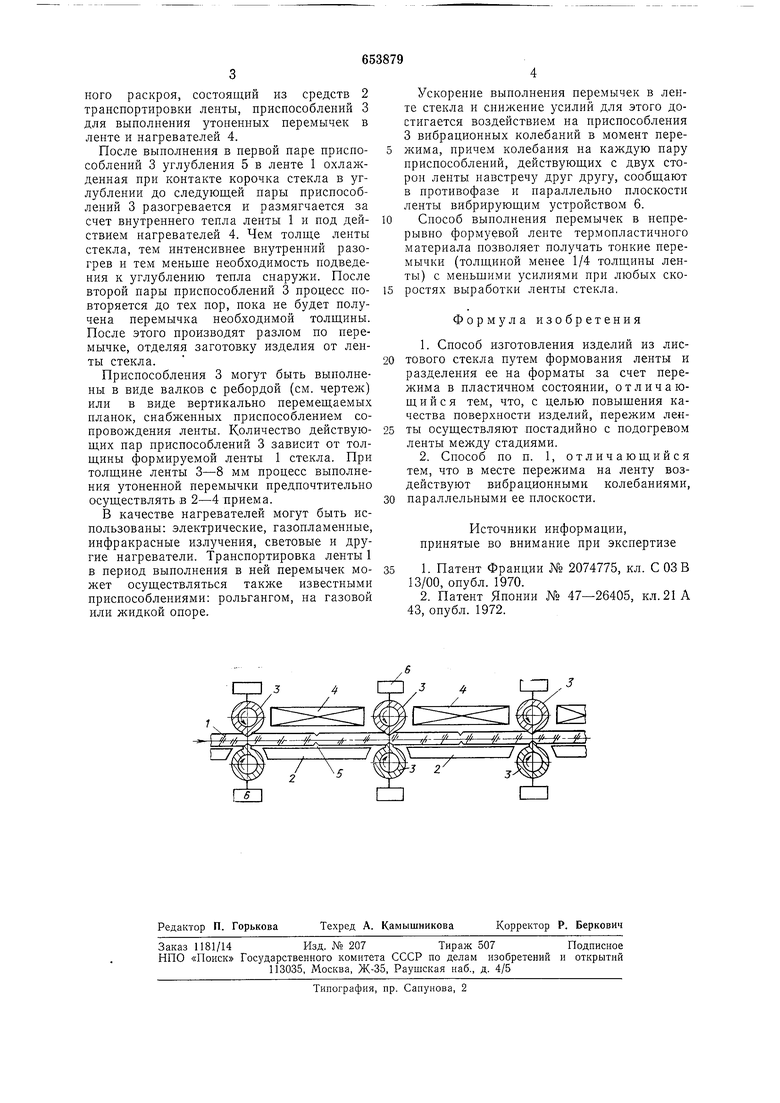
На чертеже изображена схема выполнения многократного пережима ленты термопластичного материала.
Лента 1 стекла, отформованная на расплаве металла, в узел поперечного раскроя, состоящий из средств 2 транспортировки ленты, ириспособлений 3 для выиолнения утоненных перемычек в ленте и нагревателей 4.
После вынолнения в нервой паре приспособлений 3 углубления 5 в ленте 1 охлажденная нри контакте корочка стекла в углублении до следующей пары приспособлений 3 разогревается и размягчается за счет внутреннего тепла ленты 1 и под действием нагревателей 4. Чем толще ленты стекла, тем интенсивнее внутренний разогрев и тем меньще необходимость подведения к углублению тепла снаружи. После второй пары приспособлений 3 процесс повторяется до тех лор, пока не будет получена перемычка необходимой толщины. После этого производят разлом по перемычке, отделяя заготовку изделия от ленты стекла.
Приспособления 3 могут быть выполнены в виде валков с ребордой (см. чертеж) или в виде вертикально перемещаемых планок, снаблсенных приспособлением сопровождения ленты. Количество действующих пар приспособлений 3 зависит от толщины формируемой ленты 1 стекла. При толщине ленты 3-8 мм процесс выполнения утоненной перемычки предпочтительно осуществлять в 2-4 приема.
В качестве нагревателей могут быть использованы: электрические, газопламенные, инфракрасные излучения, световые и другие нагреватели. Транснортировка ленты 1 в период выполнения в ней перемычек может осуществляться также известными нриспособлениями: рольгангом, на газовой или жидкой опоре.
Ускорение выполнения перемычек в ленте стекла и снижение усилий для этого достигается воздействием на нриспособления 3 вибрационных колебаний в момент пережима, причем колебания на каждую пару ириспособлений, действующих с двух сторон ленты навстречу друг другу, сообщают в противофазе и параллельно плоскости ленты вибрирующим устройством 6.
Способ выполнения неремычек в непрерывно формуевой ленте термопластичного материала позволяет получать тонкие перемычки (толщиной менее 1/4 толщины ленты) с меньшими усилиями при любых скоростях выработки ленты стекла.
Формула изобретения
1.Способ изготовления изделий из листового стекла путем формования ленты и
разделения ее на форматы за счет пережима в пластичном состоянии, отличающийся тем, что, с целью повыщения качества поверхности изделий, пережим ленты осуществляют постадийно с подогревом ленты между стадиями.
2.Способ по п. 1, отличающийся тем, что в месте пережима на ленту воздействуют вибрационными колебаниями,
нараллельными ее плоскости.
Источники информации, принятые во внимание при экспертизе
1. Патент Франции № 2074775, кл. С 03 В 13/00, опубл. 1970.
2. Патент Японии № 47-26405, кл.21А 43, опубл. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилированных изделий из стекла | 1983 |
|
SU1143699A1 |
| Способ раскроя листового стекла | 1982 |
|
SU1090668A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК-ПАЛОЧЕК; | 1970 |
|
SU274999A1 |
| Способ получения сквозных отверстий в ленточном материале и устройство для его осуществления | 1976 |
|
SU668581A3 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| Способ изготовления листовогоСТЕКлА | 1976 |
|
SU831748A1 |
| Способ разделения проката | 1988 |
|
SU1773593A1 |
| Способ поперечно-винтовой прокатки труб | 1982 |
|
SU1088820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1970 |
|
SU288243A1 |
| Способ изготовления полых шаровых пальцев (его варианты) | 1983 |
|
SU1238876A1 |
CZH 5
J
cm
