Изобретение относится к гальваномеханике и может быть использовано для нанесения локальных покрытий, например, на корпуса микросхем и полупроводниковых приборов.
Известен гальванический способ нанесения локального покрытия, включающий протекание электролита сверху вниз из сопла, которое является анодом, до приемной полости, подвод обрабатываемого изделия сбоку к струе электролита до касания с ней и пропускание электрического тока через электролит от анода к изделию [1]
Однако этот способ имеет ограниченный диапазон применения, так как предполагает наличие на изделиях выступающих участков, на которые можно осуществить осаждение металла.
Известен гальванический способ нанесения локального покрытия, включающий установку обрабатываемого изделия на маскирующий элемент, расположенный над соплом для струйной подачи электролита, прижим маскирующего элемента к изделию с определенным усилием подачи электролита в виде вертикальной струи на обрабатываемые участки поверхности изделия и пропускание электрического тока через электролит от анода к изделию [2]
Однако подобный способ нанесения покрытия требует приложения усилия для прижима маски, что может привести к деформации изделий. Кроме того этот способ не позволяет получить заметной разницы по толщине слоя металла, осажденного в центре и по краям обрабатываемого участка, так как условия осаждения при прокачке электролита на всем незакрытом маской участке изделия практически одинаковы.
Целью изобретения является исключение деформации покрываемых изделий путем устранения необходимости использования маскирующего элемента, а также обеспечение возможности нанесения покрытий со значительной разницей между толщиной слоя осажденного металла в центре и по краям покрываемого участка.
Эта цель достигается тем, что изделие устанавливают над соплом, через которое вертикально вытекает электролит над напором, обеспечивающим высоту струи, меньшую, чем расстояние от сопла до поверхности изделия, затем изделие опускают до касания его поверхностью струи электролита и вновь поднимают до уровня, при котором за счет сил смачивания и поверхностного натяжения электролита обеспечивается существование устойчивого столба электролита между соплом и изделием и пропускают электрический ток между анодом и обрабатываемым изделием. При необходимости получения значительной разницы между толщиной осажденного слоя металла в центре и по краям пятна, изделие в ходе гальванического процесса постепенно отодвигают от сопла, но предельное расстояние при этом не должно превышать уровня, обеспечивающего неразрывность струи электролита.
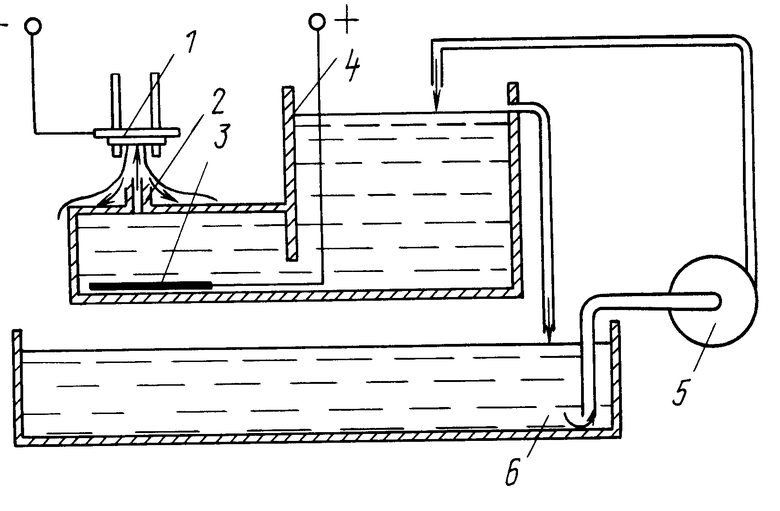
На чертеже изображено устройство, с помощью которого может быть реализован предлагаемый способ.
Приняты следующие обозначения: 1 изделие, 2 сопло, 3 анод, 4 гальваническая ванна, 5 насос, 6 емкость с электролитом.
Гальваническая ванна 4 содержит установленный на дне анод 3 и сопло 2, сообщающиеся с напорным отсеком ванны. Изделие 1 установлено над соплом 2 и может перемещаться в вертикальном направлении. Насос 5 соединен всасывающим патрубком с емкостью 6 с электролитом, а выходным с ванной 4.
Устройство работает следующим образом.
С помощью насоса 5 из емкости с электролитом 6 в напорный отсек гальванической ванны 4 накачивается электролит с такой производительностью, что верхняя граница электролита в напорном отсеке находится на уровне, превышающем уровень сопла 2. Сопло и напорный отсек гальванической ванны 4 образуют сообщающиеся сосуды и поэтому электролит вытекает из сопла в виде струи и стекает обратно по соплу в емкость с электролитом. С помощью подъемного устройства изделие 1 опускают вниз до касания его поверхностью верхней точки струи электролита и снова поднимают вверх. При этом струя электролита как бы "повисает" на изделии за счет сил смачивания и поверхностного натяжения электролита. При этом площадь пятна электролита на поверхности изделия перестает зависеть от колебаний напорна электролита в сопле, а граница пятна локализуется. Изделие фиксируют на уровне, при котором обеспечивается существование устойчивого столба электролита между поверхностью изделия и соплом, пропускают между анодом и изделием электрический ток до получения требуемой толщины покрытия в месте контакта поверхности изделия со струей электролита.
При необходимости получения значительной разницы между толщиной осажденного слоя металла в центре и по краям пятна изделие в ходе гальванического процесса постепенно отодвигают от сопла, но максимальное расстояние не должно превышать уровня, обеспечивающего неразрывность струи электролита. Увеличение расстояния между соплом и поверхностью изделия ухудшает условия перемешивания электролита по краям пятна, что приводит к уменьшению скорости осаждения в этих местах, в то время как в центре пятна обмен электролита остается интенсивным и скорость осаждения практически неизменна. В результате, толщина слоя осажденного в центре пятна металла существенно больше, чем по краям.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЗАДАННОЙ ТОЛЩИНЫ | 1991 |
|
RU2036982C1 |
| Способ автоматического контроля толщины гальванопокрытий | 1990 |
|
SU1772221A1 |
| Способ измерения площади катода в гальванической ванне | 1986 |
|
SU1439161A1 |
| Способ контроля толщины покрытия изделий в гальванической ванне | 1980 |
|
SU987376A1 |
| Устройство для измерения площади детали в гальванической ванне | 1987 |
|
SU1458446A1 |
| Устройство управления процессом нанесения гальванического покрытия заданной толщины | 1991 |
|
SU1813814A1 |
| Способ определения площади деталей в гальванической ванне | 1986 |
|
SU1414879A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1986 |
|
SU1357469A1 |
| Способ измерения площади катода | 1986 |
|
SU1439160A1 |
| Устройство для контроля массы осажденного металла | 1990 |
|
SU1778200A1 |
Сущность изобретения: изделие устанавливают над соплом, через которое вертикально подают электролит под напором, обеспечивающим высоту струи, меньшую, чем расстояние от сопла до поверхности изделия, затем изделие опускают до касания его поверхностью струи электролита и вновь поднимают до уровня, при котором за счет сил смачивания и поверхностного натяжения электролита обеспечивается существование устойчивого столба электролита между соплом и изделием; при необходимости получения значительной разницы между толщиной осажденного слоя металла в центре и по краям пятна изделие в ходе гальванического процесса постепенно отодвигают от сопла, но предельное расстояние не должно превышать уровня, обеспечивающего неразрывность струи электролита. 1 з. п. ф-лы, 1 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для локального гальванопокрытия | 1981 |
|
SU953013A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
